三次燒釉面磚的絲網印花
2013-11-14 09:43:30劉永慶
網印工業 2013年9期
文 劉永慶
在墻地磚企業中有句名言:“生在配方,死在窯爐”,也就是說再好的配方,如果燒成不好也是沒有用的,說明燒成制度在生產中起著重要的作用。墻地磚產品種類繁多,不同的產品有不同的燒成要求。有釉磚與無釉磚、一次燒成與二次燒成。一次燒成釉面磚技術最早是意大利于1978年開始采用的,到1990年燒成釉面磚產量占其總產量的71%。西班牙于1981年開始采用該技術,到1990年一次燒成釉面磚產量占其總產量的66%。在國內于20世紀90年代初開始引進一次燒成釉面磚技術,目前,國內還有一些公司采用一次燒成技術生產釉面磚,總的來說,廠家還不是很多,與使用二次燒成技術的廠家相比數量少得多。主要原因是一次燒成技術復雜,管理要求高,因此很多企業就采用了穩妥的二次燒成技術。二次燒成技術是目前國內絕大多數釉面磚廠家使用的工藝技術。它的主要優點是半成品損耗少,工藝成熟,生產管理容易。
什么是三次燒技術
三次燒技術是釉面磚的成品再裝飾技術,它是以已經燒成的釉面磚為基礎,再次進行絲網印花、施釉、貼花紙、印電光水、描金、堆熔塊粒等裝飾工序和多次燒成工藝。它可以是一條小的腰線,也可以是一塊磚上裝飾(稱為中花或花片),還可以是多片磚拼在一起再貼花紙的大面積產品(稱為拼花)。三次燒技術是成品釉面磚的再裝飾技術的總稱。
三次燒產品的裝飾手法很多,如采用貴金屬裝飾、虹彩裝飾、以干法施釉方式形成的熔塊干粒堆花——凸起的透明或啞光熔塊裝飾等,再經過低溫燒成(烤金溫度一般是850℃,燒堆釉溫度一般是1020℃左右),產生立體感和藝術性強的裝飾效果。
三次燒絲網印花工藝流程
絲印工藝在陶瓷墻地磚生產中的應用,時間比較短,發展比較快,雖然工藝流程不外乎是制版印刷,卻具有獨特之處。絲印釉面磚,多采用直接絲印法裝飾。
利用網版印刷進行表面彩化是釉面磚裝飾的重要特征,釉面磚直接網印法裝飾,其工藝流程如下:
釉面磚成品的準備→底版制作→網版制作→多次絲網印花→堆熔塊干粒→燒成
成品釉面磚的再裝飾以前大多采用多次絲網印花工藝,后來有人把日用陶瓷中常用的貼花紙裝飾技術引入到三次燒工藝中,二次燒成(釉燒)屬于陶瓷釉上貼花紙,可不再使用絲網印花技術,把要印的顏色、貴金屬等印料用專門的印刷機印在特殊的載花體(聚酯簿膜)上,制成花紙。使用時將花紙事先浸泡在水中,使其花膜與載花體分離,把分離下來的花膜迅速轉貼在釉面磚需要裝飾的位置處,再在花紙上堆熔塊干粒燒成(不管是一次燒成工藝還是二次燒成工藝,目前使用的光澤面釉都是采用熔塊釉,即95%的熔塊加5%的高嶺土)。這樣一來,不但大幅度提高了生產效率,而且提高了產品的檔次,避免了多次絲網印花的對花位的困難。這種方法如同玻璃、陶瓷、搪瓷的轉移印花中的水披覆轉印工藝。所謂水披覆轉印是指用柔性的能夠溶解于水中的塑料薄膜纏繞于產品表面,將其表面的圖文轉移至產品表面的技術。盡管在一些三次燒廠家花紙已經普遍采用,但由于絲網印花有如下一些優點:①當生產數量相對比較少時,采用絲網印花比較經濟,因為制作花紙在經濟上很不合算,還是有不少廠家仍然慣用多次絲網印花工藝;②印花次數少于3次;③防止本廠產品被他人模仿。所以,大多數廠家依舊采用絲網印花工藝。
三次燒印花釉的構成
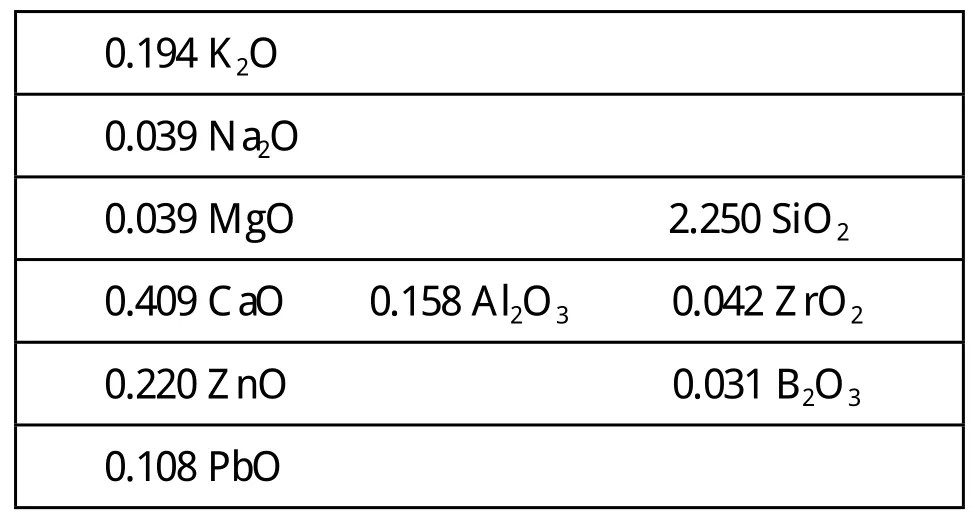
三次燒印花釉是印在成品磚釉面上的,所以它的構成和釉面磚的表面印花釉是不同的,表面印花釉一般是把印花釉料、印油和色料按一定比例混合即可,混合比例按裝飾效果不同而各不相同。而三次燒印花釉的基礎釉是熔塊釉。熔塊一般由專業的供應商生產供給。陶瓷生產廠家的主要任務是選擇適合自己使用的熔塊。現在,一些大的陶瓷企業開始自己燒制熔塊了。如某三次燒印花釉的頭熔塊釉配料公式如下:
?
印花釉細度與絲網印花的關系
印花釉的細度應控制在325目,釉漿細度對釉面質量有一定的影響,這樣的網目數有以下一些好處。①細度太細則表面張力大,印花釉可以完全處于懸浮狀態,不會造成因沉淀使存放和印刷有困難。②這種細度的印花釉能使色料與基礎釉充分混合均勻,顆粒越細越能增大印花釉的比表面積,為此也增大了印花釉與面釉和熔塊干粒的接觸面積,有利于中間層的生成,使燒成的產品色澤均一、明快,燒后產生縮釉,產生開裂現象。③印花釉磨得越細,在印制過程中印花釉越容易通過絲網版的孔隙,減少塞網次數。由于顆粒細使粒子之間的孔隙空間能最大限度的縮小,使孔隙間所夾持的水分減少,既有利于印后縮短干燥時間,又有利于多次絲網印花。
印油
印油(又叫油膏)是配制印花釉的另一種重要原料。印花釉料必須與印油配合使用才能進行絲網印花,它對印花釉的使用性能及印花質量起著決定性的作用。由于成品釉面表面光滑,對液體和氣體均有不滲透性,所以對印油的性能要求很高。對于水性印油,極易因釉面磚表面光滑致密而無法滲透至磚坯內部,而影響印花釉在磚表面黏著牢固。由于滲透性不好,難以在短時間內干透,為此也影響下一次絲網印花。為了解決這個問題,在必須保證印花釉有足夠黏附力的情況下,盡可能少的加入水分,然而水分加的過少,又會造成黏度過大給絲網印花造成困難,應適當加入一些黏合劑和潤滑劑,以保證印花釉能牢固地黏附在釉面磚表面上,又能保證有較好印刷適應性。現在市場上已經有油性印油供廠家選用,它能保證磚表面印花效果好。絲網版制好后,應對照色稿,仔細核查。上機印刷之前,經預打樣工序檢驗一下,還可用生產用的色釉實際印刷數塊,先行燒成后,查看整個效果,這樣做不但給印刷工序提供印版,還可以提供樣磚,給成批量印刷帶來好處。
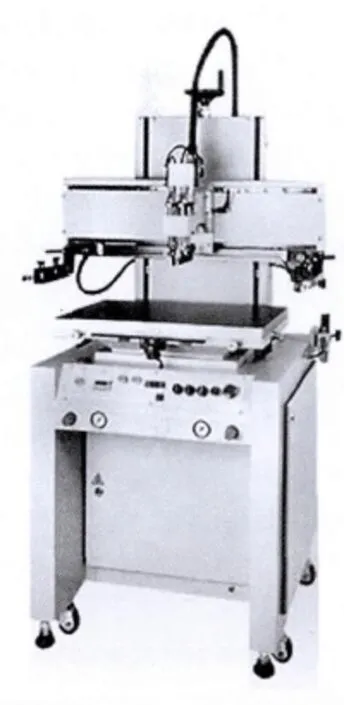
平網印花機
平網印花機指網版平面形的網印機。平網的印刷方式只能是往復間歇式,或是網版固定、刮刀往返,或是刮刀固定、網版往返。這樣供墨刮印都不能連續進行,增加升降時間,往返運動的時間限制了印刷速度。平網機最高印速約為3000印/h。平型網版網印機目前應用最為廣泛,不少從事網印機制造廠家已經開始按行業用途生產多種規格的平網網印機。如電子行業的印刷電路板和電子元器件的網印機、陶瓷用花紙印刷用的網印機、工業用立體物品網印機、曲面網印機、印染網印機等。
圓型網印機
平型網版網印機的刮印主運動為往復運動,印刷速度較低,而圓型網版的刮印主運動為連續旋轉運動,可以大大提高印刷速度,因此圓型網版網印機適應高速批量生產,是一種極具開發前景的機型。
因為是采用絲網印花方式將熔塊干粒堆放在釉面磚的表面的,所以平網印花墨層要比其他印花方法厚些,這種方式堆放的熔塊顆粒之間的作用力很小,當遇到稍大一點的外力作用時,就會使熔塊顆粒散開。為使傳動系統平穩,避免強力震動或抽風系統過大吹散熔塊干粒,網距一定要合適,這是調節印花機必須考慮的一個重要參數,即絲網與磚表面之間的空間距離(即網距)。網距既不能過大,但也不能過小,必須在某個定值。當刮刀掃過絲網后,絲網必須在印花釉達到足夠高的黏度黏附到網眼線前離開磚的表面。所以在調節印花機時,既要考慮絲網的性能,也要考慮印花釉的性能,在轉產不同印花產品或使用不同的印花釉時,要考慮調整印花機。
絲網版的制作應考慮到,原稿只有復制在絲網上才能付諸印刷,制絲網版的過程直接決定絲網版的質量。在釉面磚表面復制圖案的絲網不應與釉料發生反應,且耐印率高。為了提高耐印率,制版時要注意制版材料的選擇,如絲網、網框、刮刀、感光膠、粘網漿、堅膜劑等,使用時要求具有長效性、耐腐蝕性等。在印刷過程中,網框內的熔塊量應保持適當,經常注意版面網孔通透情況,發現網孔堵塞,用濕海綿塊蘸少量水,擦洗絲網兩面,最后用清潔干凈軟布擦拭與磚接觸的面。網版下機后,要清洗干凈,晾開后妥善保管,以備下次再用。
三次燒產品燒成
釉面磚表面的熔塊干粒顆粒間作用力很小,要求窯爐的輸送傳動系統要有很高的平穩性,同時,要求抽風系統不能太強,否則容易吹散熔塊干粒。
窯爐的要求:目前廣泛使用的三次燒窯爐都是專門設計的。它有兩大特點:一是截面小,一般內寬在1m左右;二是大多數情況下只有底火,不設面槍,即使設面槍也很少使用。
燒成周期:為了把厚的熔塊干粒層燒透,燒成速度不能過快,要保證熔塊干粒能充分熔融,從而不影響產品的透明度。另外,為保證網印堆上的熔塊干粒、印花釉、面釉三者之間能反應完全,生成穩定的中間層,避免產品出現開裂、剝落等缺陷。
燒成溫度:燒成溫度的確定要看兩方面:①看所使用的熔塊干粒的性能。②要考慮產品的綜合性能。若燒成溫度太低,網印堆積的熔塊干粒就會熔融不完全,會影響產品的透明度等性能指標,還會造成印花釉、熔塊干粒、面釉之間的結合力小,結合不牢固。如果燒成溫度太高,熔塊干粒在高溫狀態下黏度不足、不夠,還會導致網印堆起的熔塊塌落或熔塊高度不夠,影響產品的立體感;如果嚴重過燒還會產生一系列的釉面缺陷。燒成溫度一般選擇為熔塊干粒正好完全熔透時的溫度最好。
[參考資料]
① 絲網印刷工藝 鄭德海 鄭軍明 沈青
印刷工業出版社 北京 1996年2月
② 陶瓷墻地磚生產技術 蔡飛虎 馮國娟
武漢理工大學出版社 武漢 2011年7月