平整機產生帶鋼暗印缺陷的解決
2013-12-07 01:13:42胡志剛
中國設備工程 2013年8期
關鍵詞:振動
胡志剛
(武鋼股份公司設備維修總廠,湖北 武漢 430083)
一、簡介
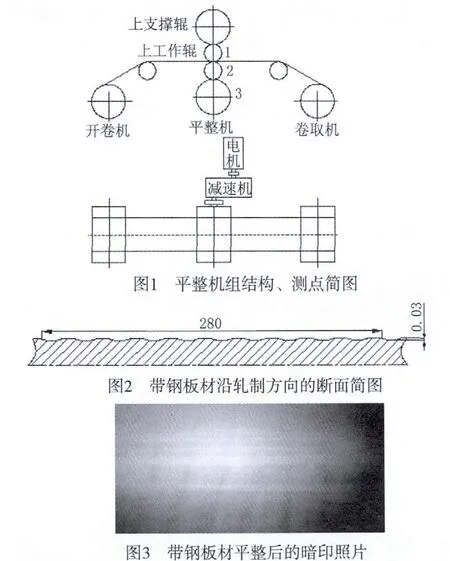
條材總廠CSP分廠平整機(圖1)是關鍵設備。月平整帶鋼板材5萬t。從投產開始,經平整后帶鋼的兩面會不定期產生暗印(圖2、圖3)。暗印的周期長度在25~28mm范圍波動,峰谷為0.03mm。帶鋼暗印對板材的表面質量和板型會產生致命的影響,因此消除帶鋼暗印,刻不容緩。
二、問題原因分析
1.平整機的動力傳動形式
平整機采用單電機驅動,電機驅動減速機及下支撐輥。電機功率1 200kW、電壓660V、型號YSPKS560。機械傳動從下支撐輥靠靜摩擦力傳遞到下工作輥。下支撐輥、下工作輥在平整帶鋼時不能移動。下工作輥的線速度與開卷機、卷取機的轉速由計算機調整。上工作輥靠帶鋼的靜摩擦力驅動。上支撐輥靠上工作輥靜摩擦力驅動。上支撐輥兩端各有1臺壓力缸,壓下力流程是從上至下傳遞。上支撐輥、上工作輥在平整機牌坊窗口能上下移動。
2.產生暗印的可能原因
(1)上、下工作輥和帶鋼之間間歇式的滑動摩擦。
(2)上、下工作輥對帶鋼間歇式的純壓延。
(3)上、下工作輥和帶鋼之間的壓延和摩擦組合。
3.平整機自身產生暗印的可能原因
(1)上、下工作輥軸承間隙過大,產生振動,引起上、下工作輥間歇性地與帶鋼發生滑動摩擦。需測試上、下工作輥振動能量及頻率。
(2)如果上、下工作輥軸中心線不在一個平面內,則其輥面平整帶鋼的線速度就會產生一個夾角,從而引起帶鋼橫向產生間歇式往復滑動。需測量牌坊窗口開口度及檢查上、下工作輥軸中心線的位置關系。
(3)液壓缸激振力會傳遞給上支撐輥,上支撐輥的振動也會傳遞給上工作輥,造成對帶鋼周期性的壓延。需測試液壓動力系統的頻率成分。
4.平整機外部產生暗印的可能原因
(1)來料帶鋼本身帶有暗印。
(2)CSP軋制線上的2臺卷取機的振動影響。
(3)上、下工作輥輥面質量。需要檢查平整機上、下工作輥輥面狀況。
(4)磨平整機上、下工作輥的磨床影響。需修復上、下工作輥輥面。
三、問題的查找
1.振動測試
選上工作輥軸承為1#測點,下工作輥軸承為2#測點,下支撐軸承為3#測點。各測點、方向的振動值最大為5.00μm(上工作輥水平方向),符合標準,沒有問題。
2.軸承測試
通過轉速的測量,上工作輥為252.1r/min,下工作輥為252.5r/min。上工作輥與下工作輥的線速度是亞同步,有405mm/min的誤差,主要振動頻率為241Hz,部位是上、下工作輥軸承。
3.暗印頻率計算
截取10個周期的暗印波長后取平均值,帶鋼表面暗印的每個周期波長為27.5~28mm。帶鋼的線速度為405 062 mm/min。可計算出暗印的頻率為241~245.5Hz。
4.牌坊開口度測量
對操作側上支撐輥、上工作輥、下工作輥、下支撐輥的牌坊開口度及傳動側上支撐輥、上工作輥、下工作輥、下支撐輥的牌坊開口度的測量。實測牌坊開口度滿足設計要求,測量結果說明4根輥軸中心線是相互平行的。
5.液壓系統測試
對泵、管夾、缸等元件的壓力源振動測試(量程:1 000 Hz),主要頻率為225.0Hz及其倍頻成分(表1)。
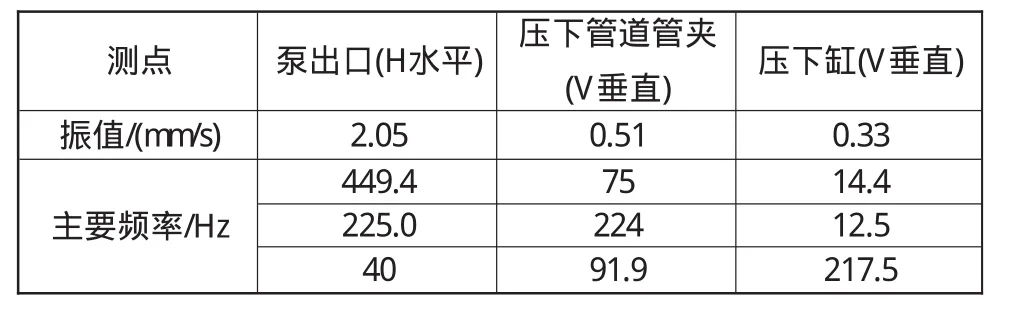
表1 泵、管夾、缸等元件的壓力源振動值、頻率
6.暗印來源分析
在計算機給定平整帶鋼線速度為400 000mm/min時,通過測量、計算確定暗印的特征:頻率為241~245.5Hz;波長為27.5~28mm。對比分析以上測試,可得出初步結論:暗印與平整機本體無關,只在上、下工作輥的軸承處測到241Hz的頻率。該頻率與暗印頻率相吻合。因此,需要查找241Hz的來源。就要對來料帶鋼、CSP軋制線上的卷取機、平整機的工作輥、工作輥的磨床進行查找。
(1)對平整前的帶鋼進行兩面檢查。杜絕對來料有暗印的帶鋼進行平整。這樣可以避免來料帶鋼的暗印與平整機平整產生的暗印發生混淆,有利于查找平整機平整帶鋼時產生的暗印因素。
(2)針對來料帶鋼有暗印的狀況。對CSP軋制線上的兩臺卷取機的振動進行了測試。
調查發現2#卷取機卷取的帶鋼有明顯暗印,1#卷取機卷取的帶鋼暗印不明顯。而對1#、2#卷取機振動測試顯示:1#卷取機含有233.0Hz的信息,233.0Hz比較接近241Hz。2#卷取機含有200Hz以上的信息能量不大(表2)。
另外,更2#卷取機下夾送輥時,卷取帶鋼的暗印不明顯。更換上新的下夾送輥隨著使用時間的增加,卷取的帶鋼暗印發展的趨勢逐漸明顯。對2#卷取機舊下夾送輥進行檢查,發現輥面有明顯的不圓度存在。1#卷取機卷取的帶鋼產生暗印現象要好于2#卷取機。

表2 測試1#、2#卷取機振動、主要頻率 (量程:1 000Hz)
(3)綜上所述,針對平整機工作輥要嚴格檢查新上機的上、下工作輥輥面質量。重點檢查輥身的輥面狀態。在強光照射下,應確保輥面無暗印。經觀察對比,換上良好的上、下工作輥輥面平整出的帶鋼無暗印產生。隨著上、下工作輥使用時間的延長,平整的帶鋼會出現輕微的暗印。這充分說明帶鋼的暗印是由上、下工作輥輥面引起的。結合帶鋼板材沿平整方向的斷面與上、下工作輥的測試轉速可說明平整機在平整帶鋼時上、下工作輥和帶鋼之間是壓延和摩擦組合。以壓延為主,摩擦為輔。
(4)上、下工作輥的磨床為數控磨床。返修的工作輥兩端都保留了軸承座,一端一個軸承座,每個軸承座重792kg。因返修的工作輥輥面大多數都有暗印,所以要將消除工作輥輥面暗印放在首位。
①工作輥兩端軸承座過重,影響工作輥輥面的磨削質量。磨輥時需對軸承座進行固定和襯托。
②磨輥沙輪的材質要軟,沙粒容易掉并隨乳化液一起流走,而不堵塞沙輪孔。可保證工作輥輥面的磨削質量。
③磨輥時要設置主軸轉速為30r/min,沙輪線速度為20m/s,兩者速度方向要相反。
④砂輪平移速度要小,磨輥時設為1次/min、150次/輥。
⑤磨床給進油缸動力不足、有泄漏,應更換油缸并測試油缸推力及消除泄漏,滿足給進量要求。
四、總結
上、下工作輥輥面的加工質量是此次造成帶鋼表面暗印的原因,有暗印的上、下工作輥就好似一對嚙合的齒輪,在壓下力的作用下對帶鋼進行壓延產生暗印。磨床加工工作輥輥面時產生的暗印周期長度(齒輪周節)是不變的。所以在帶鋼表面產生暗印的長度也基本不變,只是隨著帶鋼線速度的變化,帶鋼暗印的長度是波動的。
找出了產生暗印的根源并制定相應的措施予以解決,CSP分廠平整機每月可平整優良帶鋼5萬t,創利115萬元,全年創效1380萬元。
[1]齒輪及齒輪箱故障診斷實用技術[M].機械工業出版社,2006.
[2]虞和濟等.設備故障診斷工程[M].冶金工業出版社,2001.
[3]北京京航公司.設備故障診斷技術及應用[M].1998.
[4]北京盛迪振通科技有限公司.設備狀態監測與故障診斷[M].2003.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
