60 MN內高壓成形機拉桿預緊力對機身剛度影響
2013-12-03 07:56:34朱成成謝文才趙升噸
重型機械 2013年1期
關鍵詞:變形
朱成成,謝文才,張 琦,劉 強,趙升噸
(1.西安交通大學機械學院,陜西 西安 710049;2.一汽轎車股份有限公司技術部,吉林 長春 130012)
0 前言
內高壓成形技術 (IHF)是一種用于加工復雜空心零件的冷成形工藝,加工范圍比較廣,可以加工各種各樣的復雜空心零件。內高壓成形機是實現這種工藝的設備,用于制造管道、壓力容器等類型的工件。大型內高壓成形機是衡量國家機械制造水平的重要裝備[1-2]。該設備通常為拉桿預緊的組合框架式結構。拉桿預緊力的大小,對機身的剛度、穩定性、安全性和加工精度都有影響。預緊力不足,則機身的剛度無法保證;預緊力過高,將致使拉桿過度變形而產生早期斷裂[3]。國內大型內高壓成形機的設計對拉桿預緊力,只能通過一些經驗公式確定預緊力的大小,60 MN內高壓成形機高12 m,左右方向寬約6 m,前后方向約寬2.5 m。本文使用有限元軟件ABAQUS對60MN內高壓成形機在各種預緊力情況下的狀態仿真,進行相關分析。對該高壓成形機拉桿預緊力與機身剛度、機身應力的關系進行了研究,確定了該機拉桿預緊力的合理取值范圍為1~1.5倍工作載荷,并驗證了設計的合理性。通過分析,提出了針對該機拉桿直徑的優化設計方案:因靠近載荷的拉桿受力比較大,且該力的大小與預緊力大小有關,所以這些拉桿需要對強度與剛度重點設計,增大直徑是簡單有效的方式。
1 有限元模型建立
1.1 建立幾何模型
根據設計圖紙,使用三維軟件建立模型。為便于有限元計算,將整體分為上橫梁、下橫梁、滑塊、工作臺、液壓缸、立柱等六個部分,拉桿分為兩組單獨是一個部分,兩組拉桿的幾何模型完全相同:第一組拉桿 (拉桿1)處于機身內側,第二組拉桿 (拉桿2)處于機身外側。將模型導入ABAQUS。建立好的模型如圖1所示。
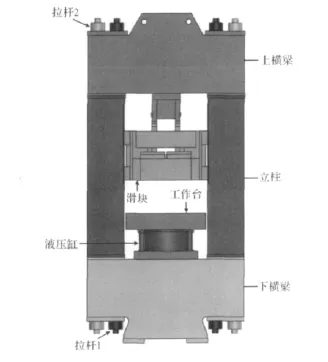
圖1 60 MN內高壓成形機模型Fig.1 Model of 60MN internal high-pressure forming machine
1.2 材料定義
60MN內高壓成形機機身的材料為Q235碳素鋼,而拉桿的材料為45鋼。
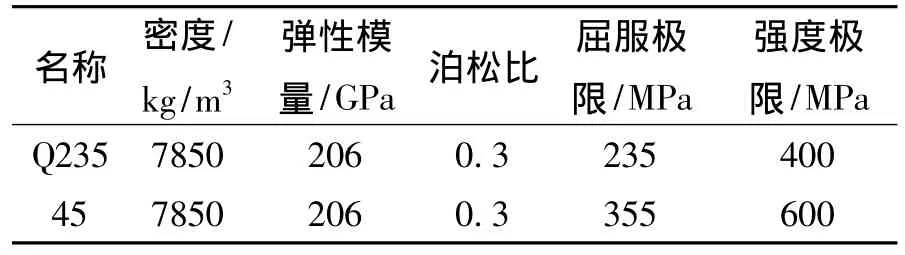
表1 材料性能Tab.1 Material performances
1.3 網格劃分
用四面體單元C3D4為立柱劃分網格,使用六面體單元C3D8R為其余部分劃分網格。為更好的對實際工況進行模擬,在ABAQUS中建立了一個長方體作為對工作條件下的模具的代替,材料為Q235。模型劃分網格之后如圖2所示。

圖2 機身網格劃分Fig.2 Meshing of machine body
1.4 約束及載荷的施加


2 分析
2.1 機身剛度定義
剛度的大小影響機身的穩定性、加工精度等,是一項重要的指標。剛度定義為物體在外加載荷作用下,抵抗變形的能力。因為該機的工作載荷最終通過模具將力傳給機身,主要的影響就是引起機身豎直方向的變形,所以本文只考慮機身整體的豎直剛度[4]。
豎直剛度是指在工作載荷作用下,機身在豎直方向產生單位變形所需的壓力。以機身上橫梁的下底面中部與下橫梁上底面中部的平均距離作為機身位移變化的測量對象 (無明確說明時,位移變化量即指機身豎直方向的位移變化量)。
豎置剛度及位移變化量公式為[5]

式中,k為機身豎直剛度,N/m;F為工作載荷,N;Δh為機身位移變化量,即加載后,上橫梁與下橫梁之間高度的變化 (m)。

式中,h1為加載后,上橫梁與下橫梁之間的高度,m;h0為加載前,上橫梁與下橫梁之間的高度,m。
該機的高度比較大,而加載過程中的位移變化量又比較小,所以如果直接以豎直剛度作為衡量指標,則其巨大的數值及增量,難以看出變化規律,所以本文用位移變化量的大小衡量機身剛度。
2.2 預緊力與機身剛度關系
2.2.1 等值施加預緊力
取所有拉桿預緊力倍數都相同,依次為0、0.5、1、1.5、2、2.5。
經有限元計算,當拉桿預緊力倍數為1.5時,機身的應力及應變云圖如圖3所示。可以看出,機身的應力比較小,立柱、橫梁的變形量也相當小,而應力及變形最大的地方出現在拉桿部分。
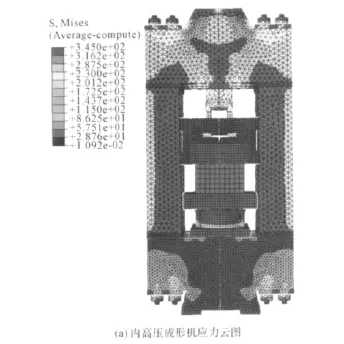
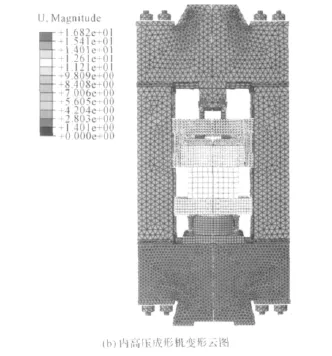
圖3 等值施加預緊力時機身的應力應變云圖Fig.3 Stress nephogram of internal high-pressure forming machine
拉桿預緊力倍數與機身位移變化量的關系如圖4所示。

圖4 位移變化量曲線Fig.4 Deformation nephogram of internal high-pressure forming machine
由此可見,機身在拉桿預緊力等值加載時,豎直剛度隨著預緊力的增加而變大。但是隨著拉桿預緊力倍數的增大,機身位移變化量降低的速度在減小。當拉桿預緊力倍數達到1.5或以上時,位移變化量已經足夠小,不適合使用增加預緊力的方法繼續提高機身剛度。
根據圖像的特性,可以對該曲線進行數值擬合,設該曲線的近似方程為
式中,x為預緊力倍數;y為位移變化量;A與B為需要確定的系數。
將計算所得的五組數據,每兩組作為一對,將原方程取自然對數之后,帶入該方程求解A與B。最后將所有求出的結果取算術平均值,得y=11.7315e-1.601x。擬合曲線與原始曲線的比較如圖5所示。可以看出預緊力倍數為1~2.5時,擬合曲線和原始曲線很接近,此時可用擬合曲線進行剛度的近似求解。
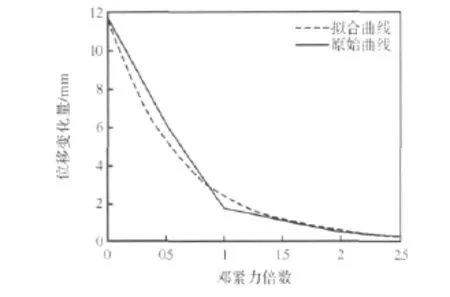
圖5 曲線比較Fig.5 Curve of displacement variable quantity
2.2.2 施加非等值預緊力
為找出剛度最高時各拉桿的預緊力關系,對兩組拉桿施加不同大小的預緊力,測定這種條件下機身的剛度。同組的拉桿預緊力相等,每組拉桿預緊力倍數依次選用0、0.5、1、1.5、2、2.5。
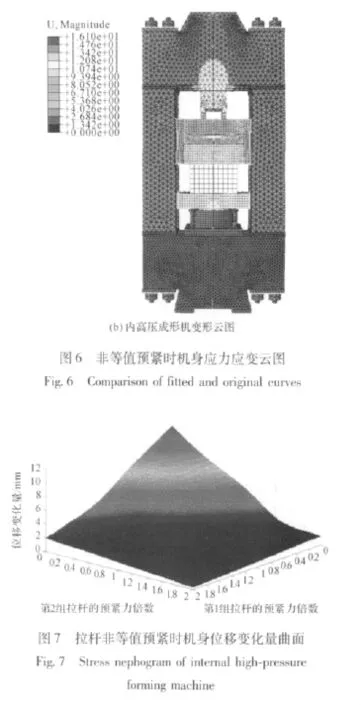
當第1組拉桿預緊力倍數為0.5,第2組預緊力倍數為1.5時,該機的應力及變形云圖如圖6。以第1組拉桿預緊力的倍數為x坐標,第2組拉桿預緊力的倍數為y坐標,機身的豎直位移變化量為z坐標,通過matalab插值計算,可以得到位移變化量與兩組拉桿預緊力倍數的關系,如圖7所示。

在非等值預緊力的作用下,機身剛度變化有如下特點:
(1)由圖3和圖6比較可知當兩組拉桿施加不同的預緊力時,機身的應力分布以及變形狀況都會發生改變。預緊力對機身的應力及變形狀態具有顯著影響。
(2)由圖7可知,機身位移變化量曲面呈拋物面狀,隨著預緊力的增加,該面越來越接近平面,并且斜率非常小。無論哪一組預緊力的增加,都會引發機身剛度的增強。在一定范圍內,通過為兩組拉桿施加不同大小的預緊力以增加機身剛度的方法,對于該機并不可行。兩組拉桿都施以可取范圍內最大的預緊力時,機身將會獲得最大的剛度。當拉桿預緊力倍數都達到1.5以上時,拉桿預緊力的增加已經不能顯著改變機身的豎直剛度。
2.3 機身應力與預緊力的關系
拉桿預緊力等值加載,取拉桿預緊力倍數為0、0.5、1、1.5、2、2.5,得到拉桿預緊力倍數與機身在施加工作載荷之前及加載之后最大應力的關系,如圖8所示。
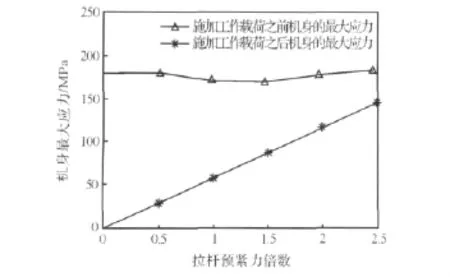
圖8 拉桿預緊力倍數與機身最大應力關系圖Fig.8 Deformation nephogram of internal high-pressure forming machine
加載之前,機身最大應力隨拉桿預緊力倍數的增加以線性規律遞增。加載之后,機身的最大應力隨拉桿預緊力倍數的增加呈現先降后升的規律,當預緊力倍數在1~1.5之間時,機身的最大應力比較低。拉桿預緊力太小,不能影響機身最終的狀態,立柱與橫梁的接合面還是會被拉開,各處應力狀態也區別不大;當拉桿預緊力逐步增大時,立柱與橫梁的結合面會有越來越大的相互作用力,使得整個機身都受到了拉桿的影響,平均應力增加,而應力分布的改變則使得應力集中程度有所不同,所以最大應力有波動。
機身材料Q235的屈服強度為235 MPa,而機身的最大應力約為180 MPa,所以拉桿預緊力倍數為2.5或者更低時,機身的強度應該足夠。考慮到拉桿預緊力倍數為1~1.5時,機身的最大應力值較低,拉桿預緊力倍數在這一區間比較合適。
2.4 拉桿應力與預緊力的關系
拉桿平均應力通過導出所有單元的Mises應力值,求其平均得到。

對所有拉桿施加等值預緊力時,以拉桿全體作為研究對象,則拉桿的最大應力、平均應力與拉桿預緊力倍數的關系如圖9所示:

圖9 拉桿應力與預緊力倍數關系圖Fig.9 Curved surface of displacement variable quantity when non-equivalence preload of pull bar
隨著預緊力的增加,拉桿的平均應力和最大應力在不斷變大,并且增幅相近。根據仿真結果,當拉桿預緊力倍數為1.5時,拉桿的最大應力為345 MPa、平均應力296 MPa,接近45鋼的屈服極限。所以拉桿預緊力倍數不能超過1.5。在計算過程中,發現兩組拉桿的應力狀態并不相同。兩組拉桿的應力與拉桿預緊力倍數的關系見圖10所示。

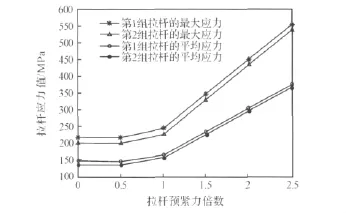
圖10 兩組拉桿的應力與拉桿預緊力倍數關系Fig.10 multiple of pull bar preload force versus maximum stress of machine body
由圖10a可知,施加工作載荷之后,第1組拉桿的最大應力和平均應力始終大于第2組拉桿的應力,并且同名應力的變化趨勢相同。由圖10b可知,兩組拉桿的最大應力差值約為18 MPa,隨著拉桿預緊力倍數的增加,該值先減小后緩慢變大。當拉桿預緊力倍數為1時,兩組拉桿的最大應力之差最小,為17.1 MPa。兩組拉桿的平均應力差值也呈現先減小后變大的趨勢,但是最小值出現在預緊力倍數為2的時候。因為第1組拉桿受到的應力比較大,所以需要將第1組拉桿的應力降低或者將拉桿的強度增加,否則很可能先于第2組拉桿發生損壞。
可以看出,該型機床靠近工作載荷的拉桿在工作過程中受力比較大,在設計時可以考慮增加其直徑,使各拉桿的應力值相同且都比較小。
如需為拉桿增加安全系數,可在圖10a中對第1組拉桿的最大應力取點,確定相應的預緊力倍數。
通過以上分析發現,拉桿預緊力的大小并不能顯著改變機身的應力值,僅能改變應力分布。但是預緊力對拉桿的應力大小和分布都有很大的影響,特別是使得兩組拉桿的應力狀態不同。這是因為工作載荷與拉桿的拉力會使得機身發生彎曲,導致拉桿的彎曲變化,改變了拉桿的應力狀態。
3 結論
(1)對于60 MN內高壓成形機,各組拉桿施加不同預緊力并不能顯著降低機身的位移變化量,兩組拉桿同時施以可取范圍內最大的預緊力,機身將會獲得最大的剛度。等值加載,拉桿預緊力倍數小于2時,機身位移變化量隨著預緊力倍數的增加而顯著減小;當預緊力倍數超過2時,機身位移變化量只能隨著預緊力倍數的增加略有減小,此時位移變化量已經非常小。所以只考慮剛度時,選取各拉桿預緊力倍數相等,在1~2之間,且取值越大,剛度越好。
(2)考慮機身和拉桿應力因素時,拉桿預緊力倍數應在1~1.5之間,此時機身的最大應力較小,拉桿應力也在允許范圍內。過高的預緊力會使得拉桿的應力過大。
(3)綜合考慮剛度及強度因素,該機的拉桿應該采用等值預緊的方式,預緊力倍數在1~1.5之間,且取值越大,剛度越好,應力值越大。
(4)靠近載荷的拉桿可以將直徑增大,使得各拉桿的應力狀態接近且應力值較小。
[1]Hans-J?rg Bullinger,Technology Guide:Principles,Applications,Trends[M].Springer,2009.
[2]Heinz Tsch?tsch ,Metal Forming Practise:Processes,Machines,Tools[M].Springer,2006.
[3]段志東,蘇鐵明.組合機架的剛度分析和拉桿預緊力研究 [J].機械科學與技術,2009(4):450-454.
[4]Steve Krar,Arthur Gill,Exploring Advanced Manufacturing Technologies[M]. Industrial Press,Inc,2003.
[5]周杰,伍馭美.拉緊螺栓預緊力對閉式組合機身內高壓成形機精度的影響[J].鍛壓機械,2001,36(1):35-37.
[6]蔡懷崇,閔行.材料力學基礎 [M].西安:西安交通大學出版社,2004.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
