ATC用復(fù)雜弧面分度凸輪自動(dòng)化設(shè)計(jì)研究
2013-12-23 03:55:20郭炎偉
機(jī)械工程與自動(dòng)化 2013年2期
關(guān)鍵詞:程序
劉 鍇,郭炎偉
(1.陜西科技大學(xué) 機(jī)電學(xué)院,陜西 西安 710021;2.陜西省機(jī)電工程學(xué)校 機(jī)制專業(yè)科,陜西 咸陽(yáng) 712025;3.陜西工業(yè)職業(yè)技術(shù)學(xué)院 物流管理學(xué)院,陜西 咸陽(yáng) 712000)
0 引言
弧面分度凸輪由于其獨(dú)特的優(yōu)點(diǎn),被越來越廣泛地應(yīng)用于各種機(jī)械設(shè)備中。然而,由于弧面分度凸輪輪廓為空間不可展曲面,且其數(shù)學(xué)模型復(fù)雜,使得精確建模的實(shí)現(xiàn)比較困難。本文以加工中心機(jī)械手所用的三頭弧面分度凸輪為例,根據(jù)凸輪理論輪廓方程和凸輪機(jī)構(gòu)運(yùn)動(dòng)曲線,提出了一種基于逆向思維、應(yīng)用Pro/E軟件中的現(xiàn)有模塊單元來實(shí)現(xiàn)復(fù)雜弧面分度凸輪精確建模的方法。
1 弧面分度凸輪理論輪廓方程的推導(dǎo)[1]
弧面分度凸輪機(jī)構(gòu)的工作原理如圖1所示。應(yīng)用共軛曲面原理、微分幾何學(xué)和坐標(biāo)變換原理可得到弧面分度凸輪的工作輪廓方程:
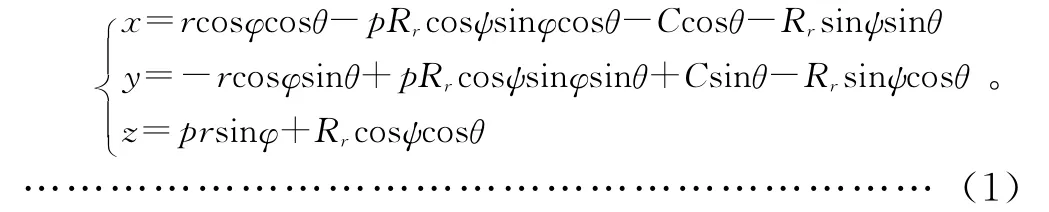
其中:r為滾子上共軛嚙合點(diǎn)在滾子軸線上的投影到分度盤中心的距離;θ和φ 分別為凸輪和分度盤的轉(zhuǎn)角;ψ 為共軛嚙合點(diǎn)的嚙合角;p 為弧面分度凸輪在分度期的旋向,左旋時(shí)p=1,右旋時(shí)p=-1;Rr為滾子半徑;C 為弧面分度凸輪與分度盤的中心距。假設(shè)滾子半徑Rr=0,則式(1)變?yōu)椋?/p>

將滾子軸線在弧面分度凸輪上形成的軌跡稱為弧面分度凸輪的理論輪廓,式(2)即為理論輪廓方程。根據(jù)前面的假設(shè)條件,此時(shí)r為滾子軸線上一點(diǎn)到分度盤中心的距離。
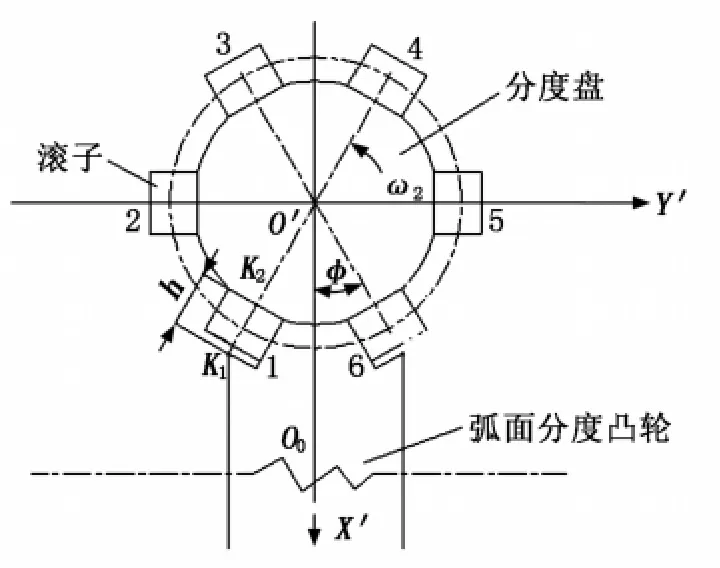
圖1 弧面分度凸輪機(jī)構(gòu)工作原理圖
2 弧面分度凸輪建模原理[2]
取r=r1=O′K1,K1為分度盤滾子軸線延長(zhǎng)線與凸輪槽底面的交點(diǎn)。將r=r1代入式(2)可得到凸輪旋轉(zhuǎn)一周時(shí),第一個(gè)滾子上K1點(diǎn)在凸輪理論輪廓上的軌跡(R(1)K1)的表達(dá)式:


3 弧面分度凸輪理論輪廓的實(shí)現(xiàn)程序[3]
若用常規(guī)的建模方法,當(dāng)凸輪的參數(shù)變化時(shí)必須重新建模,由此導(dǎo)致整個(gè)凸輪的設(shè)計(jì)過程變得復(fù)雜。為簡(jiǎn)化此過程,本文在建模時(shí)采用參數(shù)化方法,這樣當(dāng)需要改變凸輪的某個(gè)參數(shù)時(shí),只需改變其相應(yīng)的參數(shù)值,凸輪模型即可自動(dòng)生成。
3.1 弧面分度凸輪驅(qū)動(dòng)參數(shù)
弧面分度凸輪驅(qū)動(dòng)參數(shù)見表1。
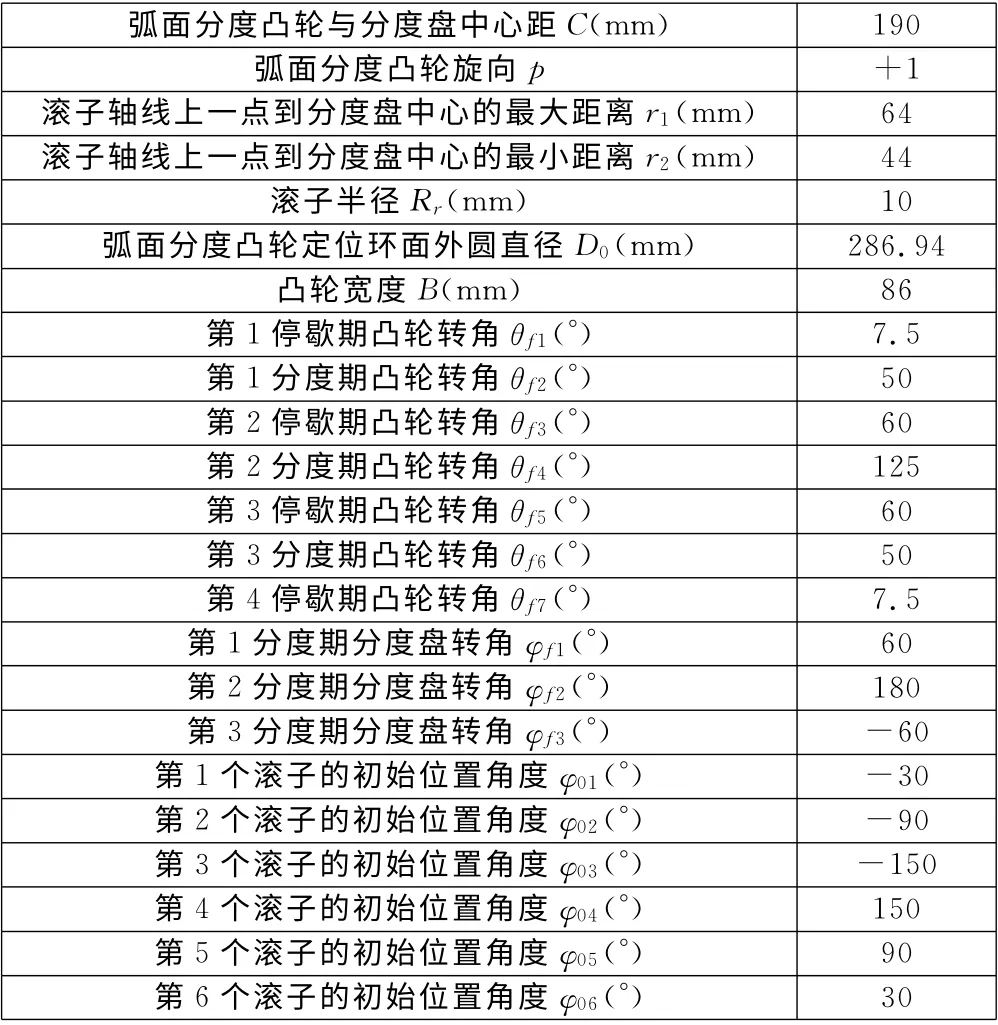
表1 弧面分度凸輪驅(qū)動(dòng)參數(shù)
3.2 弧面分度凸輪理論輪廓程序編制
以選定的從動(dòng)件運(yùn)動(dòng)規(guī)律(文中以修正正弦為例)和圖2[4]為依據(jù),在前面分析得出的弧面分度凸輪理論輪廓邊界曲線方程關(guān)系式(3)、式(4)的基礎(chǔ)上,結(jié)合Pro/E關(guān)系方程式建立的條件,編寫出每個(gè)滾子對(duì)應(yīng)的弧面分度凸輪理論輪廓曲面的邊界曲線程序。
由圖2可看出,該凸輪共有4個(gè)停歇期和3個(gè)分度期,程序編寫如下。
3.2.1 第1停歇期程序
(1)根據(jù)式(3)編出的邊界曲線程序如下:
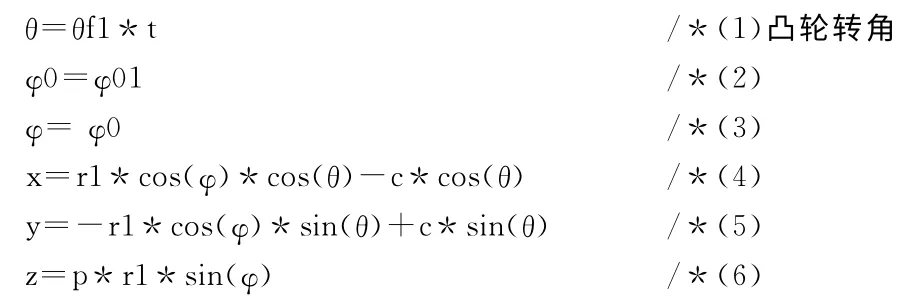
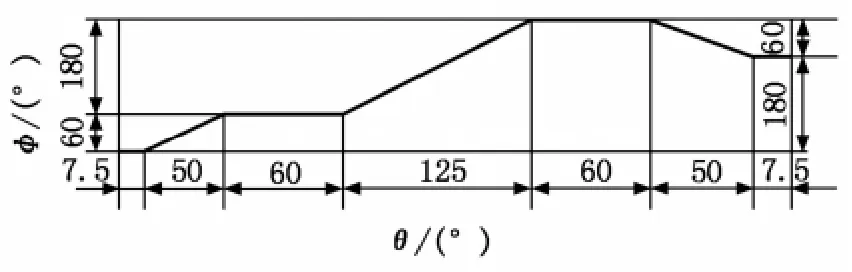
圖2 弧面分度凸輪運(yùn)動(dòng)循環(huán)圖
(2)根據(jù)式(4)編出的邊界曲線程序如下:


其中,t為Pro/E 內(nèi)部參數(shù),其值由0~1 逐漸變化。Pro/E系統(tǒng)記事本中的數(shù)學(xué)表達(dá)式θ=θf(wàn)1*t保證凸輪轉(zhuǎn)角θ從0°~7.5°逐漸變化,以此類推,后面情況相同。
該階段參與嚙合的為滾子1和6,只需將上面程序段(2)的φ01替換為φ06即可得到相應(yīng)滾子輪廓的程序。
3.2.2 第1分度期程序
(1)第1分度期第一段的程序。根據(jù)式(3)編出的邊界曲線程序如下:
根據(jù)式(4)編出的邊界曲線程序如下:
該階段先后有6、1和2三個(gè)滾子參與嚙合,對(duì)于不同的滾子只需將程序段(3)的φ06分別替換為相應(yīng)的角度φ01和φ02,即可得到滾子相應(yīng)的邊界曲線程序。
(2)第1分度期第二段的程序。將第1分度期第一段程序中的程序段(1)和(4)做如下替換,其余的與第一段完全相同。即:

(3)第1分度期第三段的程序。將第1分度期第一段程序中的程序段(1)和(4)做如下替換,其余的與第一段完全相同。即:

3.2.3 第2停歇期程序
只需將第1停歇期程序中的程序段(1)和(2)做如下替換,其余的完全相同。即:

此階段參與嚙合的滾子為1和2,同樣只需將程序段(2)中φ01替換為相應(yīng)的角度φ02,即可得到相應(yīng)滾子的邊界曲線程序。
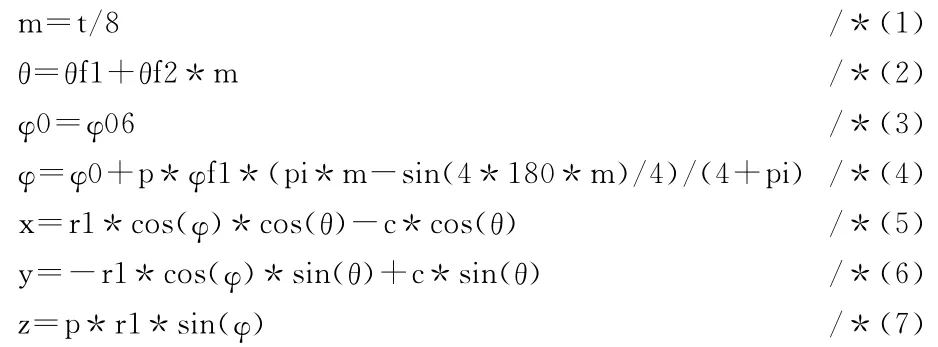
3.2.4 第2分度期程序
只需將第1分度期中所有程序的程序段(2)、(3)替換為下面相應(yīng)的程序,并將程序段(3)中的φf1替換為φf2,其余的完全相同。即:

此階段先后參與嚙合的滾子為1、2、3、4和5,只需將程序段(3)中的φ01分別替換為相應(yīng)的角度φ02、φ03、φ04和φ05,即可得到各滾子相應(yīng)的邊界曲線程序。
3.2.5 第3停歇期程序
只需將第1停歇期程序中的程序段(1)和(2)替換為下面的程序,其余的完全相同。即:

此階段參與嚙合的滾子為4和5,將程序段(2)中的φ04替換為相應(yīng)的角度φ05,即可得到相應(yīng)滾子的曲線程序。
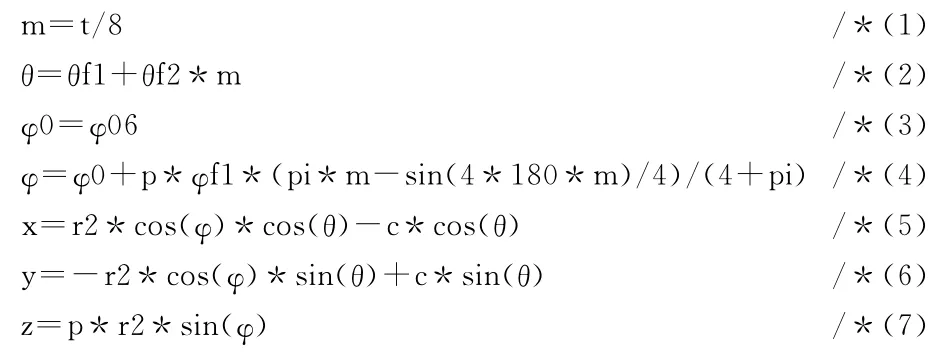
3.2.6 第3分度期程序
只需將第1 分度期中所有程序中的程序段(2)、(3)和(4)做如下替換,其余的完全相同。即:

此階段參與嚙合的滾子為3、4和5,將程序段(3)中的φ03分別替換為相應(yīng)的角度φ04和φ05,即可得到各滾子相應(yīng)的邊界曲線程序。
3.2.7 第4停歇期程序
只需將第1停歇期中程序段(1)和(2)做如下替換,其余的完全相同。即:

此階段參與嚙合的滾子為3和4,同樣只需將程序段(2)中的φ03替換為相應(yīng)的角度φ04,即可得到相應(yīng)滾子的邊界曲線程序。
4 建模的步驟[5]
建模步驟如下:
(1)在Pro/E中新建一個(gè)名為“弧面分度凸輪”的實(shí)體零件,并在記事本中添加表1中的弧面分度凸輪驅(qū)動(dòng)參數(shù)。
(2)根據(jù)弧面分度凸輪定位環(huán)面外圓直徑D0和凸輪寬度B,拉伸出毛坯基體,并給其添加關(guān)系式。
(3)曲線程序編好后,運(yùn)用Pro/E 中的從方程畫曲線命令,在毛坯基體上分段畫出理論輪廓的邊界曲線,如圖3所示。
(4)運(yùn)用掃描命令建立理論輪廓,如圖4所示。
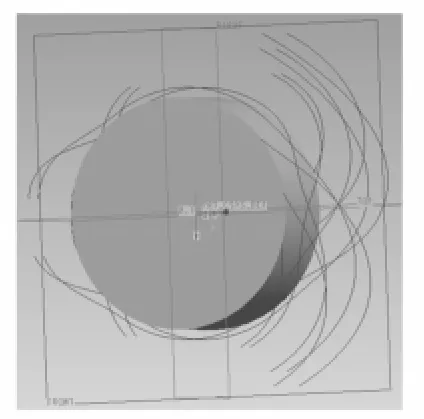
圖3 理論輪廓曲面的邊界曲線
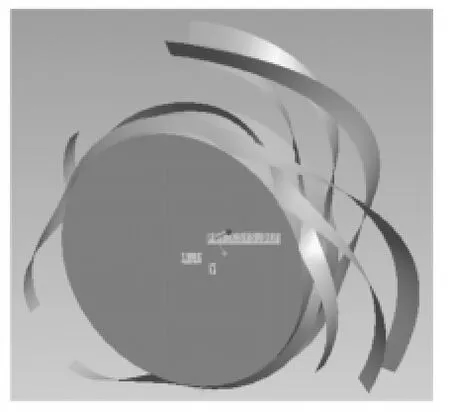
圖4 理論輪廓曲面
(5)以滾子半徑為距離對(duì)理論輪廓曲面進(jìn)行法向偏置,并給偏置量添加關(guān)系式,得到凸輪的工作輪廓曲面,如圖5所示。
(6)運(yùn)用可變剖面掃描命令對(duì)凸輪毛坯基體進(jìn)行切除,得到凸輪實(shí)體,如圖6所示。

圖5 工作輪廓曲面
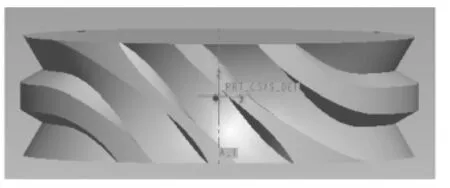
圖6 弧面分度凸輪實(shí)體
5 結(jié)語(yǔ)
本文以修正正弦曲線運(yùn)動(dòng)規(guī)律為例,利用Pro/E強(qiáng)大的參數(shù)化建模功能,提出了ATC 用弧面分度凸輪的精確自動(dòng)化設(shè)計(jì)方法,大大提高了凸輪設(shè)計(jì)的精度和效率,也為以后設(shè)計(jì)更高要求的復(fù)雜凸輪提供了參考。
[1] 劉昌祺,牧野洋,曹西京.凸輪機(jī)構(gòu)設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,2005.
[2] 叢明,劉靜,李全普.復(fù)雜弧面分度凸輪精確建模的新方法[J].中國(guó)機(jī)械工程,2009(6):669-672.
[3] 胡文祥.基于Pro/ENGINEER 平臺(tái)的弧面分度凸輪特征造型[J].機(jī)床零部件,2006(7):36-41.
[4] 賀煒,蔚澤峰,陳嬋娟,等.加工中心弧面凸輪式自動(dòng)換刀裝置(ATC)[J].制造技術(shù)與機(jī)床,2000(8):23-24.
[5] 徐瑞霞,黃克正,李新強(qiáng).針對(duì)空間凸輪工作廓面的間接建模方法[J].機(jī)械設(shè)計(jì),2006,23(2):48-50.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:25
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
