天鋼N80石油套管用鋼的生產實踐
2013-11-08 03:29:42趙聰,張恭
天津冶金 2013年1期
關鍵詞:生產
趙 聰,張 恭
(天津鋼鐵集團有限公司技術中心,天津 300301)
1 引言
隨著鉆井深度越來越深,鉆井工況日趨復雜,對油井管的質量要求越來越高。原J55 鋼級套管已不能滿足深井、超深井和特殊情況采集的要求,其用量在不斷減少,而以N80 為代表的更高鋼級的油井管數量在不斷增加[1]。因此,天津鋼鐵集團有限公司在轉爐冶煉J55 石油套管用鋼的基礎上,成功研發了N80 石油套管用鋼38Mn2V,并實現了規模生產,滿足了市場需求,取得了良好的經濟效益。
2 石油套管鋼技術要求
2.1 化學成分要求
N80 鋼(38Mn2V)的化學成分要求見表1。

表1 N80鋼(38Mn2V)化學成分 /%
2.2 鑄坯低倍組織
低倍組織要求:心部裂紋≤0.5 級,其他裂紋≤1.0 級,縮孔≤1.5 級,疏松、偏析和夾雜物分別≤2.0 級。不允許有其它影響使用的缺陷。
3 生產工藝實踐
考慮該鋼種的術要求和現場冶煉條件,制定N80 石油套管鋼38Mn2V 的生產工藝流程為:100 t頂底復吹轉爐(鐵水+廢鋼)—LF—VD—圓坯弧形連鑄機。
3.1 轉爐冶煉
由于鐵水中的[P]較高、石灰有效CaO 含量和活性度偏低等條件影響,轉爐冶煉的難點和重點是終點磷的控制。在轉爐冶煉過程中,應使渣保持高堿度、高FeO、良好的流動性,使轉爐鋼水中[P]與渣中的CaO、FeO 反應生成穩定的磷酸鈣。根據鐵水條件,選擇合適的鐵水與廢鋼配比,以保證吹煉過程能加入適量的鐵礦石,平衡溫度和改善化渣,提高轉爐前期脫磷效率;通過加強對槍位的控制和優化轉爐底吹系統,提高轉爐脫磷的動力學條件,優化終點吹煉控制技術,實現轉爐終點磷含量≤0.015%的控制目標。
在工藝流程中鐵水不進行預處理,在轉爐只完成脫磷、溫度的控制和爐后鋼包合金化的任務。由于LF 鋼包精煉爐具有保持爐內還原氣氛、氬氣攪拌和合成渣精煉等獨特的精煉功能,可以更好地完成脫硫的任務,因此轉爐對脫硫不作過多的要求。這就意味著脫硫的任務幾乎全部轉嫁于LF 精煉爐,因此必須重視和加強轉爐的終點控制,為LF 精煉操作創造良好的工藝條件。生產中嚴格執行轉爐出鋼條件:終點C≥0.10%,杜絕后吹;終點溫度在1 640~1 680℃;渣中(FeO+MnO)控制在14%~18%。
3.2 LF 及VD 精煉工藝
LF 爐精煉工藝的控制重點在降低鋼液中的自由氧,進一步脫除鋼水的硫,并使脫氧產物上浮并去除。轉爐爐后鋼液經過鋼芯鋁脫氧后,夾雜物的上浮和頂渣的吸附成為夾雜物去除的瓶頸問題。因此,LF 精煉過程中要控制氬氣攪拌功率,為鋼液中夾雜物與渣接觸創造良好條件,促使夾雜物上浮。此外LF 精煉渣采用CaO-A12O3型渣系,具有很強的脫硫、脫氧能力。研究表明,鈣鋁酸鹽與鈣硅酸鹽相比,對硫的吸收速度和硫化物的允許容量更大,具有很強的脫硫、脫氧能力,也有利于吸附鋼液的夾雜[2]。鋁脫氧后的鋼水需進行鈣處理,對鋼中A12O3夾雜物進行改性,防止水口堵塞,達到提高鋼種質量的目的。
LF 進站后早化渣并盡快形成白渣,控制精煉終渣中(FeO+MnO)≤1.0%,爐渣堿度≥3.5。強化脫硫操作,白渣精煉時間大于20 min,要求精煉出站鋼水[S]≤0.010%。鋼水VD 處理要求真空度小于67 Pa 時保持時間大于等于10 min,同時采用弱吹氬攪拌。鋼水出站后要求軟吹氬8 min 以上,保證鋼水化學成分均勻,并且使夾雜物有充足的上浮時間。
3.3 連鑄工藝
在連鑄過程中,只有防止鋼水再污染,在鋼水流動過程中要創造條件去除夾雜物,提高非穩態澆注操作水平,才能保證最終產品的潔凈度[3]。
生產中防止鋼水再污染的有效措施是防止澆注過程的二次氧化和下渣、卷渣。因此生產中使用如下措施:采用全程鋼包保護套管,采取開澆前中間包氬氣置換;中間包恒重操作,防止澆注過程下渣;采用恒拉速澆鋼技術,避免鋼水液面的頻繁波動而導致卷渣。澆注過程中采取中間包擋墻加壩來改變中間包內鋼水流動軌跡、使用結晶器的電磁攪拌(EMS)等措施促進夾雜物在鋼水流動過程中進一步排除。此外生產實踐表明非穩態澆注會使鑄坯潔凈度明顯惡化,因此生產中強調開澆、換鋼包過程的精細化操作,盡量減少拉速突然變化的情況,澆鑄結束時中包液面降到臨界高度800 mm 時就關閉水口,從而提高鑄坯潔凈度。
4 試制結果
2013年1月生產N80 石油套管鋼38Mn2V 圓坯32 爐,具體產品質量情況如下。
4.1 成分控制(見表2)
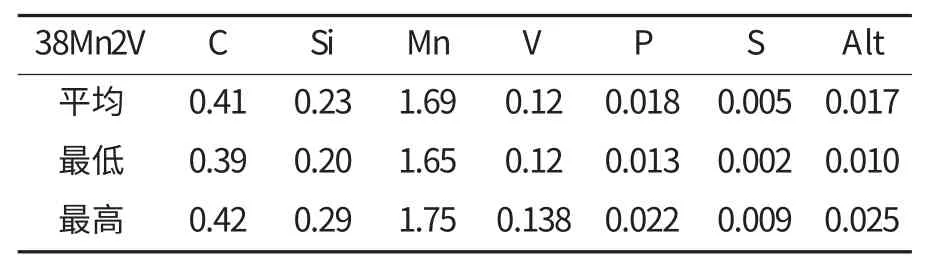
表2 38Mn2V原坯主要成分 /%
從成分控制看,成分比較穩定。另外根據生產數據統計,平均相鄰連澆爐間C 偏差為0.010 3%,Mn 偏差為0.024%,成分波動較小。
在該批次38Mn2V 圓坯成品中Pb、Sn、As、Sb、Bi 五害元素之和小于70×10-6,單一元素含量小于30×10-6,如表3 所示。轉爐流程冶煉原料主要是鐵水,廢鋼比平均為7.02%,加入廢鋼較少,因此帶入的雜質元素較少,在控制五害元素含量具有明顯的優勢,完全可以滿足石油套管鋼的嚴格要求。
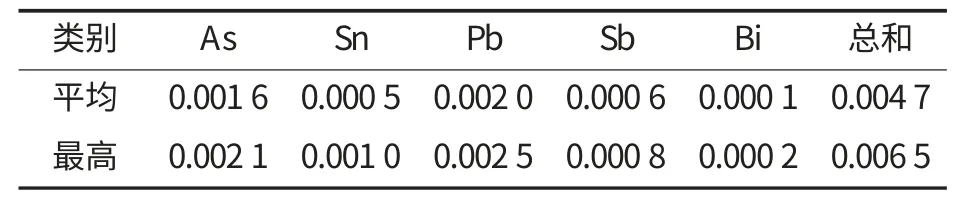
表3 38Mn2V五害元素含量 /%
4.2 鑄坯低倍組織情況
鑄坯生產規格為Ф200 mm。圓坯表面質量良好,無表面夾渣、裂紋等缺陷。圓坯低倍檢驗情況較好,各種缺陷級別最高不超過0.5 級,出現頻次低,并且沒有出現其它影響使用的缺陷。
4.3 軋制情況
產品經下游客戶進行軋制,未出現因鑄坯質量造成的成品管缺陷及性能不合格等問題,說明產品質量能夠滿足用戶需要。
5 生產工藝分析與優化
5.1 轉爐終點P 值的控制
該批次38Mn2V 圓坯生產中,轉爐終點P 平均為0.013%,較好地實現了終點磷含量的控制目標。LF 進站P 平均為0.017%,出鋼回P 平均為0.004%,回P 最高為0.009%,回P 超過0.005%的比例占40.6%,出鋼過程回P 控制較好。
下一步工作要降低回P 超過0.005%的比例,實現轉爐出鋼過程回P 的穩定控制:首先要擋好渣,減少出鋼過程的下渣量最為關鍵;其次是嚴格出鋼合金化操作的標準化和規范化,杜絕出鋼后期補加合金(如硅鐵、碳粉等);最后是當爐渣過稀,應出鋼前向轉爐內加石灰稠化爐渣,減少出鋼過程的下渣量。
5.2 生產節奏的控制
在轉爐流程生產石油套管中,能否解決快速精煉問題是生產節奏是否匹配的關鍵所在。生產N80石油套管鋼各個環節平均生產時間如下:轉爐冶煉周期平均為34.5 min,LF 精煉周期平均為63.3 min,VD 處理周期平均為35.2 min,連鑄周期平均為42 min。LF 精煉周期比較長,跟轉爐冶煉、VD 處理和連鑄節奏不匹配,并且增加了LF 電耗和電極消耗。
因此下一步工作要縮短LF 精練時間:首先應做好轉爐下渣控制及爐渣改質,降低鋼包進站初始氧含量,減輕精煉脫氧負擔,進一步優化精煉渣系,縮短成渣時間:其次要LF 進行泡沫渣埋弧操作,優化LF 電壓電流,積極推進回收連鑄熱態鋼渣,實現快速升溫,減少LF 升溫時間;最后要做好生產調度,控制好上下工序節奏,縮短鋼水在該工位的非作業時間。
5.3 [Al]s 的穩定控制
在生產實踐中,鋼液中[Al]s 的穩定控制是提高產品質量、保證生產順行的關鍵。在該批次38Mn2V 圓坯生產中,為達到鋼液中[Al]s 的穩定控制,將原來的精煉出站喂鋁改為進出站兩步喂鋁法,并在生產中采取如下措施來穩定控制鋼中[Al]s,保證生產順行和提高產品純凈度:(1)必須保證充足的精煉處理時間,LF 爐造好白渣后再進行喂Al 絲操作;(2)在軟吹過程中,注意調整氬氣量,保證渣面涌動而不裸露鋼水,防止二次氧化;(3)在澆鑄過程中做好全程保護澆鑄,防止二次氧化。
6 結論
采用100 t 頂底復吹轉爐—LF—VD—圓坯弧形連鑄工藝生產的N80 石油套管用鋼具有較高的清潔度,五害元素含量很低,可滿足石油套管用鋼對成分的嚴格要求。
轉爐冶煉N80 石油套管用鋼工藝操作和控制還有待進一步優化,以保證成品性能的穩定和提高產品純凈度。
[1]張勇,康建光,任煥,等.80t轉爐—LF—VD—CC流程冶煉N80-1石油套管鋼的工藝實踐[J].特殊鋼,2010,31(5):33-35.
[2]李正嵩,魏福龍,伍從應,等.水鋼LF精煉渣及造渣制度規劃[J].冶金標準化與質量,2011,49(5):52-55.
[3]蔡開科.轉爐—精煉—連鑄過程鋼中氧的控制[J].鋼鐵,2004,39(8):49-57.
[4]黃希祜.鋼鐵冶金原理[M].北京:冶金工業出版社,2008:270-280.
[5]李晶.LF精煉技術[M].北京:冶金工業出版社,2009:8-35.
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16