盲埋孔板的次外層壓板樹脂塞孔之孔口凹陷問題研究
2014-01-13 09:30:56樊后星任軍成
印制電路信息
2014年11期
葛 春 羅 龍 樊后星 任軍成
(珠海方正科技高密電子有限公司,廣東 珠海 519175)
1 試驗背景
電子產品日新月異,并朝著體積小,質量輕,功能復雜的方向不斷發展,這對印制電路板(PCB)提出了更高的要求。PCB質量高低將直接影響電子產品的可靠度。
近期以來,“F10層-A”、“F08層-B”等多個編號盲埋孔板出現VIP孔孔口嚴重凹陷的品質問題,流入客戶端,PCBA回流后會造成錫球高度及大小不均勻,從而影響錫球與印制板的共面性而發生虛焊,出現嚴重的品質事件。如圖1所示。
出現以上問題的主要原因是:盲埋孔板件次外層板件厚度超過0.5 mm,由于板厚較大,采用壓合流膠方式難以將盲孔填滿,因此需預先進行樹脂塞孔;板件生產至外層沉銅電鍍后即形成VIP孔結構,在次外層板樹脂塞孔時因樹脂塞不滿或樹脂脆斷,就可能造成以上VIP孔孔口凹陷品質缺陷。
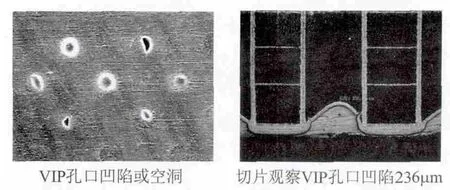
圖1 孔口凹陷/空洞
圖1、表1為“F10層-A圖2”、“F08層-B圖3”板件次外層板件厚度及樹脂塞孔相關信息。
對于薄板樹脂塞孔,分析孔口凹陷產生原因如圖4。

表1

圖2 F10層-A
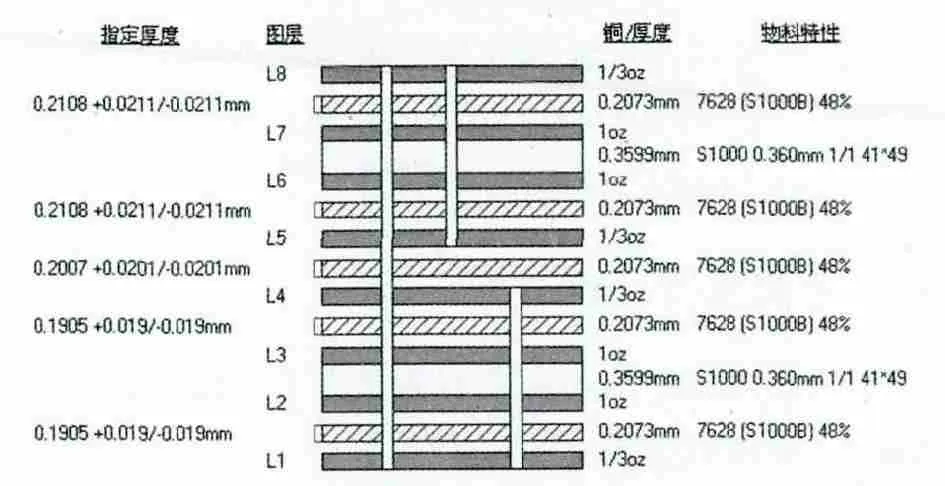
圖3 F10層-A
圖4中,圈標記的內容為造成薄板樹脂塞孔孔口凹陷的主要原因,根據實際情況,確定從不同板厚、塞孔油墨、固化條件三個方面進行試驗比較。
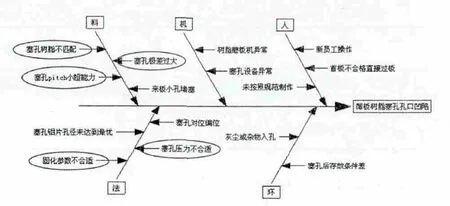
圖4 孔口凹陷魚骨圖分析
2 試驗目的
確認因薄板(0.5 mm~1.5 mm)樹脂塞孔凹陷或樹脂脆斷而造成盲埋孔板VIP孔孔口凹陷/空洞問題的主要因素,從以下方面進行試驗:
(1)比較不同樹脂(PHP 900 MB-10A和PHP 900 IR-6P)制作效果;
(2)比較不同板厚(包括0.6mm、0.7mm、0.9mm、1.1mm、1.5 mm)樹脂塞孔孔口凹陷比例;
(3)比較樹脂塞孔一次固化、二次固化的影響;……
登錄APP查看全文