基于錐孔齒輪加工的工藝規程編制新方法研究
2013-12-31 07:16:32杜世法韓紅
機械工程師 2013年4期
關鍵詞:工藝
杜世法, 韓紅
(渤海船舶職業學院機電工程系,遼寧葫蘆島125005)
1 引 言
工藝規程是指導生產的技術文件,是整個機械產品制造過程的重點之一。它不但要求編制者具有豐富的生產實踐經驗,還要有扎實的機械制造工藝理論基礎,并且要兼顧質量、生產率、經濟性等多個環節。筆者在多年的教學和生產實踐中發現,學生在課堂中學習了很多工藝知識,但在生產實踐中面對一個零件時仍然不知該如何編寫工藝,所學不能所用;而工廠中很多成熟的技術人員大部分靠經驗編寫工藝,不能系統、科學地編寫工藝規程。針對以上問題,筆者總結了一套全新的編制工藝規程新方法,即“疊加信息,橫縱交錯,重點突出”法,在實際應用中,得到了廣泛的認可。本文僅以一個較特殊的錐孔齒輪為例介紹這種工藝編制新方法。
2 分析零件圖
2.1 確定零件類型
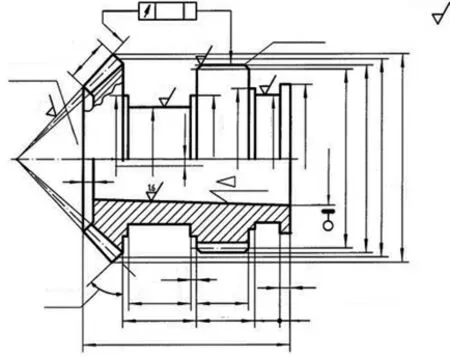
圖1 錐孔齒輪零件圖
錐孔齒輪零件圖如圖1。根據零件類型,可以借鑒此類零件的現有工藝和加工經驗快速有效地編寫合適的工藝。一般零件分為回轉類和非回轉類兩種,前者根據工作表面可分為軸盤類、套環類、齒輪類、其它類等。該零件齒輪部分加工先不考慮,因此可將其定義為軸類件。這是第一個信息,說明該件的工作表面為外圓,而且加工方案一般為車、磨,這些信息都會在下面的分析中用到。
2.2 抓住零件結構要點
根據圖中零件表面特征,該零件結構要點如下:偏心外圓、錐度內孔、階梯多。根據“疊加信息”的方法,這些信息與得到的信息疊加,說明偏心外圓是外圓工作面的重點,在加工時要特殊對待。
2.3 零件技術要求分析
(1)精度及粗糙度分析。根據各表面尺寸及形位精度確定其精度等級,如表1 所示,精度越高的表面編寫的工藝路線就會越長,如圖中粗箭頭所示。
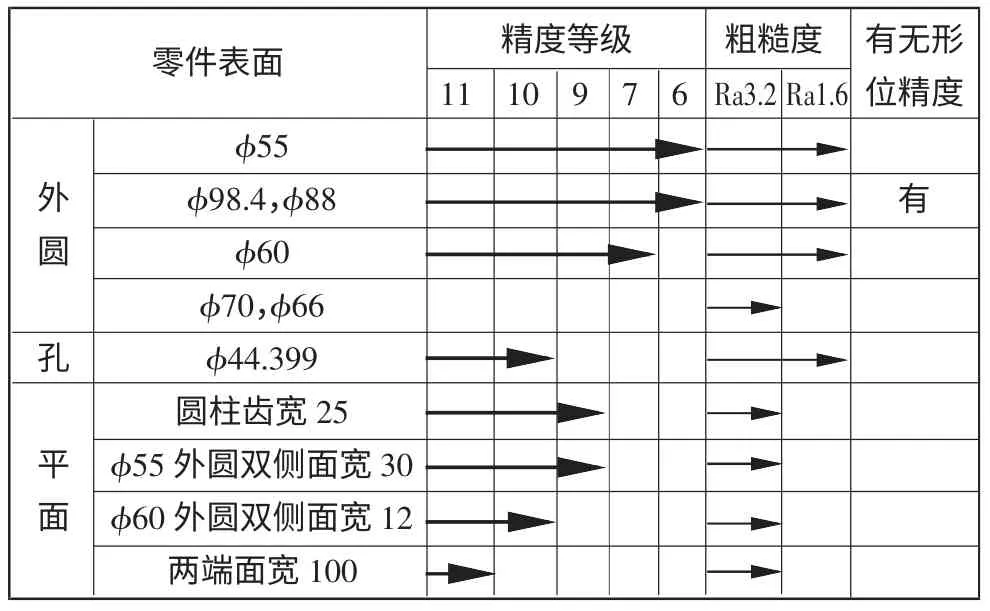
表1 零件圖精度分析表
(2)分析結論。根據表1 中精度等級、粗糙度及形位精度情況分析,零件重要表面為φ55mm、φ98.4mm、φ88mm;次要表面為φ60mm、φ44.399mm;一般面為表中各平面。
分析零件圖部分主要采用“疊加信息”法,從圖中找到重要的信息點,然后層層疊加,將工件表面分層,為下一步工藝路線擬定打好基礎。
3 工藝路線擬定
3.1 表面加工方法及加工方案確定
外圓表面常見的加工方法有車削和磨削,如表1 所示,零件重要表面φ55mm、φ98.4mm、φ88mm 的精度等級為6,粗糙度為Ra1.6,精車即可達到,就無需磨削了。
軸類件內孔表面常見加工方法有鉆、擴、鉸、車等,圖中φ44.399mm 孔較適宜先鉆后車的方法,根據精度等級半精車即可達到。此零件的平面均為軸的外圓端面,因此采用車削即可實現。
3.2 初步擬定加工路線
根據前面的分析在表2 中畫出5 條豎線(帶箭頭虛線),第一條豎線表示粗加工所包含的表面,第二、三條豎線表示半精加工由兩次完成,第二條豎線為第一次半精加工所包含的表面,第三條豎線代表包含了第二次半精加工所包含的表面,從橫向線可知φ60mm 外圓雙側面寬12mm 比φ55mm 外圓雙側面寬30mm 工藝路線短一些,因此可在第一次半精加工完成該表面加工。表中第四、五條豎線包含了精加工的各表面,具體同上。通過橫縱交錯的方法初步擬定加工路線如下:
(1)粗車外圓φ55mm、φ98.4mm、φ88mm、φ60mm、φ77mm、φ66mm,鉆孔φ44.399mm,粗車兩端面。(2)半精車外圓φ55mm、φ98.4mm、φ88mm、φ60mm,內孔φ44.399mm及各端面,分兩次完成。(3)精車外圓φ55mm、φ98.4mm、φ88mm、φ60mm,分兩次完成。
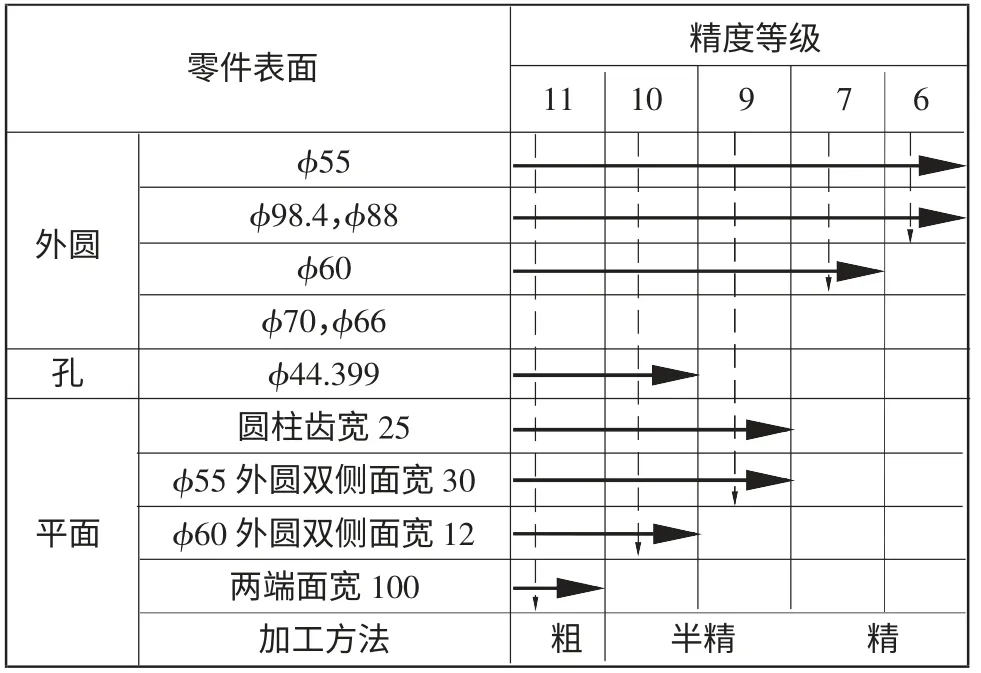
表2 橫縱法分析表
以上為通過“橫縱交錯”法初步擬定加工路線的全過程,此方法打破了傳統的制訂工藝規程的步驟。在分析零件圖時,先找到關鍵的信息點,并將其組合排列成橫向線如表1 所示,表中線越長,信息點越多,加工路線越長,表面也越重要。按照橫向線再畫出縱向線如表2 所示,線的長短代表了加工表面的數量,因此粗加工時表面較多,精加工表面較少。
4 修訂工藝路線
加工路線初擬后,還不能作為最終的工藝規程,有很多關鍵的信息點我們還沒有考慮,因此要反復修訂。
4.1 確定定位基準
確定零件的類型為軸類件,可以按照一般的基準選擇原則:基準重合和基準統一。分析該件的特點是錐度內孔及階梯多,多且復雜的階梯外圓必須通過內孔定位才能實現。因此內錐孔φ44.399mm 的粗精加工就要單拿出來放在半精車外圓前,如圖2 工藝卡片所示。
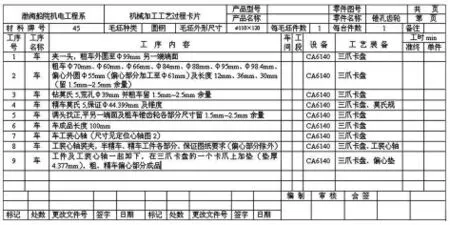
圖2 錐孔齒輪加工工藝過程卡片
4.2 特殊問題特殊對待
該零件特別的部分是偏心外圓。外圓的加工并不難,但如何裝夾呢?那就得特殊問題特殊對待了。單做一套夾具既費時費力還不經濟,若在原來的夾具上加裝偏心墊既方便又可行。偏心墊厚度計算公式:

式中:t-偏心墊厚度;e-偏心距,e=3mm;d-被加工件夾持部分直徑,d=55mm。計算后偏心墊厚度t=4.377mm。
具體加工見圖2 工藝卡片所示。
4.3 專用夾具的設計與加工
通過內孔定位可實現階梯外圓的加工。內孔定位需要的夾具是定位心軸,因此要設計一套專用夾具,如圖3 所示。
圖3 定位心軸設計圖
5 結 論
通過“疊加信息,橫縱交錯,重點突出”的編制工藝新方法,將舊有的分析零件圖、確定毛坯、擬定工藝路線的方式重新整合,靈活運用,由面到點,先找到諸多信息點,疊加排列成橫縱交錯線,根據橫縱線完成一套立體的工藝路線,最后再根據重點信息重新修訂工藝路線,查表和經驗估算加工余量,計算工序尺寸及公差,并將其填入工藝卡片中,這套全新的方法是多年經驗和實際應用所得,可操作性強,得到廣大師生和業內人士的認可。
[1] 趙志修.機械制造工藝學[M].北京:機械工業出版社,1995.
[2] 陳舒拉.公差配合與檢測技術[M].北京:人民郵電出版社,2007.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
