縫紉機專用交流伺服系統設計
2014-01-16 05:57:46周月陽祝本明
電子設計工程 2014年14期
侯 華,周月陽,祝本明
(中國兵器工業第五八研究所 四川 綿陽 621000)
目前, 隨著國內工業縫紉機的制造和設計水平逐年提高,帶有數字交流伺服控制系統的工業縫紉機, 因其服裝加工效率高、省電省時、能夠極大的改善工人作業的勞動強度, 其需求和產量正逐年提高, 國內大部分服裝廠開始普及和推廣這種全自動化的縫制設備。但是隨著交流伺服控制技術在縫制設備上的推廣, 縫紉機生產廠家對伺服控制系統的可靠性、性價比和多機種適配性提出了更高的要求[1]。縫紉機控制系統一般由主軸交流伺服電機(主軸,上下運動)、水平橫向進給軸電機(X軸,橫向運動)、水平豎向進給軸電機(Y軸,縱向運動)、水平旋轉進給軸電機(Z軸,水平旋轉)組成。根據縫制工藝要求,進給軸電機與主軸電機需保持同步聯動,主軸伺服電機主要負責帶動主軸電機旋轉從而帶動機針上下運動,同時主軸電機還要向X、Y、Z軸驅動器發送同步位置控制信號。該同步位置控制信號驅動相應的電機帶動相應機械部分,實現對壓框的運動控制[2]。因此,交流伺服驅動器的設計直接關系到縫紉機控制系統整體性能。
1 設計原理
隨著縫制設備控制系統集成度的提高,系統硬件日益復雜,強弱電混合、模數電路混合、工作頻率增高,導致系統內干擾更加嚴重。交流伺服系統作為功率器件,電源設計的可靠性直接影響系統的性能[3]。交流伺服驅動系統框圖如圖1所示。
2 硬件設計
交流伺服驅動器以高性能DSP為處理器,運用現代伺服電機控制理論,以旋轉編碼器和電流傳感器為反饋,以智能功率模塊(IPM)為逆變器實現對交流伺服電機的高性能控制。交流伺服驅動器系統主要完成電機位置環、速度環、電流環的實時控制[4-7]。專用縫紉機交流伺服驅動器設計原理框圖如圖2所示。
2.1 DSP模塊
系統以TI公司的TMS320F28335為主控芯片,以Lattice公司的ISP-4128V為輔助芯片,外擴一片容量為512 KB的RAM以及一片256字的EEPROM,具有4通道的DA輸出口,并且具備SCI和CAN通訊功能。
DSP主要完成電機位置環、速度環、電流環的實時控制,通過改變輸出脈沖的總個數和頻率就能控制電機的轉動位置和轉速。
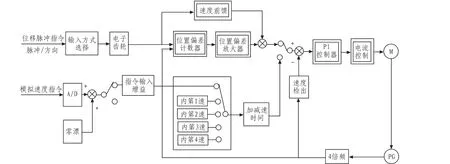
圖1 交流伺服驅動框圖Fig.1 Block diagram of AC servo drive
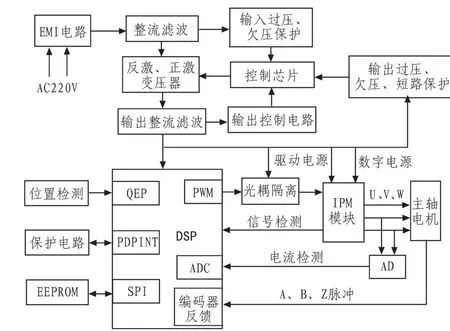
圖2 軟件設計的流程圖Fig.2 Flow chart the software design
在控制程序中主要有以下幾種控制模式:位置控制、速度控制、轉矩控制。控制程序在Dsp內完成,通訊方式主要為SCI與CAN通訊,在Dsp內編寫了專門的測試程序,用于對電機電流、位置、反饋等信息的實時檢測,通過總線將采集的數據存放于外擴RAM中,然后通過CAN接口上傳到PC調試軟件,調試軟件對電機的上傳數據進行分析、生成波形等。
2.2 驅動電路
驅動器是驅動電機運轉的關鍵部分,其作用就是將220 V交流輸入經過整流濾波,再逆變后給永磁同步電機供電的電路,包括整流濾波電路、功率逆變、前置驅動、SVPWM驅動輸出及多種保護電路。
整流濾波電路將輸入220 V交流電,先經過濾波后,在經過整流橋整流,使其成為幅值平緩的直流電。
功率開關器件決定功率變換電路可以達到的最高頻率、最大電流、逆變電壓。該電路采用6個獨立的絕緣柵極雙極性晶體管(IGBT)組成功率變換電路。IGBT是功率場控晶體管MOSFET和電力晶體管GTR的復合器件,因此它既具有MOSFET的工作速度、輸入阻抗高、驅動電路簡單、熱溫度性好的特點,又包含了GTR通態壓降小、阻斷電壓高、載流能力大等多項優點。
功率驅動芯片選用PS21867 ,其內部集成了驅動緩沖電路和各種故障檢測保護電路。各個開關采用高速光耦驅動,所有PWM 引腳都上拉為高電平以防止開關誤通損壞IPM。在IPM的輸出端各串聯采樣電阻,通過光耦實時檢測電機電流的瞬時值。
2.3 速度控制設計
在速度控制器的輸入端將速度指令信號與速度反饋信號進行比較,再通過放大器將該偏差信號放大輸出作為多路乘法器的輸入信號。速度控制電路如圖3所示。
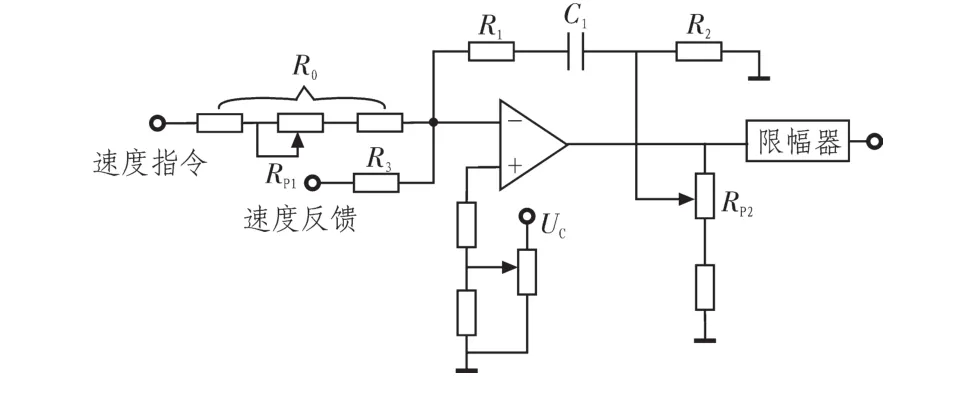
圖3 速度控制電路Fig.3 The speed control circuit
調整電位器RP1、RP2來改變放大器的增益, R1、C1決定速度控制電路的截止頻率。調節RP1來調整速度指令和速度反饋之間的相對大小,適當調整該電位器,可以抑制速度超調量。當電動機加上負載時,如果改變電位器RP2使反饋量增加,放大器的增益變小,要獲得同樣的輸出,在放大器的輸入端就必然存在較大的偏差,這就意味著速度下降較大。如果調整RP2使放大器反饋量變小,其增益必然增加,則速度下降較小。如果負載去掉后,最好調整RP2使放大器反饋量為零,反饋量為零即意味著放大器的增益將變得很大,速度降落當然很小,因為此時沒有負載施于電動機軸上。
2.4 電流控制器設計
電流控制是提高伺服系統的響應速度、控制精度,提高控制性能的關鍵,電流控制電路結構如圖4所示。電流控制器也是按PI控制規律調節電流的。
電流控制器與速度控制器一樣,也是由反饋電阻R6,電容C6等組成的近似的比例積分型放大器,它的傳遞函數與速度控制器的傳遞函數相同,不過傳遞函數中的時間常數應選得小一些。調整R 可以調節電流控制放大器的反饋量,也就調節了增益。根據R6、C6來決定電流局部控制的截止頻率。而R6、C6所決定的時間常數應大致與電動機的電磁時間常數相等。
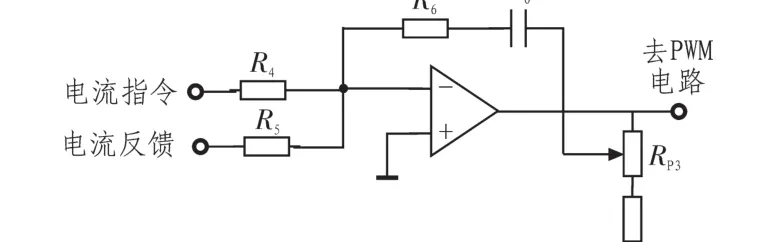
圖4 電流控制電路Fig.4 The current control circuit
2.5 位置控制設計
圖5 表示為以轉角為輸入量的位置控制系統方框圖。圖中的位置控制器主要為比例(P)控制,而把系統中擾動的影響都用速度內環的速度控制器來補償,在位置環中可不考慮對擾動的補償。
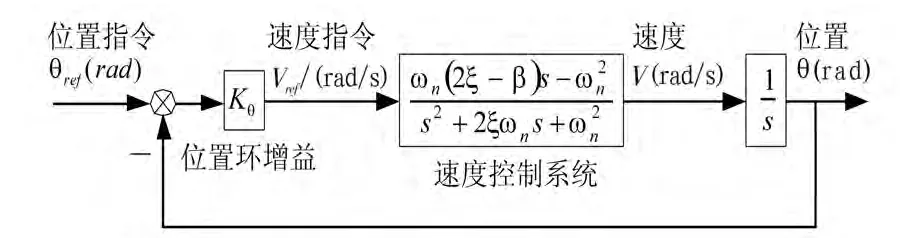
圖5 位置控制系統方框圖Fig.5 Block diagram of position control
在圖5所示的位置控制系統方框圖中,速度控制系統(PI控制)的傳遞函數為
3 軟件設計
伺服控制程序由3個部分組成:主程序、定時中斷程序、縫紉模式。
主程序內完成系統的初始化,I/O接口控制信號,DSP內各個控制模塊寄存器的設置等,然后進入循環程序,主程序如圖6所示。
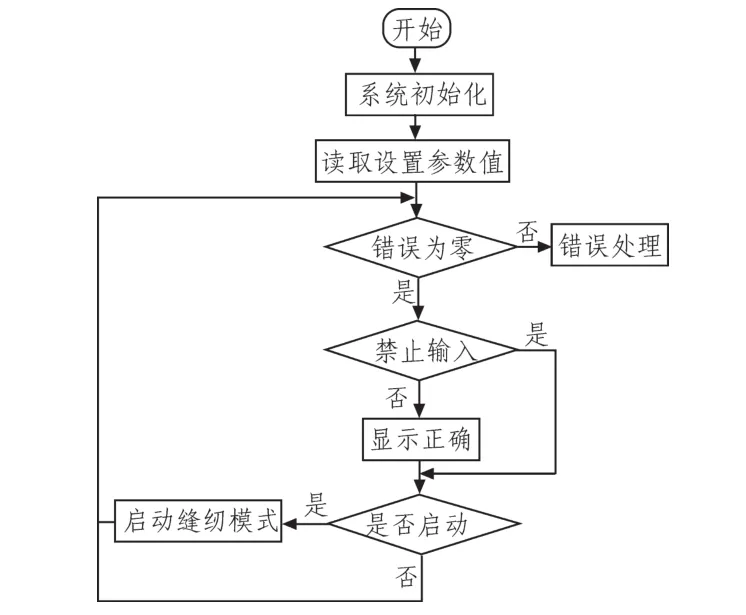
圖6 主程序Fig.6 Flow chart of main program
定時器中斷服務是系統軟件的核心部分。定時器的定時周期即為系統的控制周期。該子程序實現的是對電機的實時控制,定時器程序如圖7。外部保護中斷主要針對智能功率模塊IPM。IPM的報警信號接入DSP芯片的PDPINT引腳,當IPM報警后會在該引腳上產生一個邊沿跳變,從而觸發中斷。
圖7 定時器中斷Fig.7 Timer interrupt
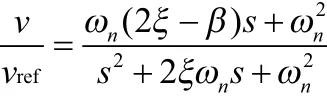
根據工業縫紉機工藝要求,縫紉機需要完成多種不同的基本操作,根據用戶設置,選擇完成其中一種模式,縫紉模式選擇如圖8。當系統進入到主程序后,首先會檢測到啟動開關信號,根據用戶的設置,判斷當前系統的工作模式,然后按照預定的模式完成相應的行程。
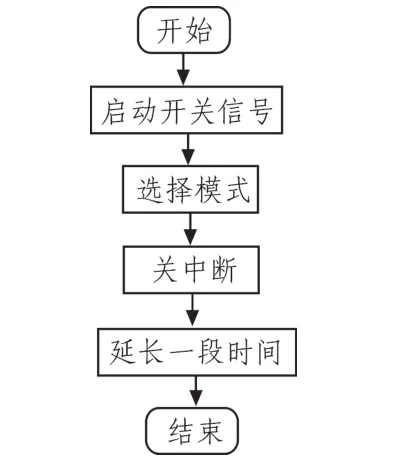
圖8 縫紉模式選擇Fig.8 Sewing mode selection
4 結 論
文中設計了一種基于DSP的縫紉機專用甲流伺服系統,針對縫紉機應用的具體情況,在保證交流伺服驅動器優異性能和滿足實際需要的前提下,對驅動器進行簡化設計,以高性能DSP為處理器、以旋轉編碼器和電流傳感器為反饋、智能功率模塊IPM為逆變器,并根據縫紉機運動的特性優化了電機位置環、速度環、電流環實時控制算法,實現對交流伺服電機的高性能控制。經過一年多的實踐應用,本設計可以應用于各種工業縫紉機控制系統。
[1]朱蘭斌,王嘉寧.基于TMS320F28034 的工業縫紉機多功能交流伺服控制系統設計[J]. 機電產品開發與創新,2011,24(2):7-9.ZHU Lan-bin,WANG Jia-ning.Design of multifunction AC Servo control system for Industrial sewing machine based on TMS320F28034[J].Development & Innovation of Machinery& Electrical Products,2011,24(2):7-9.
[2]楊奕昕,張玉輝,趙毅忠.嵌入式技術在花樣縫紉機控制系統中的應用[J]. 兵工自動化,2010,29(12):73-74.YANG Yi-xin,ZHANG Yu-hui,ZHAO Yi-zhong. The application of embedded technology to pattern sewing machine control System [J], Jouranal of Sichuan Ordnance,2010,29(12):73-74.
[3]李勇,陳志錦,郭麗. 交流伺服系統電磁兼容設計[J],四川兵工學報,2012,33(6):98-99,108.LI Yong,CHEN Zhi-jin,GUO Li. Design of AC servo system EMC[J], Jouranal of Sichuan Ordnance,2012,33(6):98-99,108.
[4] 郭麗,石航飛.基于DSP的雙軸交流伺服運動控制系統[J],兵工自動化,2010,29(9):79-81.GUO Li,SHI Hang-fei.Double servo and sovement control system based on DSP[J]. Ordnance Industry Automation,2010,29(9) :79-81.
[5]朱蘭斌,秦倉法,王嘉寧. 一種多功能數字交流伺服控制系統設計與應用[J]. 機械設計與研究,2012,28(1):72-75.ZHU Lan-bin,QIN Cang-fa,WANG Jia-ning.Design and application of a new multifunction digital AC servo control system[J].Machine Design and Research, 2012,28(1):72-75.
[6]張朝立.工業平縫機伺服控制系統的研究[D].杭州:浙江大學,2010.
[7]王曉明, 王玲. 電動機的DSP控制—TI公司DSP應用[M].北京: 北京航空航天大學出版社, 2004.
猜你喜歡
科教新報(2022年12期)2022-05-23 06:34:16
今日農業(2021年14期)2021-10-14 08:35:28
海峽姐妹(2020年8期)2020-08-25 09:30:18
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
人民中國(日文版)(2015年10期)2015-04-16 03:53:58
人民中國(日文版)(2015年9期)2015-03-20 15:08:12
