高壓氨水管道泄漏分析及處理方法
2013-12-07 01:13:30河北鋼鐵集團承鋼公司維護檢修管控中心王強濤
中國設備工程 2013年7期
河北鋼鐵集團承鋼公司維護檢修管控中心 王強濤
中灤煤化工有限公司一期、二期高壓氨水管道經常發生焊口開裂事故,造成氨水泄漏,處理起來比較困難。根據多年的工作經驗,對這一問題發生原因及解決方法做簡單的介紹。
一、氨水管道的腐蝕原因分析
1.電化學腐蝕
循環氨水冷卻煤氣時,煤氣中一定量的氨、二氧化碳、硫化氫、氰化氫和其他組分溶解于循環氨水中,以揮發銨鹽 [(NH4)2S、 NH4CN、 (NH4)2CO3等 ]和 固 定 銨 鹽 [NH4Cl、NH4CNS、(NH4)2SO4和(NH4)2S2O3等]的形式存在于循環氨水中。另外,由于2個煤氣凈化系統的煤氣脫硫裝置均采用克勞斯法生產硫磺的工藝,夾帶有H2S、SO2和Sx等克勞斯尾氣進入氣液分離器前荒煤氣管道中后,在氨水中溶解并反應生成SO32-、SO42-、CNS-等離子,故循環氨水中的銨鹽含量略高于其他的工藝。循環氨水中濃度:SO32-為0.7~0.9g/L、SO42-為1.0~1.5g/L、H2S為2.0~3.0g/L、HCN為0.1g/L、CNS-為1.0~1.5g/L、Cl-為1.3~1.5g/L、總氨約5g/L。
在氨水管道中,氨水所含的上述化學介質會發生電離,造成鋼管的腐蝕,主要表現為均勻腐蝕。在pH≥6時,鋼管的內表面為FeS所覆蓋,形成保護膜,腐蝕速率較慢。但由于氨水中存在CN-,CN-能溶解FeS保護膜,產生絡合離子Fe(CN)64-,加速了下列腐蝕反應的進行。

絡合離子Fe(CN)64-繼續與Fe2+反應生成亞鐵氰化亞鐵Fe2[Fe(CN)6],在水中為白色沉淀。

當氨水中存在氧或停工時,亞鐵氰化亞鐵與氧接觸又氧化生成亞鐵氰化鐵Fe4[Fe(CN)6]3,呈普魯氏藍色。這也是氨水貯槽和煤氣管道等泄漏時外壁常見到普魯氏藍色的原因。

拆除下來的氨水管道上常有管壁變薄的情況,就是電化學腐蝕造成的。這也說明存在電化學腐蝕現象。
2.應力腐蝕和氫損傷
應力腐蝕是導致裂紋產生的必要條件:①同時產生應力和腐蝕;②具有特殊的腐蝕性介質,尤其是存在Cl-、OH-、HS-或NH4+離子,微應力就能導致裂紋(由制造和焊接產生的殘余應力)。氨水中的硫化氫等不僅能引起一般腐蝕,而且陰極反應生成的氫還能向鋼材內部滲透并擴散,造成氫鼓泡或氫鼓泡開裂,造成鋼的氫誘發裂縫、應力導向氫誘發裂縫及硫化物應力開裂。
相關數據表明,合金鋼在pH=4.2時,硫化物應力的開裂最嚴重;pH=5~6時,不易破裂;當pH≥7時,不發生破裂。但有CN-存在時,可發生硫化物應力開裂,隨著CN-濃度的增加氫滲透速率迅速上升,CN-濃度大于5×10-4mol/L時,還會促進腐蝕。因循環氨水管道中CN-的濃度遠大于5×10-4mol/L,存在硫化物應力開裂隱患,出現裂縫后會引發縫隙腐蝕。
3.縫隙腐蝕
氨水管道的焊接缺陷或應力腐蝕在管道內壁形成的微小裂紋,都能導致縫內溶液中的物質遷移困難,造成管道內流動的氨水和滯留在縫隙內的氨水產生濃度差,從而引起電位差、陽極位置發生氧化,即導致縫隙內金屬腐蝕。陰極位置的電子與氨水中的氫離子反應生成氫原子,氫原子向金屬擴散,并集聚在金屬的高應力區,即裂縫的尖端,導致裂縫尖端脆化并使裂縫擴展成裂紋。在縫隙的寬度為0.025~0.1mm范圍內,縫隙寬度變小時腐蝕率隨之增高。當有Cl-離子存在時,這種腐蝕更容易發生。
4.晶間腐蝕
管道在焊接過程中,在焊縫區域局部存在較大的內應力,這是以應力區為陽極、非應力區為陰極發生的另一種電化學腐蝕,應力腐蝕所產生的裂縫一般是沿晶界發展的晶間腐蝕或穿過晶粒造成的穿晶腐蝕,也可能兩者同時發生。這種電化學腐蝕與縫隙腐蝕不同,具有不均勻性,即以應力狀態為導向而發生的。
5.管道焊接
雖然氨水管道內的壓力只有0.3MPa,但因循環氨水管道泄漏較普遍,故對循環氨水管道的焊接要求較高,是按壓力容器要求執行的。送至焦爐的循環氨水管道未嚴格執行焊接要求,投用后短期內即出現了大量的泄漏點。所以焊接質量是氨水管道泄漏的一個重要原因。
二、氨水管道焊口開裂的原因
氨水管道泄漏點一般都在焊口處,究其原因主要有以下幾方面。
1.氨水的腐蝕
氨水做電解質,金屬內部組成原電池,發生電化學腐蝕。焊縫處焊縫的電位與焊接在一起的管道之間的電位存在差異,管道的電位較低、腐蝕更為明顯。另外,氨水中的金屬離子易在焊縫的表面發生沉積,加重了焊縫處的電化學腐蝕現象。
2.焊接質量
觀察焊縫開裂情況可以明顯看出,在架設管道的過程中存在焊接質量問題。個別焊點存在夾渣、未焊透、焊縫高度低于設計值等現象,使母材與焊縫受到了破壞,導致焊縫強度低、脆性大、易疲勞等。
3.材質剛度
焊接質量與材質剛度有很大的關系,如果連接焊縫處出現焊接質量問題或焊縫處腐蝕嚴重,很容易在管道的焊縫處,經溫差的變化將焊縫處拉裂。
三、減少氨水管道泄漏的措施
1.管道裝配
(1)管道裝配過程中,要保證焊接管的規整。若不規整,應先整形再裝配,不能施加外力強制裝配,以消除裝配產生的殘余應力。
(2)裝配過程中應避免在管道上留下傷痕,如拉筋、夾具等留下的痕跡以及打弧燒痕,都可能成為應力腐蝕裂紋產生的誘因。
(3)在管道安裝時要合理配置膨脹節和支架固定點的位置和形式。
2.焊接材料的選擇
更換部分氨水管道時,在采用相同焊接工藝的前提下,有幾處焊縫嘗試用A302的不銹鋼過渡焊條焊接,其他仍用常規焊條焊接。發現采用常規焊條焊接的焊縫使用不久就出現氨水泄漏,而采用A302不銹鋼過渡焊條的焊縫使用2年沒有發生泄漏。2009年8月在更換5#焦爐爐頂的氨水管道時,也采用A302不銹鋼過渡焊條焊接,至今未發生泄漏。所以焊接材料應選擇A302不銹鋼過渡焊條。
3.焊接工藝
為了防止應力腐蝕裂紋,在焊接工藝方面主要是制定合理的工藝規程,如焊接線能量、焊接順序和焊接質量的控制等。在判定焊接工藝時,應根據鋼種不同,設法滿足兩方面要求,既要防止淬硬(焊接線能量過小),也要防止晶粒嚴重長大(線能量過大),如采用多層焊接。
4.焊后消除應力處理
焊接產生的殘余應力是形成應力腐蝕裂紋的關鍵因素。老區凈化1#系統的螺旋焊管制作完成后,進行了整體和對接焊縫的熱處理,近7年來,焊管本身的焊縫和對接焊縫的泄漏點極少。由此證明了焊縫熱處理是減少泄漏的重要措施。
四、氨水管道漏點的處理方法
中灤煤化工有限公司循環氨水管道為直徑350mm管道,根據不同的漏點大小,處理方法不同。
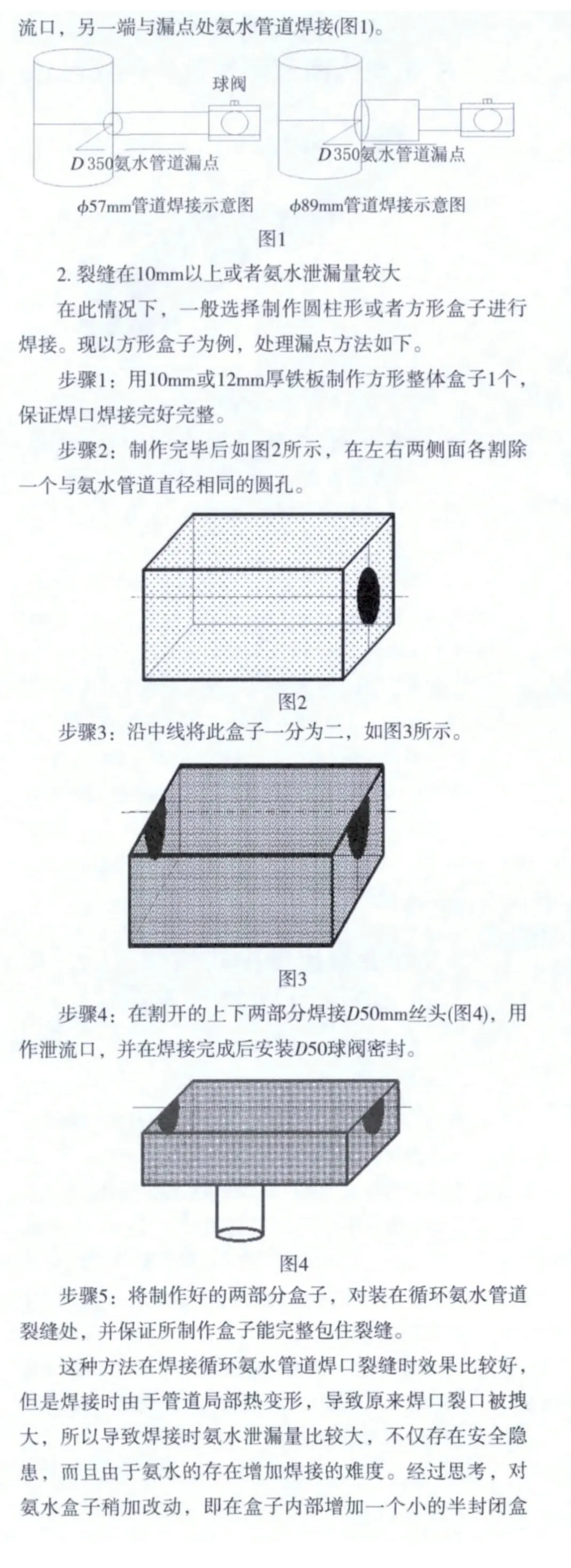
1.裂縫10mm以內且氨水泄漏量不大
在此情況下,一般選擇使用φ57mm或φ89mm管道,長度大約200mm,其一端安裝D50球閥,用于焊接時氨水的泄
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24