硫回收裝置中比值分析儀存在的問題和解決方法
2013-10-31 00:48:45陳怡莊際袁文章
石油化工自動化 2013年3期
陳怡,莊際,袁文章
(中石化南化集團研究院,南京 210048)
硫回收裝置中比值分析儀存在的問題和解決方法
陳怡,莊際,袁文章
(中石化南化集團研究院,南京 210048)
總結了硫回收裝置中H2S/SO2比值分析儀使用中存在的問題,結合硫回收裝置的工藝特點,采用差溫防硫與防水系統消除飽和Sn和水蒸氣的冷凝析出,并在測量系統中設置了氣關切斷調和零氣吹掃閥來增強測量系統除Sn和水蒸氣的能力。并對H2S/SO2比值分析儀投運后的數據與裝置工藝狀態之間的關系進行了分析,根據數據分析設備工藝狀態,并進行相關的工藝調節。改進后的H2S/SO2比值分析儀已在中石化企業中投運三年以上,取得了滿意的結果。
H2S/SO2比值分析儀 煤化工 硫回收裝置
隨著國家對環保法規的嚴格落實和煤化工裝置規模的不斷擴大,硫回收裝置在煤化工領域的作用愈來愈重要。硫回收克勞斯(Claus)工藝要求控制H2S和SO2的比值為 2∶1, 從而達到理想的硫磺收率,減少廢氣排放。目前煤化工中比值分析儀的使用均不理想,文中以UV-II型比值分析儀為例說明存在的問題及解決方法。
1 硫回收裝置比值分析儀簡介
利用朗伯-比爾定律選定吸收能力較強的紫外波長作為測量波長來分析氣體中SO2,H2S和S的體積分數,同時選擇吸收能力最弱的紫外波長作為參比波長,并通過模型計算盡量消除S對H2S和SO2比值的測量干擾。
比值分析儀使用中存在的問題: 對樣氣工藝條件認識不足,導致取樣系統不穩定;S組分對 H2S 和SO2測量的干擾。
國內有多家分析儀器供應商試圖解決硫回收比值分析問題,但其中大多數將重點放在H2S和SO2的測量上,沒有針對測量過程中S和水對測量儀器和測量過程的影響采取有效的措施,在硫回收裝置的尾氣管路中伴隨著H2S和SO2,還有大量的飽和硫蒸氣(Sn)和水蒸氣,該Sn和水蒸氣隨取樣氣流進入分析儀后在分析傳感器和管道中冷凝、析出,使管道堵塞造成傳感器失靈。因此,在解決硫回收裝置的比值分析時,必須將取樣防硫和水析出與分析測量結合起來。
1.1簡單高效的光學系統
光學系統采用了單光束、單通道結構,如圖1所示。單池、單光路的光路流程: 頻閃光源發出的光經透鏡變成平行光,經過測量池吸收后到達濾光片,將光束變成4路需要檢測的光。光電檢測器將測量與參比脈沖光束轉換成測量與參比電脈沖信號,同步開關將4路電信號輸入到下一級電子線路進行處理,最后輸出一個與體積分數成線性的標準信號。該形式的光學系統結構簡單、體積小,可以適用于防硫和水析出的高溫測量系統。
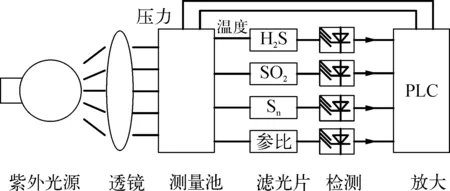
圖1 分析儀光學原理
1.2差溫防硫與防水系統
樣氣由取樣管從工藝管道中抽取,取樣管通過一只蒸汽夾套球閥與工藝管道隔離。樣氣使用抽氣泵作為動力,經取樣管、除硫器、測量池,再返回到工藝管道中。恒溫箱電加熱維持恒溫(額定145℃)。 除硫器將樣氣溫度從145℃降低到129℃, 樣氣中的飽和Sn冷凝為液態硫,流回工藝管道。除硫器的控溫由比例閥完成,它將冷卻氣體注入到包含有很多導熱片的除霧器的周圍,使除霧器的溫度控制在129℃,除硫器中樣氣的溫度以及測量池溫度可由鉑電阻溫度傳感器測量。測量池壓力數據可通過壓力傳感器輸入到PLC控制器中,測量后的樣氣通過抽氣泵返回到管道中。分析儀可通過關閉樣氣進口閥和樣氣返回閥的方式實現與工藝管道完全隔離。
測量樣氣通過除硫器后,保證測量樣氣中Sn和水蒸氣為不飽和狀態,使測量樣氣在通過測量池和噴射抽氣泵時不易產生S和水蒸氣析出,從而使紫外光學測量系統能穩定運行。
1.3“測量”和“吹掃”的循環工作方式
通過以上措施基本能解決飽和Sn和水蒸氣冷凝、析出,但尚不能確保意外發生,為了解決偶然發生的飽和Sn和水蒸氣冷凝、析出,還必須使測量系統具有一定的自動除Sn、除水蒸氣的能力。為此在測量系統中設置了氣關切斷閥和零氣吹掃閥,通過2閥的組合構成分析儀的間隙工作方式,即儀器可以工作在“測量”和“吹掃”兩個狀態;當儀器處于“測量”狀態時樣氣通過光學分析系統;當儀器處于“吹掃”狀態時熱空氣通過光學分析系統,該熱空氣可以吹除少量的在測量時可能析出的Sn和水蒸氣,確保紫外光學測量系統能穩定運行。
由于間隙工作方式帶來了信號不連續問題,因而可通過“吹掃”工作狀態的時間長短和輸出信號保持器組合來解決該問題。
1.4S組分對H2S和SO2測量的干擾
硫回收裝置中的含H2S氣體主要來源于干氣脫硫、液態烴脫硫和含硫污水汽提裝置。原料氣中除H2S 外,還有大量的烴類物質,在工藝控制正常的情況下,烴類燃燒完全,尾氣中主要為水蒸氣,H2S,SO2及Sn,其中Sn可能是影響儀器測量的主要干擾因素。
另外少量CS2在280nm測量波長時吸光度約為SO2的0.5%,在228nm測量波長時吸光度約為H2S的1%,因而CS2的干擾可以忽略不計。COS在280nm時沒有吸收,但在228nm的吸光度為H2S的50%左右,COS的體積分數很小且穩定,可以通過調零來去掉COS的干擾。
Sn對H2S和SO2兩者的影響比較大,所以對Sn進行檢測,以補償對兩者的影響。不同組分對吸光度的影響如圖2所示。
從圖2中可以看出,所有的組分在遠紫外區,都有很強的吸收,相互干擾嚴重,不利于測量。H2S在240nm以下有很強的吸收,260nm以后幾乎不吸收,因而測量波長宜選用240nm以下。SO2除了在240nm以下有強吸收外,在280nm還有一個強吸收峰,所以選280nm左右作為測量波,以避免H2S的干擾;S對SO2和H2S都有強烈干擾,必須加以補償。CS2對SO2和H2S的干擾可以忽略不計;COS的體積分數很少,可以不考慮。
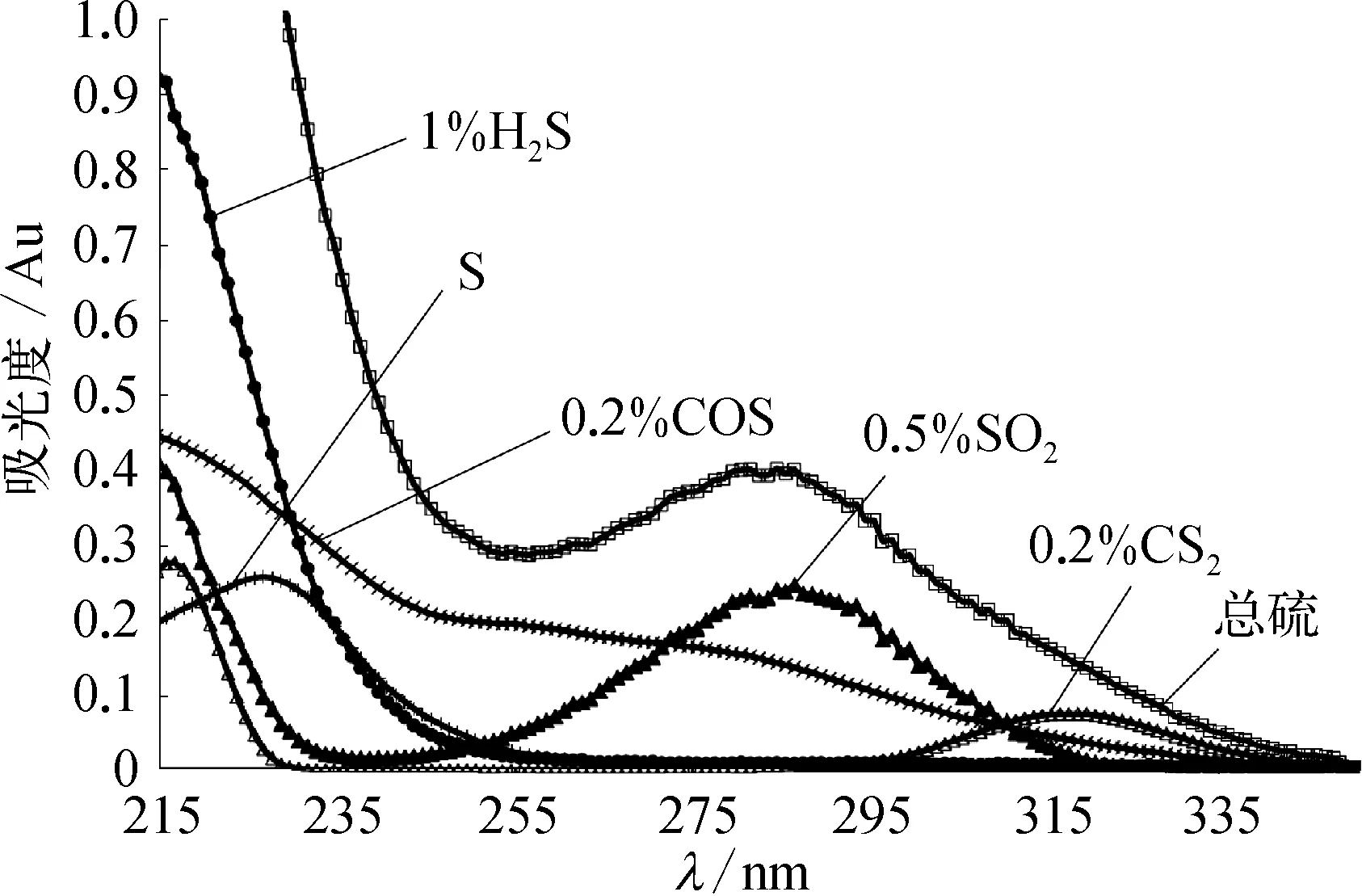
圖2 S,H2S,SO2和其他組分的吸光度關系
通過以上分析可知,分析儀由取樣管、除硫器、恒溫箱、測量池、抽氣泵、燈箱(含PLC控制系統)、檢測箱等部分組成,這些部件安裝在有正壓保護的防爆箱體中,整體結構如圖3所示。
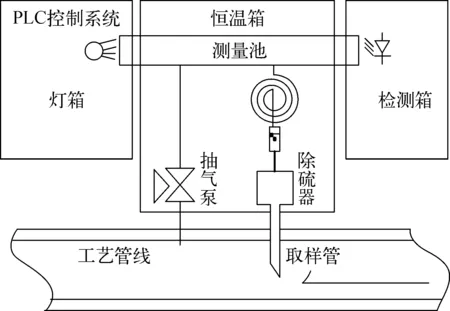
圖3 儀器組成示意
2 現場使用情況
UV-II型H2S/SO2比值分析儀對某化工廠硫回收Claus裝置燃燒爐出口氣體進行了在線測量。分析儀安裝于二段反應器的硫冷凝器后,尾氣焚燒爐前的帶蒸汽加套工藝管道上。自投運以來,運行1年期間取樣管線除儀表正常的自動吹掃外,無人工清理,也無S積聚的跡象,儀器運行正常,證明了該分析儀在除硫設計和“wSn—wH2S—wSO2”模型設計是可以信賴的,也說明分析儀各方面設計是可行的。分析儀投運后的部分運行數據如圖4所示。
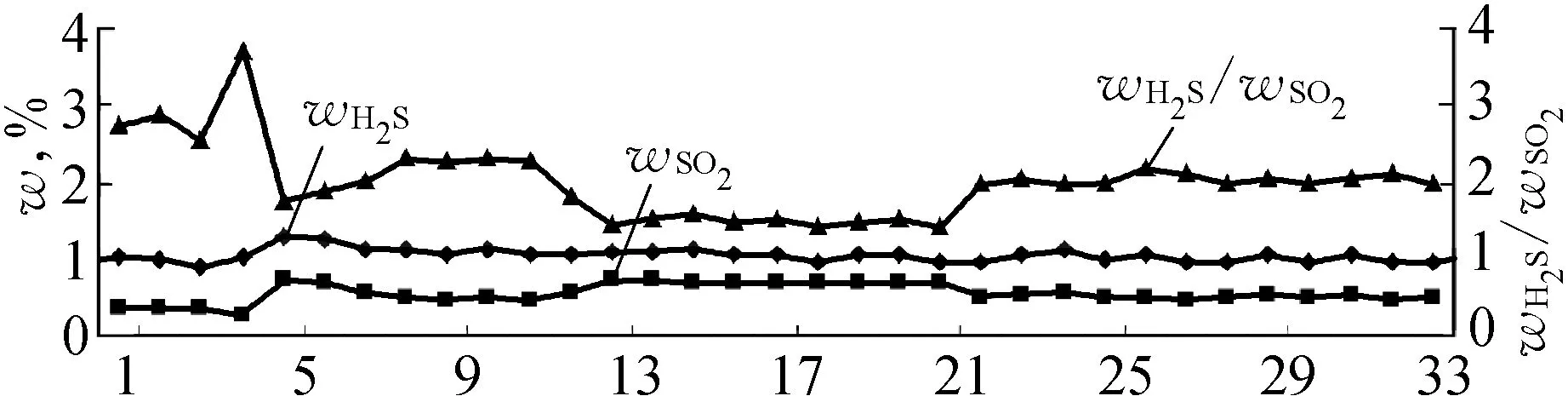
圖4 分析儀投運后的部分運行曲線
從圖4可以看到隨時間的變化,wH2S和wSO2變化相反,因為在Claus反應中,SO2是由H2S部分燃燒產生的,通過控制加入的空氣量可以控制SO2的產生比例,在原料氣體積分數一定和生產工藝穩定條件下,SO2生成量的增長必然帶來H2S剩余量的減少,反之亦然。故在硫回收Claus中改變配風量的大小時,出現wH2S增長、wSO2減少和wSO2增長、wH2S減少的現象,但原料氣體積分數變化或工藝條件變化也可能看到非此類變化。
筆者對尾氣中wH2S和wSO2的測量值與分析值進行對比,結果見表1所列。
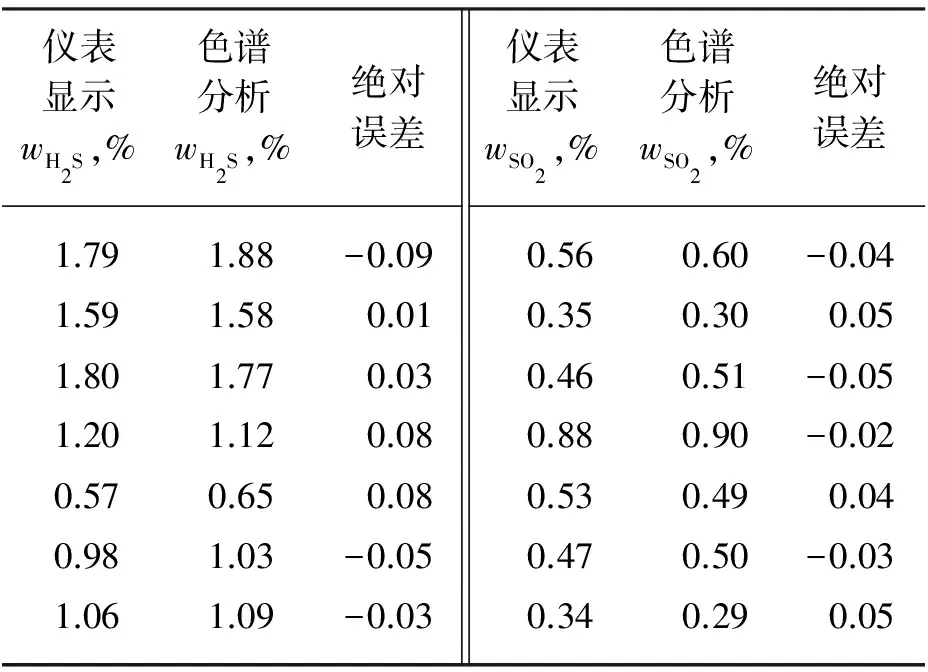
表1 測定數據對比
從表1可以看出:wH2S最大絕對誤差為 -0.09%, 以wH2S測量量程為2%計算,其最大相對誤差為-4.5%;wSO2最大絕對誤差為0.05%,以wSO2測量量程為1%計算,則其最大相對誤差為5%,誤差均在5%以內,符合儀器設計要求。在取樣時因為不能保證完全除去水分而增加了分析誤差,所以為了保證數據的有效性,在取樣時必須嚴格用CaCl2進行脫水處理。
3 結束語
與天然氣和煉油領域硫回收裝置不同,煤化工領域硫回收裝置具有規模偏小、酸性氣體積分數偏低、波動大、組分復雜等特點。從某化工廠硫回收現場的應用結果來看,UV-II型H2S/SO2比值分析儀滿足了生產工藝流程的要求,實現了生產流程的在線測量。該儀表及時反映了生產過程的變化,起到了指導生產、穩定工藝、減少尾氣排放的作用。同時,儀表國產化后,不僅可以大幅降低儀表成本,而且還為用戶提供更為可靠、直接的售后服務工作,對在煤化工領域推廣H2S/SO2比值分析儀具有積極意義。
[1] 茅騏.成分分析儀在硫磺回收裝置上的選用[J].硫磷設計與粉體工程,2004(01): 44-46.
[2] 佟新宇.硫磺裝置硫比值分析儀的在線分析及應用控制[J].自動化儀表,2009,30(01): 23-27.
[3] 李菁菁.硫回收及尾氣處理[J].煉油設計,1999,8(29): 36-42.
[4] 楊嘉玲.紫外H2S/SO2比例分析調節系統在渣油制氨裝置上的應用[J].化工自動化及儀表,1987,14(04): 45-48,10.
[5] 祝強.硫磺回收工藝中H2S/SO2的工業色譜儀在線分析[J].石油化工環境保護,1996(01): 60-63.
[6] 陳怡,袁文章,莊際,等.H2S/SO2比值分析儀的應用[J].石油化工自動化,2010,46(01): 57-58.
[7] 李為民,符表靈,黃漢榮.880NSL比值分析儀在制硫裝置上的應用[J].世界儀表自動化,2003(06): 54-55.
[8] 任標,林麗梅,胡超.墊江分廠C1insulf—SDP硫磺回收裝置尾氣H2S,SO2分析方法探討[J].石油與天然氣化工,2006,35(02): 149-150,153.
[9] CARDIS T M. Discret Sampling Approach for the H2S/SO2Analysis in Sulfur Recovery Plants[J]. Process Control and Quality, 1994, 6(02-03): 109-113.
[10] SALTZMAN R S, HUNT E B. Photometric Analyzer System for Monitoring and Control of the H2S/SO2Ratio in Sulfur Recovery Plants[J]. ISA Transactions, 1973, 12(02): 103-107.
日東工業與河村電器開展海外業務合作
近期,日東工業株式會社與河村電器產業株式會社就海外事業展開合作召開了新聞發布會。雙方已于2013年2月25日在日本締結了6項包括海外子公司(主要包括中國、泰國)的海外事業業務合作協約,并在當天舉行了簽約儀式。其業務合作的主要范圍:
1) 產品的相互供給。對于海外市場,雙方互相提供日本以及海外的產品。
2) 產品的相互委托生產。實施面向海外的OEM,ODM的相互委托生產(中國工廠以及日本工廠)。
3) 面向海外市場產品的共同研發。對于面向海外的產品,通過活用雙方的研發職能,促進共同的研發工作。
4) 對于客戶的共同提案。對于海外市場的客戶,利用雙方的現有產品,進行共同的提案活動。
5) 共同采購。雙方在海外生產活動中必要的原材料、素材和設備等實施共同采購。
6) 設備的相互利用。雙方的生產設備、試驗設備的相互利用要通過個別協議實施。
日東工業與河村電器的業務合作將在以中國為中心的亞洲地區積極開展業務活動,充分發揮雙方的技術優勢,創造更多滿足海外市場需求的新產品。
日東工業株式會社會長加藤時夫、海外本部副本部長加藤泰,日東工業(中國)有限公司營業本部長知崎喜之、副總經理兼銷售總監李思林,河村電器產業株式會社副社長水野一隆,河村電器(中國)有限公司總經理工藤英治、管理部長稲垣真治共同出席了新聞發布會。(日東工業(中國)有限公司)
稿件收到日期: 2013-01-17。
陳怡,男,浙江紹興人,1984年畢業于浙江大學化工自動化專業,獲學士學位,現就職于中石化南化集團研究院,從事在線分析儀器開發工作,任高級工程師。
TH744
B
1007-7324(2013)03-0068-03
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
