PCB銑加工中的簡單數學原理
2014-01-13 09:30:36龔磊王嘉
印制電路信息
2014年11期
龔 磊 王 嘉
(天津普林電路股份有限公司,天津 516008)
1 前言
伴隨PCB多樣化的應用,外觀品質和尺寸精度更優的數控銑成為硬板PCB最主要的成型工藝,銑成型的優點顯而易見,復雜外形輪廓的銑削、板邊平整光滑、尺寸精度高。但在當下PCB產品種類和外形復雜程度不斷增加,尺寸誤差要求±0.1mm、甚至±0.05mm的情況下要滿足客戶需求的高精度尺寸并不容易,了解PCB數控銑加工中板尺寸變化的規律和原因是實現精密控制的必要前提。
2 銑削的特點
與沖切、V-cut加工時垂直與板面的受力不同,數控銑下刀后銑削的主要作用力在與板面相同的二元平面內,所以銑加工較少產生PCB板因Z向承力所致的分層、開裂等缺陷,而較多產生板邊波紋和尺寸偏差,這些成因與成型機主軸順時針旋向和銑刀的結構密不可分,圖1和圖2分別為上排屑魚尾型通用銑刀的切削刃實圖和銑加工時的刃部橫切示意圖,銑加工時銑刀刃與成型機主軸為相同的順時針旋向。
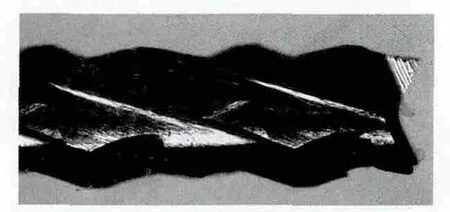
圖1 銑刀切削刃實圖
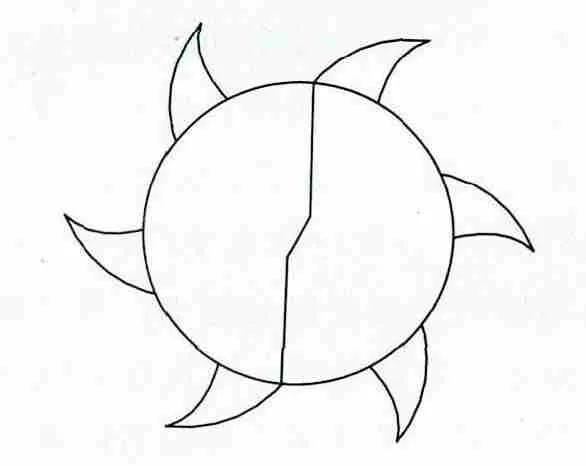
圖2 銑刀刃部橫切示意圖
3 銑刀進給方向與尺寸關系
PCB的銑加工過程銑刀的運動其實可以近似看成順時針勻速圓周運動與勻速直線運動的合成,如圖3,如果忽略銑刀進給方向的直線運動,只考慮主軸自轉的圓周運動,則靜態觀察t1與t2兩個時刻,理想狀態下兩側殘余的基板突尖大小是相同的。
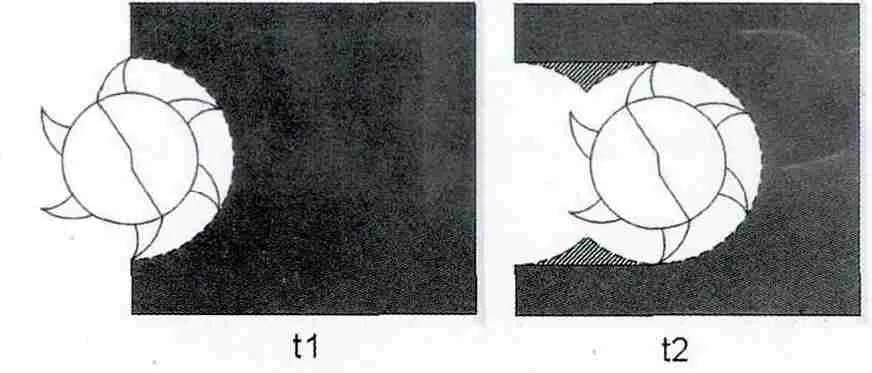
圖3 銑刀圓周運動兩側殘余基板突尖
實際因為有勻速直線F速度的合成,我們用極限的方法,將銑刀等效為只有一個切削齒,假設一個完整的切削周期為T,截取兩個時間段分析,分別為迎著和背向切削刃一側刀齒剛過最低點后的1/4周期內,如圖4,刀齒的切削速度為直線進給速度Fe和圓周切線速度Fs的合速度。……
登錄APP查看全文