亮光金屬絲織物的生產實踐
2013-11-20 09:35:28單可奇
化纖與紡織技術 2013年4期
單可奇
(韶關市粵紡紡織有限公司, 廣東 韶關512136)
亮光金屬絲是指金屬經高科技拉絲處理成金屬纖維。 亮光金屬絲織物一般是棉和滌綸或尼龍占90%以上, 亮光金屬絲占5%左右。 亮光金屬絲織物近幾年開始走向市場, 是目前市場上較流行的一款高附加值面料。 它有消靜電、抗輻射和閃爍光澤等性能[1]。 我們公司從前年開始開發了一種亮光金屬絲織物, 該織物的特點是: 經紗是全棉加全棉竹節紗按4 : 1 均勻分散分布在織物上, 緯紗是滌綸長絲包氨綸彈力絲加亮光金屬絲, 按2 : 1 排列。 以緯向浮長為服裝織物的正面。 這種織物經裁剪制成服裝外套或家居裝飾品不僅有金屬絲的閃爍光澤, 而且還有抗靜電、 防輻射等功能。 穿著筆挺有型,高貴華麗, 舒適有彈性, 時尚感強。 本文介紹了亮光金屬絲與棉交織織物的生產實踐。
1 實驗
1. 1 織物規格
經紗由兩種紗組成:
一種是純棉紗C58 tex (廣東忠華紡織有限公司生產); 另一種是純棉C58 tex 竹節紗 (廣東駿城紡織有限公司)。
緯紗由兩種紗組成:
一種是T22. 2 tex (4. 4 tex) 滌綸長絲包氨綸絲 (浙江欣春紡織有限公司) ; 另一種是8. 3 tex DTY + 7. 6 tex 滌綸低彈絲與亮光金屬絲加捻(微量金屬絲生產有限公司)。
經向密度: 267. 5 根/10 cm,
緯向密度: 197 根/10 cm。
織物組織: 3/1 斜紋 (以1/3 為織物正面,即以緯向的緯紗浮長為織物的正面, 充分顯示亮光金屬絲的特點)
總經根數: 4 284 根。
其成品各纖維比例為: 棉80%, 滌綸長絲14%, 氨綸彈力絲1. 0%, 亮光金屬絲5%。
1. 2 主要生產設備
GA124 高速整經機 (江陰第四紡織機械制造); ASGA343 雙漿槽漿紗機 (無錫市華力紡織機械廠); G177 - 190 型穿綜機 (無錫市榮豐股份有限公司); T610 型噴氣織布機 (日本豐田公司)。
1. 3 生產工藝流程
經紗漂白—整經—漿紗—穿綜— 緯紗亮光金屬絲的選擇—上機織造—檢驗—打包—出廠
2 主要生產工序措施
2. 1 亮光金屬絲的選擇
由于亮光金屬絲不耐堿, 要求該品種進行退漿前處理時亮光金屬絲不褪色、 不失去閃爍光澤。 因此在選擇亮光金屬絲的過程中進行了多次試驗。 將不同廠家的亮光金屬絲在相似品種上進行試織。 每次試織1 米做退漿處理, 多數亮光金屬絲紗在退漿工序中褪色而失去其亮光的閃爍特點。 因此綜合考慮成本等因素, 最后選擇了牡丹牌的8. 3 tex DTY + 7. 6 tex 亮光金屬絲作為這個品種的用紗。
2. 2 經紗漂白處理
為了使該品種在后整理染色前的漂白工藝過程中亮光金屬絲不褪色, 不失去閃爍光澤,要先將經紗C58 tex 和C58 tex 竹節紗做漂白處理。
2. 3 整經工序
因經紗已經過漂白工序的多次絡筒和漂白過程的損傷, 經紗的毛羽有所增加, 其強力和彈性也有所降低。 因此整經張力的選擇要比原色紗的較小, 以減少經紗斷頭。 我們采取分段分層張力配置。 經過實踐摸索, 從前至后上下層張力配置分別為: 9 cN、 8 cN、 7 cN。 中層張力分別為10 cN、 9 cN、 8 cN。 整經車速也要相應降低為500 r/min, 比正常車速低200 r/min。使其每萬米斷頭率控制在5. 36 根/萬米。 另外為了使竹節紗能均勻分散分布在織軸上, 我們采取兩種經紗分開整經, C58. 3 tex 整6 個經軸, C58. 3 tex 竹節紗整2 個經軸, 一共8 個經軸并軸。
2. 4 漿紗工序
2. 4. 1 漿料配方及上漿工藝參數
為了避免該品種坯布在后整理退漿時不使亮光金屬絲褪色, 要求比原色紗上漿要輕, 使其容易退漿。 又要增強經紗的耐磨性和強力, 還要保持紗線的彈性。 適當的滲透與被覆是關鍵[2]。因此, 我們選擇了以淀粉漿為漿料的配方: 合成膠料62. 5 kg, 變性淀粉25 kg, 含固量8. 5% 。其主要上漿工藝參數如表1 所示。

表1 漿紗工藝參數
2. 4. 2 織軸落軸時的操作事項
為了方便穿經, 滿軸落軸時在兩種紗之間要穿一條絞線。 為了方便穿入絞線, 在上下兩片紗之間穿入一根絞棒, 快下軸時把分絞棒移動到伸縮筘后, 使兩層片紗張開, 然后在伸縮筘前穿入分絞線。 下軸后把伸縮筘后的分絞棒移動到原位置放好。
2. 5 穿綜工序
穿綜上軸時, 在兩片紗之前穿入分絞棒,把紗片分為兩層, 分紗器只分C58 tex 紗, C58 tex 竹節紗則在穿到循環時用手取穿入停經片、綜眼。
2. 6 織造工序
2. 6. 1 上機張力
上機張力是指綜坪時的經紗靜態張力[3]。上機張力大, 打緯時織口處的經紗張力亦較大,經紗斷頭增加。 斷經停臺率高, 生產效率低;上機張力小, 則打緯時織口處的經紗張力亦較小, 經紗斷頭也減少。 而且, 由于上機張力小,織物的經向斷裂功較大, 經緯紗的屈曲波高便接近于1, 經緯紗同時顯露于織物表面, 增加了織物的豐滿度。 如果上機張力太小, 梭口開口不清晰, 斷緯停臺率高, 影響生產效率。 因此選擇上機張力的宗旨是在保證開口清晰的情況下, 盡量采用小張力。 根據以上原則, 這個品種的上機張力設置為1. 94 ~ 1. 96 kN。 其物理性能指標如表2。
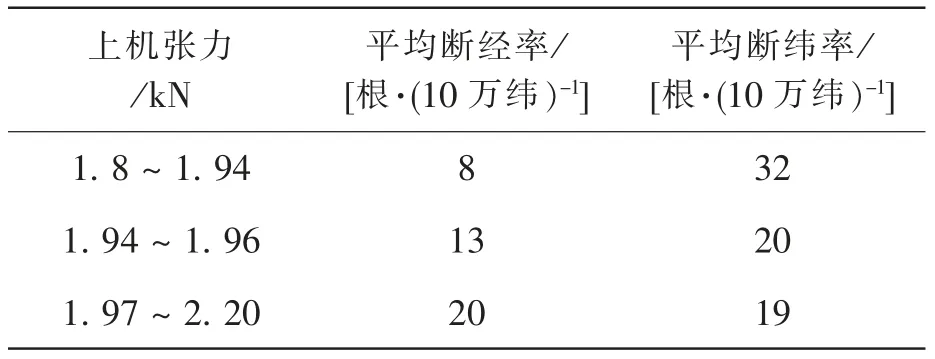
表2 上機張力與斷經、 斷緯的關系
2. 6. 2 后梁位置
后梁高低上下層經紗張力不等, 采用較高的后梁位置, 使上下層經紗張力差異較大, 上層經紗將獲得較多的橫向移動, 使織物獲得勻直的條紋, 減少經紗斷頭率。 因此, 根據織物外觀風格, 將后梁位置設置為80 mm, 后5 格。以增大梭口后部長度, 減少開口時經紗的拉伸變形, 增大經紗對后梁的包圍角, 使張力保持均勻, 減少斷經停臺, 提高布機效率[3]。 該品種平均效率達95. 3%。
織造工藝主要參數如表3。

表3 織造工藝參數表
2. 7 質量控制
由于兩種緯紗用雙儲緯器2 : 1 排列送緯。T22. 2 tex (4. 4 tex) 表面光滑彈性大。 8. 3 tex DTY + 7. 6 tex 亮光金屬絲表面光滑。 造成氣流引緯困難, 緯紗在出織口處產生回彈, 容易在出口側10 ~20 cm 處不易拉直。 易出現緯縮疵點。 我們通過氣壓調整, 用定規進行主、 輔噴嘴位置校正, 延長輔噴嘴時間, 在鋼筘出梭口處安裝吸紗延伸噴嘴。 這樣有效的控制出口側邊緯縮疵點, 但是棄邊緯紗有所增長, 緯紗利用率有所降低[2]。
3 總結
要生產符合要求的亮光金屬絲織物, 必須做好以下幾點:
(1) 選擇合適的亮光金屬絲。
(2) 經紗先經過漂白處理。
(3) 合理配漿, 適當的滲透和被覆, 上較輕一點的漿。
(4) 織軸落軸時在兩片紗之間穿入一條絞線, 保證漿軸質量, 方便穿經和織造。
(5) 采取有效措施防止緯縮疵點的產生,提高產品質量。
[1] 金屬絲面料, 棉紡織網, http://website.informer.com/texnet. com. cn.
[2] 朱彩虹. 噴氣織機生產彈力竹節織物的技術要點[J] . 棉紡織技術, 2010, 38 (1) : 64 - 66 .
[3] 朱保林, 丁艷瑞, 王新藝. 噴氣織機生產緯彈力竹節紗織物的體會[J] . 棉織技術, 2008, 36(3): 56 - 58 .
