一種小型拉臂鉤可靠性試驗裝置
2013-12-30 08:23:54劉慶超
專用汽車 2013年3期
劉慶超
LIU Qing chao-
上海華冠希爾博專用車輛有限公司 上海 201707
1 前言
為提升垃圾裝載工作效率,避免垃圾運輸中的二次污染,車廂可卸式垃圾車在城市環衛系統中越來越受到青睞。拉臂鉤是車廂可卸式垃圾車的核心裝置,因此,需在設計定型階段根據QC/T 52-2000 《 垃圾車》作業可靠性試驗方法對拉臂鉤裝置進行作業可靠性試驗[1]。
2 可靠性試驗設計說明
根據需求,公司研制了一款小型車廂可卸式垃圾車,依據前述,需對該車的R型拉臂鉤進行可靠性作業試驗。試驗時,原需采用如圖1所示的二類底盤安裝R型拉臂鉤后,用V2車廂進行可靠性試驗,但考慮到拉臂鉤的常規試驗重復利用性較高,且為了節省燃油,故設計開發了一款拉臂鉤可靠性試驗裝置。
3 可靠性試驗裝置設計考慮的因素
拉臂鉤的可靠性試驗是指拉臂鉤在額定載荷下進行若干次工作循環操作而無異常的試驗。結合QC/T 52-2000標準的要求,R型拉臂鉤可靠性試驗裝置設計時要考慮的因素有:
a. 必須能實現拉臂鉤工作循環的全部動作,且動作順序與實際相同。該R型拉臂鉤一個工作循環,在QC/T 52-2000標準中描述為“裝載機構將置于地面的滿載垃圾桶(箱)提升并將垃圾傾卸到垃圾車內,然后將空桶(箱)放置于地面為一次”,實際分解動作由拉廂、車廂舉升(自卸)、卸廂等組成,這些動作是有先后順序的,如圖2所示。
b. 試驗裝置必須能加裝額定載荷以模擬車廂滿載狀態,不加額定載荷進行的試驗不能稱為可靠性試驗。
c. 試驗裝置中的工裝部分應有足夠的強度和剛度,以滿足試驗中拉臂鉤在負載狀態下多次工作循環的重復沖擊。
d. 拉臂鉤結構件及關鍵元器件能在可靠性試驗中得到驗證。該R型拉臂鉤可靠性試驗,不僅能驗證結構件的設計合理性、焊接強度符合性,也能驗證主油缸、鎖緊油缸、液壓橡膠管等關鍵零件是否可靠,為早期失效分析提供試驗證據。
e. 工作循環時間和液壓系統壓力可實現調整功能。拉臂鉤的拉廂、卸廂、舉升等動作的時間以及液壓系統的壓力,在設計時都做了規定,因此,試驗裝置應將該因素考慮進去,以保證可靠性試驗與實際工況接近一致。
f. 可靠性試驗過程中,液壓系統的油溫不能超過70 ℃。這是QC/T 52-2000標準的明確要求,由于液壓系統零件在超過70 ℃的工作環境中發生失效的概率急劇增大,可靠性試驗作為呈連續狀態的多次工作,更需要考慮這個因素。
g. 可靠性試驗的安全性。試驗過程中拉臂鉤會將四輪試驗架舉升超過45°,并具有一定的沖擊性,長時間試驗時要避免存在危及安全的因素。因此,可靠性試驗裝置四腿支撐架要與地面固定,防止裝置挪移,且周圍預留一定距離。
h. 可靠性試驗的操作方便性和易觀察性。圖2所示的拉臂鉤裝卸操作,需要操作人員進入駕駛室內,扭頭朝后透過駕駛室后面的窗口觀察動作情況,如多次重復試驗,試驗操作人員很容易出現疲勞。可靠性試驗裝置設計時需考慮解決這一問題。
4 可靠性試驗裝置的組成
R型拉臂鉤可靠性試驗裝置可分為裝卸單元、液壓控制單元和PLC控制單元三部分,下面分別簡要介紹,可靠性試驗裝置如圖3所示。
4.1 裝卸單元
裝卸單元分為三部分:拉臂鉤鋼構部件、四輪試驗架及四腿支撐架。拉臂鉤鋼構部件是可靠性試驗的基本試驗對象,是定型R型拉臂鉤產品。四輪試驗架在試驗中的功能是代替V2車廂,即試驗時把V2車廂的前、后、左、右、上部的結構去掉,保留底梁結構并用角鋼加固,這樣既能夠保證試驗架的強度和剛度,也可參照產品的額定裝載能力,在四輪試驗架底梁面板上安裝一件質量為1 t的標準砝碼作為額定載荷,標準砝碼用角鋼固定,不可滑動和脫落。四條支腿支撐架是拉臂鉤產品和四輪試驗架的承載工裝,高度尺寸設計時與原二類汽車底盤高度一致,框架由Q345B材料矩形鋼焊接而成,四腿交叉焊接為三角形使其穩固,保證其具有足夠的強度和剛度。四腿支撐架的四條支腿采用膨脹螺栓固定于地面,保證試驗沖擊時整個系統不會出現挪移和振動。
4.2 液壓控制單元
液壓控制單元是該R型可靠性試驗裝置的動力提供單元,由電磁多路閥、油箱、油溫冷卻風扇、液壓金屬管件、橡膠管件等組成,其原理如圖4所示。電磁多路閥由兩個三位四通電磁閥和一個兩位兩通電磁閥(主控閥)組成,兩個三位四通電磁閥分別控制鉤臂油缸(主油缸)和鎖鉤油缸的伸縮,主控閥則協同完成工作,鉤臂電磁多路閥為O型(閥芯在中位時A、B、P、T四個油口互不相通),鎖鉤電磁多路閥為Y型(閥芯在中位時A、B、T三油口相通,P油口不與任何一個油口相通),分別用兩根橡膠管和鉤臂(鎖緊)油缸和多路閥相連,兩個電磁閥不可同時聯動,這也是拉臂鉤裝卸車廂的設計要求。橡膠管液壓控制單元的動力部分由380 V的交流電機提供。電機安裝于油箱上,帶動安裝于油箱內的油泵,油箱出油口裝有循環液壓油濾網,以保證液壓系統中的工作油處于清潔狀態。為防止油溫超出標準范圍,液壓油回路中加裝了柵格油溫冷卻風扇,對液壓管路流過的液壓油冷卻。液壓控制單元安裝了壓力表,可對液壓油工作時的系統壓力進行調節和監控,并可通過對閥路和液壓系統壓力的調整實現調整裝卸等動作的時間,冷卻風扇如圖5所示。
4.3 PLC控制單元
PLC控制單元是人機對話部分,以實現試驗的具體操作。該部分由380 V電源接口、變壓器、過載保護繼電器、閥組控制器、計數器、顯示開關、遙控器等組成。380 V電源接口直接取于廠房供電箱,變壓器將380 V交流電源轉換為24 V直流電源,用于電磁閥組控制器。為防止電流過大損壞電器元件,控制回路加裝了過載保護繼電器。為提高計數準確性以及計數方便性,該R型拉臂鉤試驗裝置加裝了計數傳感器,并在PLC控制單元中增加了計數器,自動計算可靠性循環次數。PLC控制單元設計時考慮為手動和自動可自由切換的操縱方式,手動方式是普通模式,自動方式是遙控模式,加裝的遙控器單元極大地方便了試驗操作,試驗人員通過遙控器按鈕即可完成拉臂鉤裝卸和鎖緊動作,減少了工作強度。由于可靠性試驗裝置視野開闊,較容易觀察試驗過程中是否發生異常,計數傳感器位置如圖6所示。
5 應用
該可靠性試驗裝置制作完成后,對R型拉臂鉤進行了可靠性試驗。試驗開始時對試驗裝置進行了調試,使拉臂鉤裝卸工作循環時間和系統壓力保持在設計要求范圍之內。試驗表明,只需一個人便可通過遙控器(不靠近試驗裝置)進行可靠性試驗,系統自動進行可靠性試驗次數計數并顯示,試驗人員操作安全而又便于觀察。R型拉臂鉤背負載荷5 000次可靠性試驗數據統計如表1所示。從表1可以看出,R型拉臂鉤在可靠性試驗中裝廂、卸廂及自卸方面表現穩定,試驗結束后,對R型拉臂鉤鋼構件焊接、鉤環、后滾輪、鉤臂油缸、鎖緊油缸、多路閥密封性及液壓管路清潔度等檢查無異常,達到試驗設計和應用的目的。
為明確在不加柵格油溫冷卻風扇下的液壓系統油溫情況,在可靠性試驗初期,關閉油溫冷卻風扇并對油溫數據進行了記錄,結果如表2所示。
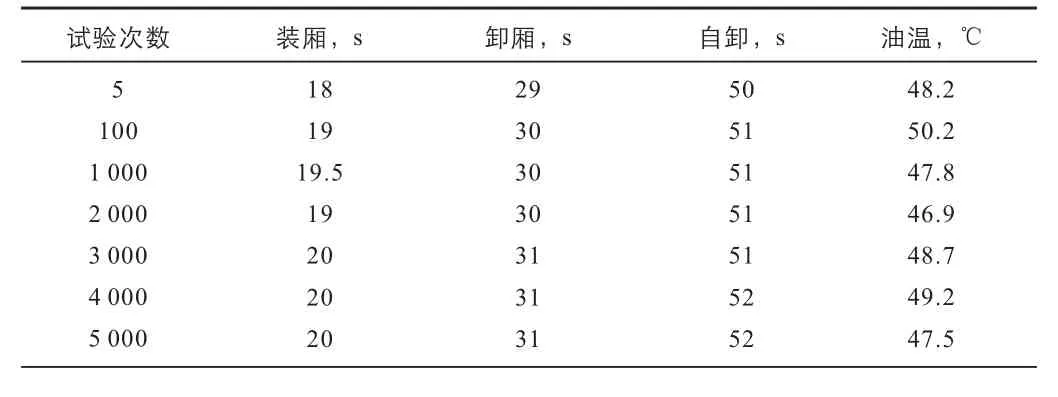
表1 R型拉臂鉤背負載荷5 000次可靠性試驗數據的統計

表2 冷卻風扇處于關閉狀態下的液壓系統的油溫度測量記錄
表2說明,在可靠性試驗中,當冷卻風扇關閉時,液壓系統的液壓油溫度逐漸上升,試驗至90 min后,油溫即上升超過70℃,必須開啟風扇工作。當風扇開始工作后,液壓油的溫度得到控制,可保持在50℃左右。
6 結語
通過對該試驗裝置的設計和應用,有效地解決了R型拉臂鉤可靠性試驗問題,該思路同時也可以應用和推廣到其他拉臂鉤可靠性定型試驗或額定提升能力試驗當中。
[1] QC/T 52-2000中華人民共和國行業標準[S].