船用艉管軸承孔的加工
2013-12-23 04:03:08于濤
機械工程師 2013年11期
關鍵詞:工藝
于濤
(渤海船舶職業學院機電工程系,遼寧葫蘆島125005)
1 引 言
艉管軸承是船舶艉軸中常用的一種滑動軸承,是船舶上精密部件之一,內孔加工質量的好壞,直接影響艉軸與艉管軸承間的摩擦與磨損,同時,也直接影響艉軸的旋轉精度,因此,艉管軸承孔的加工工藝至關重要,孔的加工工序是軸承加工中一道關鍵工序,應采用合理的工藝進行加工。
2 軸承技術要求分析
工件材料為鑄鐵白合金,由57.5mm 厚鑄鐵外套與內孔襯4mm 厚白合金兩者貼合組成,即軸承本體為鑄鐵,內孔表面為ZChSnSb11-6 白合金,工件重量為1275kg,內孔直徑大(φ586.15mm),內孔直徑尺寸公差為0.05mm,長度尺寸為1510mm,內孔表面粗糙度值為Ra0.8,如圖1所示。

圖1 艉管軸承
內孔尺寸加工成品,冷壓裝配后,不再與艉軸軸頸研配,直接使用。工件的體積大,質量重,工件材料價格昂貴,加工內孔周期長、成本高、風險大,加工內孔難度如下:(1)工件外圓為階梯軸,外圓以及外圓上4 個槽已加工成品,槽深16mm,槽寬60mm,如果以外圓為基準裝夾工件,再加工內孔是相當困難的;(2)需要加工的內孔與已經成品的外圓要求偏心,即內孔軸線與外圓軸線偏心0.5mm,尺寸公差為±0.025mm,同時要求偏心方向對外圓上的槽的位置有嚴格要求,半成品毛坯已確定了偏心方向,即內孔軸線必須偏向零件外圓槽上帶TOS(上)的方向;(3)工件較長,不易定位和裝夾。
在此種情況下加工孔徑較大,尺寸公差和位置公差較小,表面粗糙度值較低的精密內孔工件,加工難度很大。為此,我們進行了詳細的分析和探索,制定了切實可行的加工工藝方案。
3 加工設備的確定
選擇加工設備是工藝設計中的重要問題,加工設備選擇是否得當,對于工件的加工質量,生產效率有很大的影響。
該工件如果選擇車床加工,加工難度很大:(1)工件外形結構復雜,裝夾困難,容易變形,中心架無法支承,必須設計輔助工裝;(2)刀桿處于懸臂狀態,加工時會產生振動和“讓刀”現象;(3)加工兩端面止口及2°斜面時,工件必須掉頭加工,增加裝夾次數,影響工件位置公差;(4)加工孔內兩個儲油槽時,工件需偏心裝夾,找正困難,并需配重,裝夾、找正輔助時間長。
綜上所述,選擇車床加工,工序復雜,生產效率低,周期長,操作者勞動強度大,加工成本高,另外,工件經過多次裝夾,不能保證工件精度。
鑒于上述狀況,結合我公司設備及工件結構特點,確定在T612 型臥式鏜床上加工。這樣,只需一次裝夾就可以把工件所有需要加工的表面全部加工成品,避免多次裝夾帶來的加工誤差。
4 加工工藝措施及分析
最優工藝過程方案的選擇,就是確定一條具有最低成本或最少時間的最佳工藝路線。要達到圖樣設計要求,首先必須從工藝上保證工件的加工精度。如何在多種加工工藝路線中,選擇一種簡單易行、提高產品質量的工藝是機械加工行業共同關注的問題之一。
4.1 艉管軸承孔的加工工藝規程
(1)劃線:檢查工作外圓圓柱度,以外圓為基準,劃端面圓線、十字線、外圓水平線。
(2)鏜床加工:①測量外圓圓柱度,兩個軸臺兩端,中間各3 處,十字交叉測量,并做好實際測量記錄。②工件安裝在兩個V 形鐵上,安裝長鏜桿。調整鏜床后立柱一端長鏜桿的外圓與工作臺面的不等高度,誤差為0.01mm。安裝鏜刀座,將千分表的磁力表座吸附在鏜刀座上,以工件外圓為基準找正,使外圓中心與鏜床主軸中心重合,用φ10mm 鋼絲繩壓緊工件,注意工件上帶“上”字標記位置,帶“上”字標記的槽在操作者操作側。③加工之前,為了保證工件內孔與外圓偏心,首先用數顯裝置移動坐標方法使工作臺向帶“上”字標記方向移動0.5±0.025mm 找到孔的中心,再開始加工。④鏜內孔φ586.150-0.05至成品,鏜桿旋轉作主運動,工作臺直線移動作進給運動。
(3)檢驗:檢查內孔直徑尺寸是否符合圖樣設計尺寸。
(4)鏜床:①孔兩端止口成品。②用高速鋼(W18Cr4V)寬刃成形刀鏜斜面α=2°成品。③拆去接長鏜刀座,主軸中心分別向上、向下移動110mm,鏜孔內兩處儲油槽R190mm 成品。④檢驗:帶“上”字位置與下部位置壁厚相差1mm 為偏心距合格。
4.2 工件的定位和裝夾
在機械加工中,被加工零件的精度主要依靠定位精度來保證。經過結構工藝性分析,首先應該考慮工件如何定位和裝夾,以保證精度并便于加工。
艉管軸承長度較長,外圓精度高,作為加工內孔時定位的精基準,最經濟而有效的工藝方案是用V 形鐵夾具進行定位和裝夾,我們采用雙V 形鐵定位來裝夾艉管軸承,如圖2 所示。

圖2 定位、裝夾及加工示意圖
工件為階梯軸,以φ695mm 和φ693mm 兩個不同直徑的外圓柱面作定位基準,在定位面夾角為90°的雙V 形鐵中定位,定位基準和設計基準統一,減小了定位誤差。如圖3 所示,艉管軸承裝夾定位坐標系XYZ,坐標原點O 規定在軸承的軸向中間部位。雙V 形鐵限制了工件沿Y、Z 軸方向的移動,同時也限制了工件繞Y、Z 軸的轉動,鋼絲繩及壓板限制了工件繞X 軸的轉動,共限制了工件5 個自由度,從而使工件在夾具內準確定位。
以上所述,工件定位支承跨度大,定位快捷精確,省時省力,穩定可靠,調整迅速簡便,以軸承外圓在V 形鐵槽中定位是最理想的夾具結構。
工件在鏜床工作臺上初步定位后,以鏜床主軸為基準進行找正,以確定工件與鏜床之間的相對位置,找正用百分表測試的方法控制工件在水平方向和垂直方向的安裝誤差,一般誤差在0.01mm 以內。
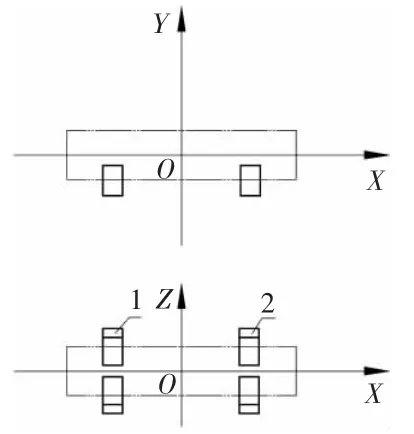
圖3 工件定位坐標系
工件找正定位后,為了減少工件變形,減小夾緊力,我們用φ10mm 鋼絲繩和壓板將工件夾緊固定,這樣夾緊工件,在安全可靠的前提下,大大地減小了工作的夾緊變形及加工時的振動,提高了加工精度。
4.3 可調鏜刀座的設計
為了保證軸承孔的加工質量,在加工R190mm 儲油槽時,我們設計、制造了一套可調兩用鏜刀座。這種鏜刀座安裝了接長刀座可以加工φ586.15mm 軸承孔,卸下接長座就可以加工R190mm 儲油槽。
鏜刀座的優點:(1)結構簡單緊湊,裝拆方便,組裝迅速,使用牢固可靠;(2)剛性好,切削過程非常平穩,加工尺寸穩定,能保證加工精度和表面粗糙度;(3)制造成本低,通用性強,能加工一定范圍的各種孔徑,效果好。
4.4 切削用量的選擇
為了避免工件內孔產生圓柱度誤差,內孔表面材料是白合金,不宜采用磨削加工,因為砂輪容易被白合金屑堵死,因此,采用高速鏜削的方法,切削過程中切屑和加工表面的塑性變形少,加工表面的粗糙度值低。
因為內孔加工是連續切削,所以選用牌號YT15 鎢鈷鈦類合金刀具進行加工。
鏜孔分粗鏜、半精鏜和精鏜。粗加工后須根據外圓校驗鏜桿位置有無移動,經過檢驗無變化或經過調整位置后方可進行半精鏜和精鏜。
由于鏜桿細長,剛性差,因此應該選用合理的切削用量,如表1 所示。
為避免因溫度變化軸承孔產生變形,影響加工精度,內孔精鏜的最后一刀,安排在環境溫度變化較小的晚上7時以后,一次走刀連續加工完成。

表1 鏜軸承孔的切削用量
4.5 內孔尺寸的測量
測量內孔尺寸時,如果不抽出長鏜桿,直接用內徑千分尺無法測量,若抽出長鏜桿,測量后重新安裝,找正長鏜桿費工費時,操作很不方便。
軸承孔的精度要求高,為了測量內孔直徑實際尺寸,我們采取不抽出長鏜桿方法,在長鏜桿裝刀座位置附近,鉆一個通過鏜桿中心的孔φ25mm,使內徑千分尺延長桿能插進去。使用時只要將內徑千分尺插入鏜桿上徑向孔內,移動工作臺,固定測頭接觸孔,用于轉動微分頭接觸內孔,緊固微分頭,然后拿出,便可準確測量軸承孔的實際尺寸。
這種測量方法可在長鏜桿不抽出的情況下進行內孔實際尺寸的測量。
5 結 語
實踐證明,制定的加工工藝規程合理,工序集中,減少了大量工裝的制造,節約了輔助工時,縮短了生產周期,降低了加工成本,提高生產效率3 倍以上,減輕了工人的勞動強度,獲得了良好的經濟效益。艉管軸承孔的加工質量完全符合圖紙和規范的要求,內孔表面光滑,手感好,偏心距準確,艉軸裝入軸承孔內,左右間隙分布均勻,下部間隙為零,上部為總間隙,達到了滿意效果,受到驗船師和外國船東的好評。
本加工工藝方案,提高了精密大孔的加工效率,是一種可靠和可行的加工方法,實用性強,其經驗可供內孔加工同行借鑒和推廣使用。
[1] 陳心昭.機械加工工藝裝備設計手冊[M].北京:機械工業出版社,1998.
[2] 武漢水運工程學院船機教研室. 船舶機械制造與修理工藝學[M].北京:人民交通出版社,1979.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
