預打孔水松紙間隔涂膠位置偏移故障分析及對策
2013-10-08 03:04:32李忱臻余宇文
中國科技信息 2013年23期
趙 龍 李忱臻 余宇文
1.山東中煙工業有限責任公司青島卷煙廠卷包車間
2.秦皇島煙草機械有限責任公司工藝室
3.廣東中煙工業有限責任公司生產一部卷包車間
青島卷煙廠生產的高檔卷煙泰山(儒風)和泰山(樂章)采用的是激光預打孔水松紙,水松紙的涂膠方式采用的是間隔涂膠方式(如圖1所示)。
(a)涂膠裝置的控膠輥(白色為無膠區域、黑色為有膠區域)
(b)水松紙涂膠后的顯示。這種涂膠方式嚴格要求白色無膠區域與激光打孔的位置相對應,且沒有膠液滲入,切割后的有膠區域均等。只有這樣才能確保煙支總通風度的穩定,否則將直接影響到卷煙焦油含量的穩定性,滿足不了工藝質量要求。
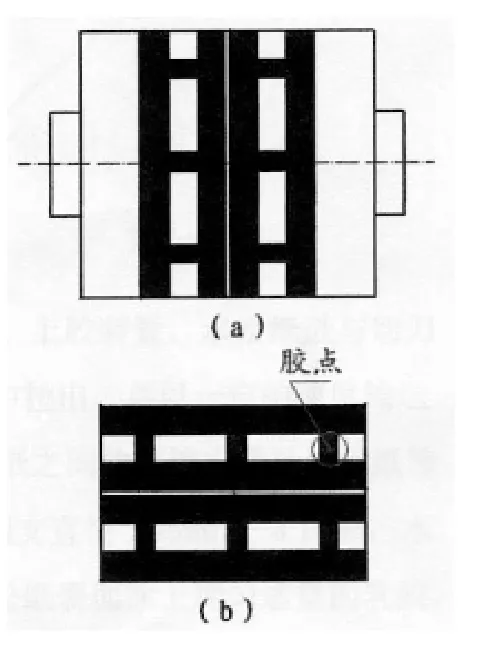
圖1
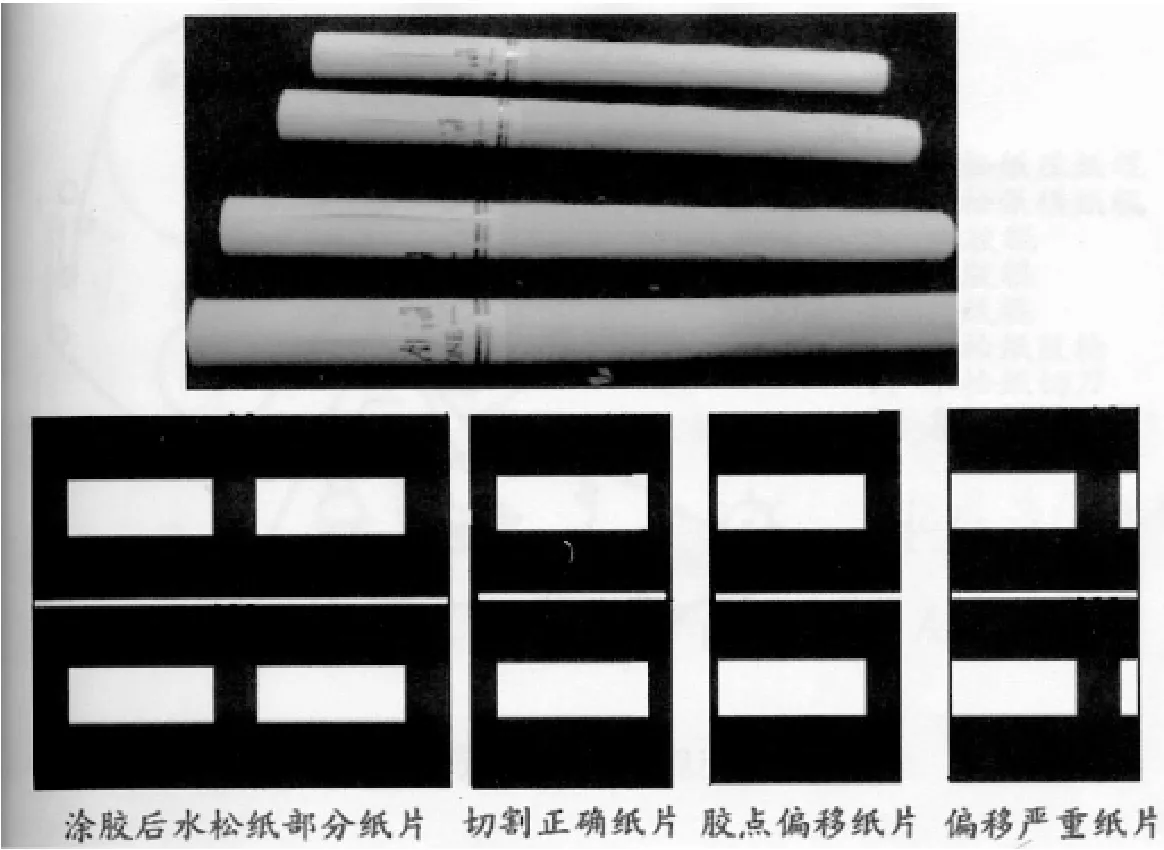
圖2
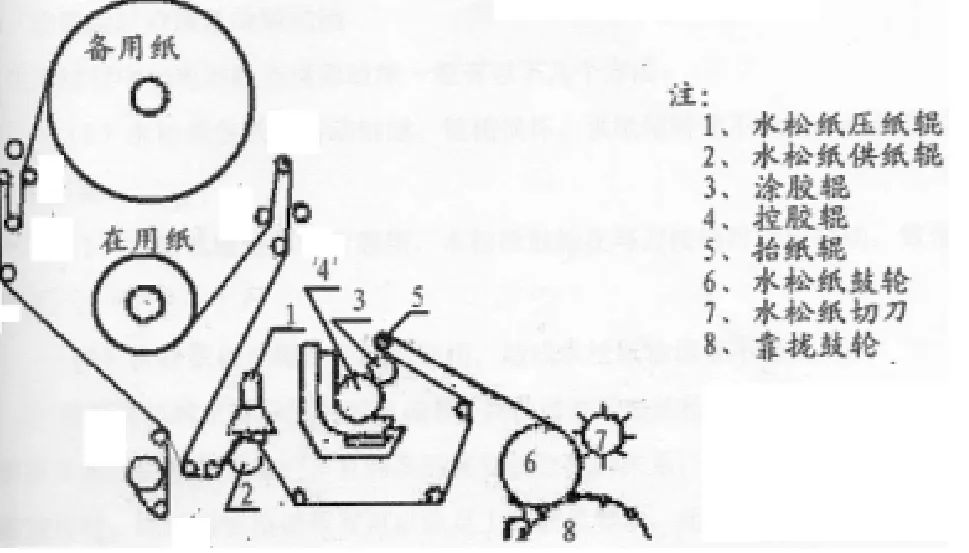
圖3 水松紙輸送過程示意圖
1 、預打孔水松紙間隔涂膠位置偏移故障現象
在生產過程中,MAX70經常出現水松紙間隔涂膠位置不穩定現象,(即涂膠后的水松紙間隔涂膠位置相對于水松紙正確切割位置產生偏移),只是切割后的水松紙片上的有膠區域寬窄不一,俗稱“跑膠點”,以下均將偏移稱為跑膠點。當水松紙在上紙架位置工作時,水松紙直徑較大,膠點位置相對穩定。當水松紙直徑減小到一定程度或達到轉換控制值時,開始轉換到下工作位,這時膠點發生后移現象(切割后的水松紙片前面膠點寬后面窄),在用水松紙與備用水松紙拼接轉換后膠點又向前移,恢復到原來的位置。按照工藝要求,間隔涂膠后水松紙片兩邊有膠區域應分布均勻,各為2.5mm。如果發生偏移,一側不能超過4mm,偏移嚴重時膠點位置偏出水松紙片切割位置,則水松紙搭口粘不上或與煙組起始粘貼處無膠,達不到工藝要求,造成不合格品的產生(圖2)。
2 、MAX70水松紙供給系統
2.1 MAX70水松紙供給原理
MAX70水松紙攻擊系統由盤紙架、自動接紙器、供紙輥、涂膠裝置、水松紙鼓輪與切紙刀等組成(如圖3)所示。水松紙供紙輥將水松紙從盤紙架中拉出,并以一定的速度輸送運行。水松紙繞過供紙輥被壓紙輥壓緊,通過供紙輥、壓紙輥與水松紙之間的摩擦力帶動水松紙輸送,實現連續勻速供紙。(供紙輥的直徑與煙支直徑有關,煙支直徑在7.75mm~8.1mm之間時,水松紙片長度為27mm,供紙輥直徑為51.59mm)。涂膠裝置給水松紙表面涂上均勻適量的乳膠,水松紙鼓輪與切紙刀將連續的水松紙切割成為一張張紙片,通過水松紙鼓輪與水松紙供紙輥之間的線速度差,將水松紙片分開一定的距離,水松紙片與煙組一一對應的粘在靠攏鼓輪的煙組上,完成供紙切割過程。
2.2 水松紙間隔涂膠位置相對切割位置的調整原理
涂膠裝置為保證間隔涂膠位置與水松紙切割位置相對應,在上膠輥、控膠輥傳動齒輪上都帶有標記,與MAX70墻板上的指針A、B一一對應(如圖4所示),以確定相互位置關系,“C”為切刀切割位置。如果調整量超出微調范圍,可相對涂膠輥傳動齒輪,錯動控膠輥傳動齒輪,同時將控膠輥傳動齒輪上的指針調整到改變后的正確位置上。如需要微量調整,可通過調整抬紙輥調節旋鈕,使抬紙輥前后“擺動”來實現位置改變,從而改變間隔涂膠后的水松紙到水松紙切割位置的輸送距離,保證水松紙切刀切割在膠點的中心位置,確保膠點分布均勻。正常生產過程中出現膠點位置前后偏移現象,通過調整微調機構仍然得不到控制,就要進一步查找原因。因此,分析產生的故障原因,使之得到嚴格控制,以滿足工藝質量要求。
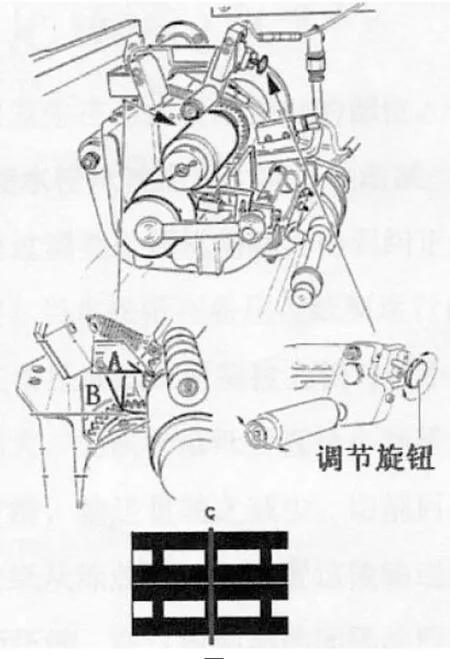
圖4
2.3 出現跑膠點現象故障成因
生產過程中出現跑膠點現象故障一般有以下幾個方面:
(1)水松紙供紙輥傳動軸鍵或鍵槽損壞,供紙輥轉速不穩定,在供紙過程中紙張供給不平穩。
(2)水松紙輥輪摩擦片磨損,水松紙鼓輪在與切紙刀配合完成切割工作時發生抖動,致使紙張吸附不穩定。
(3)水松紙供紙輥及壓紙輥磨損,造成水松紙輸送不穩定。
前兩種機械故障導致的膠點偏移,我們通過平時的檢修可以消除。但對供紙輥及壓紙輥磨損量的控制是非常難的,且因其所在安裝位置的關系,無法時時測量。再者當出現輕微跑膠點時,經過調整微調裝置可以滿足工藝質量要求,此時就需要加大關注力度,在壓紙輥壓力保持不變的情況下,一旦出現水松紙與供紙輥輕微打滑,壓紙輥磨損速度就會加快,經常在很短時間內就會出現不可控制的情況,水松紙片長度雖然沒有明顯的變化,但膠點偏移量卻出現很大的位移,如果生產中檢查不及時,就會造成大量的不合格品的出現。因此,水松紙供紙出現異常是造成跑膠點的主要原因。
3 、分析水松紙供紙異常與跑膠點的關系
水松紙供紙輥、壓紙輥在使用過程中會逐漸磨損,主要發生與在水松紙接觸的部位。一種情況是供紙輥磨損,直徑逐漸變小,其輸送線速度減小,致使水松紙輸送量也隨之逐漸減小。如果在供紙速度穩定的情況下,膠點會向同一方向偏移,通過調整微調機構就可得到糾正。第二種情況是由于壓紙輥的磨損,致使水松紙供紙出現異常,當水松紙在上位盤紙架運行的時候,因其直徑大,轉動慣性大等原因,水松紙輸送時所受的拉力相對較小,此時膠點位置穩定。隨著水松紙直徑的減小,其拉力也逐漸增大,當水松紙紙盤直徑減小到某一程度,由于供紙輥的磨損,兩輥之間的摩擦力不夠,水松紙出現打滑,輸送量隨之減小,切割后的水松紙片長度會相應的縮短,由于其它位置沒有改變,水松紙從涂膠到切割位置這段輸送距離沒有改變,而間隔涂膠長度隨著水松紙輸送量的相應減少而壓縮,在這段距離的間隔涂膠數量發生了增加變化,改變了原來間隔涂膠位置與水松紙切割位置的對應關系,顯然水松紙膠點位置偏移量與水松紙輸送變化量成正比。
故障發生后通過對水松紙長度的測量,減少量在0.5mm以內的時候,膠點位置偏移量就會嚴重超出工藝要求。以水松紙片長度變化減少0.3mm為例,控膠輥上一個間隔涂膠弧長是31.4mm,膠點寬度6mm,當切割后的水松紙片長度為27mm時,涂抹到水松紙上的膠點寬度為27/31.4×6=5.142mm,當切割后的水松紙片為26.7mm時,涂抹到水松紙上的膠點寬度為26.7/31.4×6=5.10mm,由此可見膠點寬度變化是可以忽略不計的。由于只是水松紙輸送量減少,原來從涂膠到切割位置是18個水松紙片長度,間隔涂膠數量與切刀切割相對應。現在間隔涂膠長度縮短到26.7mm,間隔涂膠數為18×27/26.7=18.2,即偏移量為(18.2-18)×26.7=5.34mm,相當于抬紙輥順時針方向擺動,膠點相對于切割位置向后偏移5.34mm,此時的膠點會在水松紙片的一側。切割后的水松紙片在與煙組包裹后就出現了搭口開口現象,成為漏氣的不合格品(如圖5、6所示)。
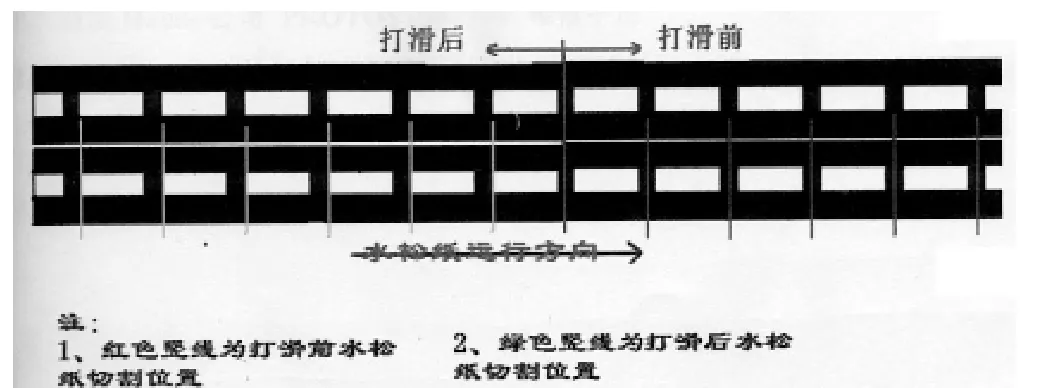
圖5
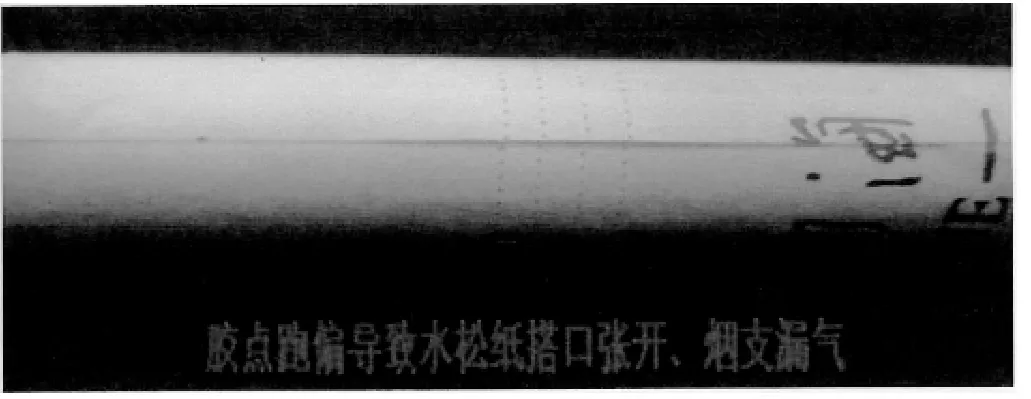
圖6
4 、針對預打孔水松紙間隔涂膠位置偏移故障采取的對策
4.1 要求機臺操作人員在每次自檢時必須檢查間隔涂膠位置,發現問題及時處理。
4.2 每個班次保養時都需清理水松紙供紙輥、壓紙輥上粘附壓實的水松紙紙沫。
4.3 維修人員定期檢查水松紙供紙輥、壓紙輥的磨損情況,發現磨損后及時更換。
4.4 由于壓紙輥橡膠材質不盡相同,耐磨程度也不一樣,使用時間大約在260~400小時就需更換,所以,須根據不同材質確定更換周期。將更換下來的壓紙輥進行修磨,備用。
5 、結束語
由于找到了問題的關鍵所在,采取了相應的措施,避免了水松紙供給異常,防止了預打孔水松紙間隔涂膠膠點位置不穩定故障的頻繁發生,確保了產品質量的與提高。
[1]德國Hauni公司. PROTOS70操作、維修手冊
[2]董祥云等. 全國煙草行業統編教材. YJ17-YJ27卷接機組