可重構制造系統新模型的建立
2013-10-10 03:24:10吳少雄
長春工業大學學報 2013年6期
徐 偉, 吳少雄
(福建工程學院 交通運輸系,福建 福州 350108)
0 引 言
系統在傳統意義上被認為應在其壽命期內對其自身結構和功能實現有效保持。但在發生故障、改變目標或者環境發生變化時,可能需要外部干預才能得以繼續工作。
在可重構制造系統中,故障、目標改變等可作為系統組織元素,通過動態修改使其減少或避免對系統的影響[1-2]。通過這種方式可擴展系統的應用領域。如可以在電子、通信、控制及制造領域中得到廣泛的應用,因為即使他們的目標不同、應用程序不同,但概念共同[3]。
實現的方式是在可重構制造系統中形成一個電子系統控制器,可以把它稱之為重構控制器,這個電子基礎設施可以依次被重構。類似的設計方法在制造和電子產品領域中也廣泛存在。哪方面的設計可能是重置配置,比較常見的模式是益于處理具有兩個相同重構概念的兩種系統[4-5]。因此,文中將重點研究制造系統的可重構。
1 可重構系統
1.1 定義
一個配置對應復雜系統組件的方式是參數化和鏈接在一起。這個配置同時響應外部需求(用戶要求、質量、環境)和內部需求(生產力)。可重構系統有能力按其運行需求去從一個配置轉換到另一配置。這種改進可由不同的原因引起,如系統目標改變、性能缺失、部分故障等。這些系統應用于不同的領域,如制造業、控制、電子、通信或信息學,通常它們都有相同的規則[6-8]。
1.2 重組目標
可重構系統的一個目標是安全快速響應[9],這種響應就使其有了從一個失敗控制過程恢復的空間。
另一個目標是支持系統需求,這些需求可以是外部(用戶請求、質量、環境變化)或內部(生產力、消費)[10-11]。
重新配置也可以用來優化系統功能,當部分功能不能同時使用時,可以通過重新配置實現。
1.3 重組過程
可重構系統的一個特征是從一個配置轉換為另一個配置的方式。實際上,這個過程就是重構過程。這個過程主要通過重組控制器來完成,可分為兩個階段:目標狀態確定和相應的應用程序確定[12-13]。
首先,確定哪些配置滿足系統要求是第一步。這些配置可以離線或者在線,選擇一個新的配置替換當前的。新配置的選擇要依據重構標準,因為它會從各方面影響重構質量,如時間、能量消耗、不合格品率等。
然后,系統進入新的配置。通過一定的中間配置可以在系統工作時完成重構,并使系統按照新的模式進行產品生產,也可以關閉系統并清空系統后完成重構。對制造系統而言,有相關的工作流程程序負責重置過程中的機器協調。工作流程程序能夠確保整個系統的安全性和一致性。
2 可重構制造系統新模型的建立
下面從組織形式、架構等方面來討論可重構制造系統新模型的形式[14-15]。
2.1 組織形式
模型應在某一級別粒度上表示產品和其各組件之間的關系。該模型并不涉及功能使用方面的細節問題。
模型的組織形式如圖1所示。

圖1 模型的組織形式
圖中,一個可重構系統可能根據兩個軸被拆分,水平軸使系統的架構與其配置分離。這個體系結構包括組成系統的所有組件(功能、資源)及其鏈接配置。這些組件將通過下面提出的配置組件化和相互聯系。
垂直軸分離邏輯結構(邏輯子系統)和物理結構(物理子系統)。邏輯子系統包括系統的功能和它們的邏輯操作序列。物理子系統包含組成的資源以及資源的運輸,提供了結構執行的邏輯子系統。邏輯和物理子系統可以被配置。
2.2 邏輯、物理方面的架構
基于MOF類圖的架構形式如圖2所示。

圖2 基于MOF類圖的架構形式
邏輯架構由功能構成,可以在系統上執行。這些功能放在一起形成功能序列,然后,這些功能序列構成產品功能。
物理架構包含系統的物理組件。這些組件可以分為固定組件和移動組件,固定組件是執行固定操作的,運輸組件一般通過端口負責把產品或零部件從一固定組件傳輸到另一個固定組件。端口一般為固定組件的接口,可以將產品分解或合成。兩個組件之間的運輸可以通過實體命名連接來描述。一個運輸組件有能力實現連接。為了實現連接,它必須將一個產品從連接源的端口運送到目的端口。
邏輯架構可以通過潛在功能映射到物理架構,從而實現一個組件對應一個功能。
2.3 架構的配置
如前所述,可重構制造系統的架構分解為邏輯架構和物理架構。同理,配置也可分解為邏輯配置和物理配置兩個方面,基于MOF類圖的配置形式如圖3所示。
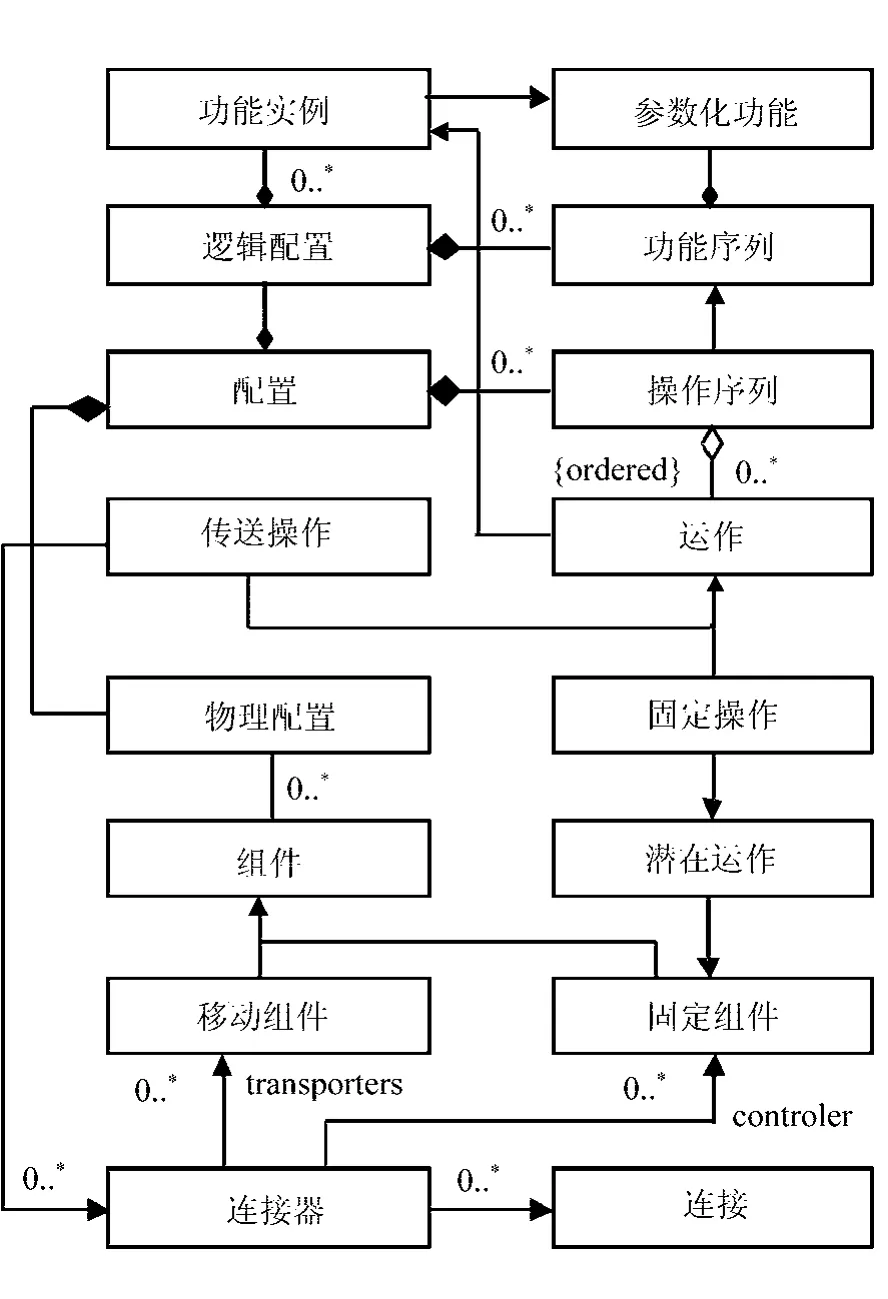
圖3 基于MOF類圖的配置形式
邏輯配置是功能實例構成。而功能可以被定義為行為,其在產品上可以通過一個功能實例實現。這些可以通過操作一個組件來實現。物理配置由邏輯架構和連接器構成。首先,連接器可以被認為是連接實例。連接器表明了傳輸組件、固定組件以及連接的關系。其中,傳輸組件主要負責產品從起始地向目的地的運輸,固定組件負責產品運作(這些組件可以被視為控制器),連接是指利用傳輸組件進行產品傳輸。
物理配置和邏輯配置之間的對應關系可以通過操作實現。有兩種類型的操作,轉移操作鏈接一個功能實例和一個連接器。固定操作可以實現一個潛在操作與一個功能實例的連接。在邏輯架構中,眾多的操作在一起可以形成一個操作序列。
3 結 語
在研究可重構系統的基礎上,以制造系統為例進行了可重構制造系統新模型的建立。在模型建立過程中,從組織形式、架構和配置等方面進行了探討,并最終從這些方面給出了新模型形式。該項研究對于制造企業系統重構具有一定的指導意義。
關于文中所提出的可重構制造系統模型還在進一步的持續研究和應用中,它的進一步研究應用表現為架構和配置可以分解,使系統可以實現局部重構,而重構結構并不會對其它部分產生影響,該種模型形式的表達正在研究過程中。
[1]Toguyeni A K A,Berruet P,Craye E.Models and algorithms for failure diagnosis and recovery in FMSs[C]//Int.J.of Flexible Manufacturing Systems,2003,15(1):57-85.
[2]Forst T,Schmelzer S F.Requirements for dynamic production structures in a turbulent environmentdynamic production and organization structures[C]//Okino N,Tamura H,Fujii S.Advances in production management systems.IFIP,1996:23-26.
[3]Busby J S,Fan I S.The extended manufacturing enterprise:its nature and its needs[J].International Journal of Technology Management,1993,8(3):294-308.
[4]Belabbas A,Berruet P.FMS reconfiguration based on petrinets models[C]//IEEE Int.Conference on System Man and Cybernetics SMC,2004.
[5]Sihn W.Paradigm shift in the corporation:the fractal company[C]//Okino N,TamuraH,Fujii S.Advances in production management systems.IFIP,1996:305-308.
[6]Mill F,Sherlock F.Biological analogies in manufacturing[C]//Proceedings of the first international workshop on intelligent manufacturing sys-tems.Lausanne,Switzerland,1998:294-301.
[7]Fujii N,Varrio J,Ueda K.Potential field based simulation of self-organization in biological manufacturing systems[C]//Proceedings of interna-tional conference on manufacturing system design.97.Magdeburg,Germany:International Conference on Manufacturing System Designc97,1997:185-192.
[8]王成恩.可重構制造模式及系統理論[C]//863計劃自動化領域發展戰略研討會文集.863計劃自動化領域發展戰略研討會,1999.
[9]Doll W J.The evolution of manufacturing systems:towards the post-industrial enterprise[J].OMEGA Int.J.of Mgmt Sci.,1991,19(15):401-411.
[10]Tomiyama T.A manufacturing paradigm toward the 21st century[J].Integrated Computer-Aided Engineering,1997,4(1):159-178.
[11]Tseng M M.Mass customization-opportunities and challenges for high value added products and services[C]//Proceedings of 4th international conference on computer integrated manufacturing.Singapore:The 4th International Conference on Computer Integrated Manufacturing,1997.
[12]Schierholt K.Knowledge management aspects in process configuration for multiple-variant products[C]//Proceedings of the first international workshop on intelligent manufacturing systems.Switzerland:Lausanne,1998.
[13]Rosen R W,Beras B,Hassenzahl S L,et al.Towards computer-aided configuration design for the life cycle[J].Journal of Intelligent Manu-facturing,1996,7(2):145-160.
[14]王成恩.制造系統的可構成性[J].計算機集成制造系統,2000(4):21-25.
[15]郭志平.可重構制造系統的體系結構[J].內蒙古工業大學學報,2001(2):116-120.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中華詩詞(2022年6期)2022-12-31 06:41:24
井岡教育(2022年2期)2022-10-14 03:11:44
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:00
中國科技論壇(2017年7期)2017-07-25 08:49:53
中學生數理化·中考版(2017年12期)2017-04-18 12:55:05
光學精密工程(2016年6期)2016-11-07 09:07:19
中學生(2015年2期)2015-03-01 03:43:33
