改性棕櫚纖維及其增強聚丙烯復合材料的力學性能研究
2013-10-14 01:15:58
產業用紡織品 2013年6期
(紡織面料技術教育部重點實驗室;東華大學紡織學院,上海,201620)
棕櫚纖維作為一種優良的天然纖維,近年來得到相關研究人員的青睞。我國棕櫚纖維原料眾多,若能得以開發利用將提升棕櫚產品附加值,直接帶來經濟利益,且有利于環境保護、節能減排及可持續發展。對棕櫚纖維力學性能的初步研究表明,棕櫚纖維斷裂強度較高,纖維較長,線密度遠比劍麻纖維小,斷裂伸長率較大,初始模量與菠蘿葉纖維接近[1]。單根棕櫚纖維中棕櫚細胞緊密排列,雜細胞極少,纖維整體性強,不易分解或拉斷;韌性良好,甚至彎曲180°也不會折斷[2]。因此棕櫚纖維可應用到復合材料制備中。
樹脂與纖維的黏結性能很大程度上決定了復合材料的力學性能。天然纖維具有強親水性,和疏水性樹脂之間的界面性能較差,通常需要通過纖維表面處理來改善天然纖維增強復合材料的界面性能。在大多數情況下,未處理的植物纖維增強熱塑性材料的拉伸強度和斷裂伸長率低于純熱塑性材料,并隨著植物纖維填充量的增加而下降,且斷裂伸長率下降顯著。
本文在不同條件下對棕櫚纖維進行堿處理和熱處理,結合正交試驗分析,探討最優堿處理和熱處理條件,為開發該類纖維增強復合材料提供試驗指導。
1 材料與設備
1.1 材料
國產棕櫚葉鞘纖維,西南大學;均聚聚丙烯薄膜,上海滋利工貿有限公司。
1.2 設備
XLB-400×400×2型平板硫化機,上海齊才液壓機械有限公司;WDW-20型微機控制萬能材料試驗機,上海華龍測試儀器公司;OCA 15EC型視頻光學接觸角測量儀,德國 Data Physics公司;EA2004A型電子天平,上海精天電子儀器有限公司。
2 試驗方案設計
測試橫向拉伸強度作為復合材料力學性能的評價指標,測試纖維的靜態接觸角作為纖維浸潤性能變化的評價指標。堿處理質量分數(A)、堿處理時間(C)、熱處理溫度(B)、熱處理時間(D)作為因素,其中堿處理質量分數和熱處理溫度考察4個水平,堿處理、熱處理時間考察3個水平,進行4因素混合水平正交試驗。選用的正交表為L16(45),第5列為空列,試驗次數為16,其中C、D的1、4水平重復。各因素及其水平設計如表1所示。
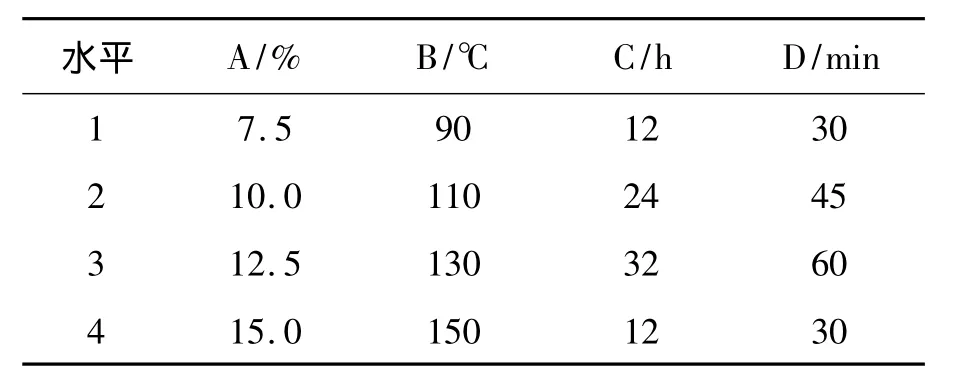
表1 因素水平分配表
將山棕棕片用清水洗凈,常溫晾干后從中抽取出單根棕櫚纖維。根據正交表安排試驗方案,對纖維進行堿處理和熱處理。
3 試驗
3.1 棕櫚纖維-聚丙烯復合材料的制備
將改性處理后的纖維按90°方向等距平行排列于上下2層PP薄膜間,采用鐵板固定制備好的預制件。纖維質量分數控制為5%。采用模壓工藝進行熱壓成型,模壓工藝參數[3]為:溫度160℃、壓強1.5 MPa、熱壓時間10 min。常溫自然冷卻固化備用。
3.2 橫向拉伸強度測試
用萬能材料試驗機進行拉伸試驗,試驗控制參數參照GB 1447—2005。試樣尺寸為200 mm×25 mm×0.5 mm,試樣夾持的隔距為100 mm,拉伸速度為5 mm/min。
3.3 靜態接觸角測試
將處理過的單根棕櫚纖維平行緊密排列于載玻片上,并置于恒溫恒濕室平衡24 h。靜態接觸角測試時每種纖維測試5個點,取其平均值。
4 試驗結果與分析
拉伸強度和纖維靜態接觸角測試結果見表2。
對復合材料橫向拉伸強度和經處理的棕櫚纖維靜態接觸角試驗結果進行極差分析(如表3所示)。根據因素指標效應曲線圖(圖1和圖2)可得:針對橫向拉伸強度試驗,各因素主次為B→A→C→D,優化工藝為A2B2C1D2;針對靜態接觸角試驗,各因素主次為 A→D→B→C,優化工藝為A3B2C2D4。采用綜合平衡法選取最優工藝,經綜合評定優化工藝為A2B2C1D1。從試驗結果可知,此工藝對應的強度值最大為32.22 MPa,比未處理時強度(17.27 MPa)提高了86.6%。所以最優試驗處理工藝為:堿處理質量分數10%,熱處理溫度110℃,堿處理時間12 h,熱處理時間30 min。
對試驗結果進行方差分析可知(如表4所示):因素A對接觸角的影響高度顯著,因素D對接觸角的影響顯著,因素B、C對接觸角無顯著性影響;各因素對橫向拉伸強度均無顯著性影響。
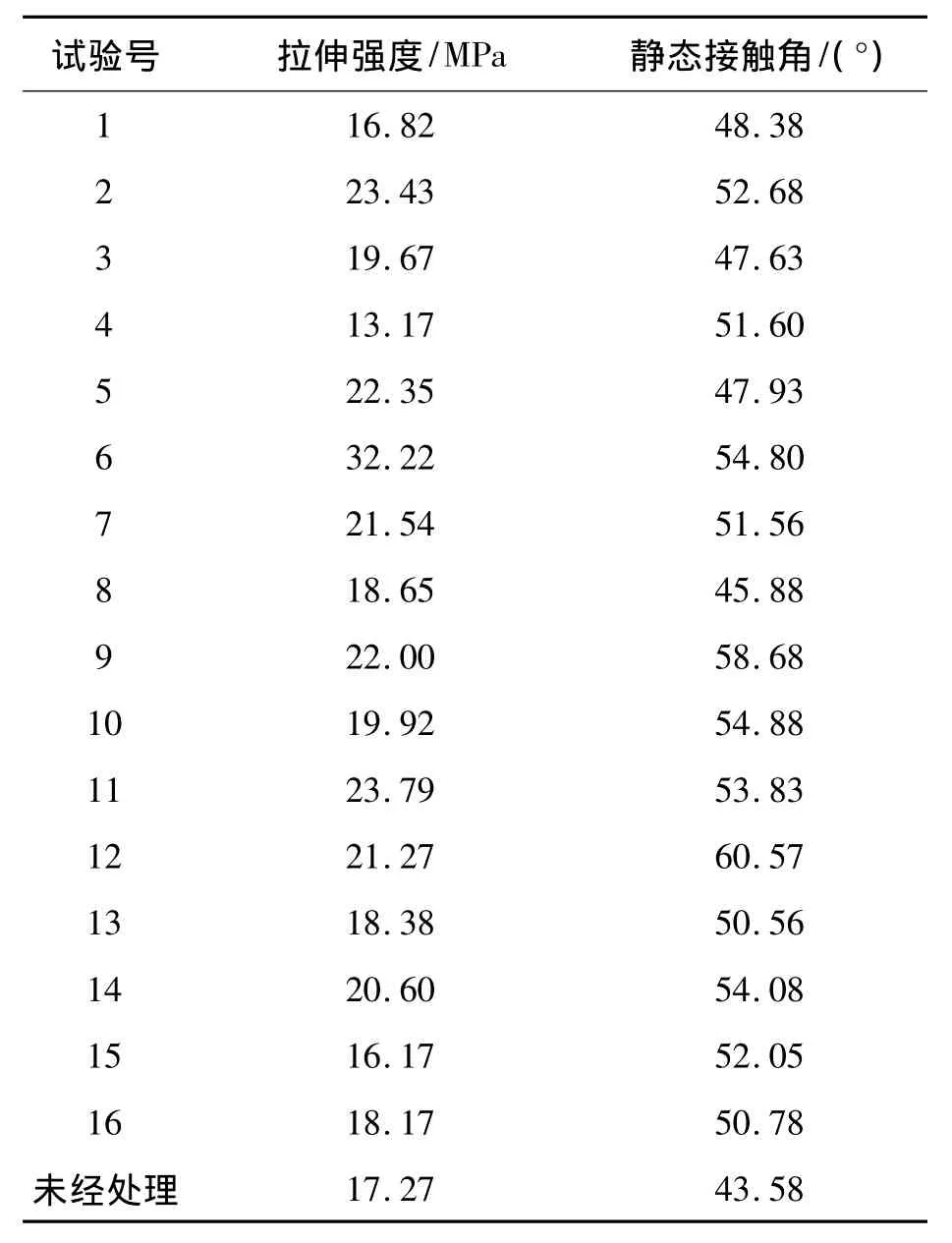
表2 試驗結果
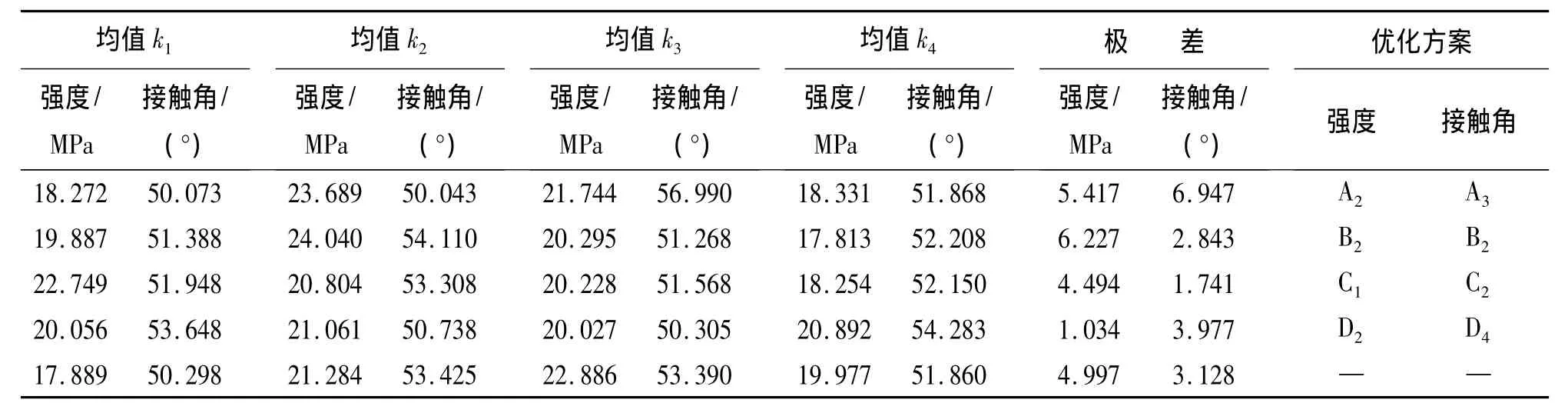
表3 極差分析

圖1 橫向拉伸強度效應曲線圖
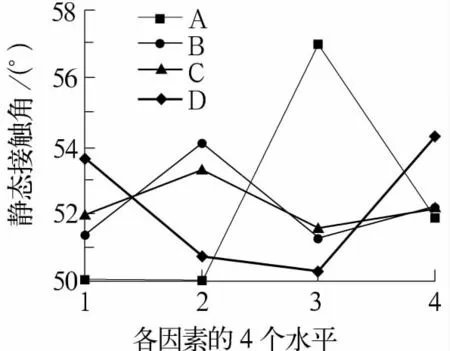
圖2 靜態接觸角效應曲線圖
由試驗結果可知,經表面處理的棕櫚纖維增強復合材料的橫向拉伸強度得到很大提高。隨著堿處理質量分數、熱處理溫度及熱處理時間的增加,橫向拉伸強度先增大后減小;隨著堿處理時間的增加,拉伸強度減小。這主要是因為堿溶解了棕櫚纖維中的部分果膠、木質素和半纖維素等低分子雜質,纖維表面的雜質被除去,纖維表面變得粗糙,增加了機械鎖結作用,同時與基體的有效接觸面積增加,有利于改善纖維與基體的界面性能。從圖1可看出,堿處理時間越長,強度的損失越大。另外,纖維中含有的吸附水如不除去,纖維在與基體復合時,基體固化過程中水分子的揮發使復合材料內部產生大量氣孔,導致復合材料性能惡化。本試驗適當的熱處理除去了棕櫚纖維中的吸附水,且使纖維因熱作用產生的強度損失小于整體復合材料強度的增量,從而保證了復合材料力學性能的提高。
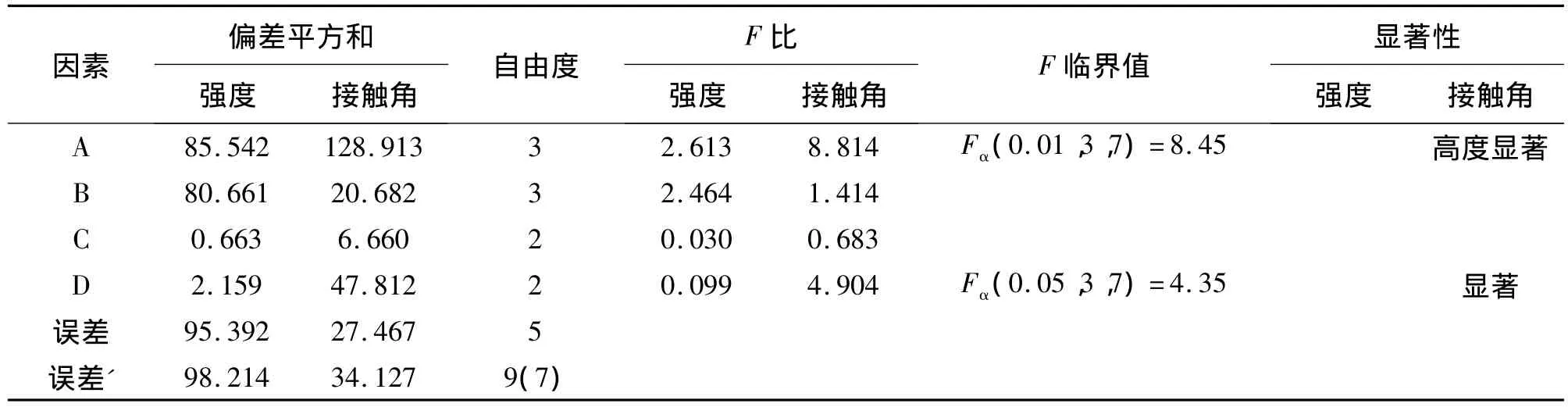
表4 試驗結果方差分析
從表2可看出,經過堿處理和熱處理后,棕櫚纖維的靜態接觸角均有所增加,纖維浸潤性能降低。其中接觸角最大達到60.57°,較未處理時的43.58°增大了39.0%。這主要是因為堿溶解除去了纖維中的親水性物質,熱處理除去了纖維中的吸附水,使纖維的表面張力發生了改變。
5 結語
(1)經過正交試驗分析得出,用于聚丙烯基復合材料的棕櫚纖維的堿處理、熱處理最優工藝為:堿處理質量分數10%,熱處理溫度110℃,堿處理時間12 h,熱處理時間30 min。
(2)堿處理質量分數對棕櫚纖維浸潤性的影響高度顯著,熱處理時間對棕櫚纖維浸潤性的影響顯著。
(3)經堿處理和熱處理后,棕櫚纖維的水浸潤性能降低,最大接觸角(60.57°)較未處理時(43.58°)增大了39.0%;經處理后纖維增強復合材料的最大橫向強度較未處理時提高了86.6%。
[1] 劉曉霞,徐慧卿.棕葉纖維強度和染色性能探討[J].上海工程技術大學學報,2007,21(1):78-82.
[2] 曾昭干,朱利軍.棕櫚纖維彈性材料產業現狀與發展趨勢[J].中國西部科技,2006(1):23-24.
[3] 陳卉穎,孫菲,張慧萍,等.棕櫚纖維/聚丙烯復合材料力學性能研究[J].產業用紡織品,2011,29(10):27-30.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年3期)2019-07-10 00:54:00
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29