淺談順銑與逆銑在銑削加工中的應用
2014-01-21 06:53:54劉燕軍徐金成
機電產品開發與創新 2014年5期
劉燕軍,王 皚,徐金成
(北京電子科技職業學院,北京 100176)
0 引言
銑床加工是廣泛應用于制造業的很重要工種,是加工特種零件復雜的加工工序。在現代機器制造中,銑床約占金屬切削機床的25%左右。銑削的特點是銑削速度高,而且又是多刃斷續切削。銑削的加工精度為IT9-IT7,表面粗糙度值Ra 為6.3~1.6μm。利用銑床可以進行加工平面、斜面、垂直面、臺階面、各種溝槽和成型面,也可以進行分度工作;有時孔的鉆、鏜加工,也可在銑床上進行。在銑削過程中刀具與工件之間的切削過程中根據加工方法的不同及加工工藝的要求將銑削方式分為順銑與逆銑。要求銑床操作工掌握順銑與逆銑在加工中的應用及機床工件受力計算和機床調整等。
1 順銑與逆銑在銑削加工中的作用與應用
1.1 銑削的順銑與逆銑方式
順銑是銑刀對工件的作用力在進給方向上的分力Ff與工件進給方向相同的銑削方式。如圖1(a)所示。
逆銑是銑刀對工件的作用力在進給方向上的分力Ff與工件進給方向相反的銑削方式。如圖1(b)所示。
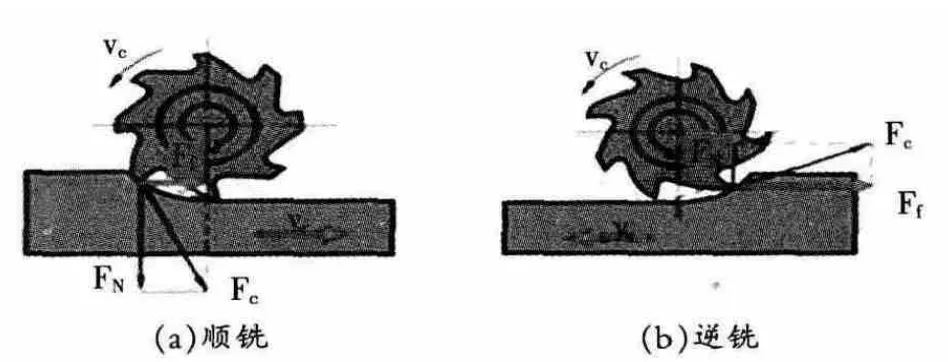
圖1 順銑和逆銑
1.2 端銑削中的對稱銑、不對稱逆銑和不對稱順銑三種方式
刀齒分布在圓柱端面上的銑刀而進行銑削的方式叫做端銑,端銑時根據銑刀與工件相對位置的不同,可分為: 不對稱逆銑如圖2(a)所示,不對稱順銑如圖2(b)所示,對稱端銑如圖2(c)所示。
(1)不對稱逆銑。不對稱逆銑是指工件相對于銑刀軸線不對稱安裝,如圖2(a)所示。銑刀以較小的銑削厚度切入工件,又以較大的銑削厚度切出工件,切出時切削厚度最大且順銑部分小于逆銑部分,故沖擊力不大,避免了后刀面對工件的擠壓和摩擦,提高了刀具的耐用度。這種加工方法刀具切入沖擊較小,切削力變化小,切削過程平穩,適用于銑削普通碳鋼和高強度低合金鋼,并且加工表面粗糙度值小,刀具耐用度較高。
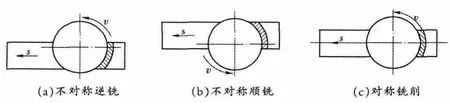
圖2 不對稱逆銑、不對稱順銑、對稱銑削
(2)不對稱順銑。不對稱順銑是指工件偏置于銑刀軸線,如圖2(b)所示。銑刀以較大的銑削厚度切入工件,又以較小的銑削厚度切出工件,雖然銑削時會有一定的沖擊,但可以避免切削刃切入冷硬層。銑刀偏置于工件對稱面的一側,它切出時切削厚度最小,且順銑部分大于逆銑部分。這種銑削方法適用于加工不銹鋼等中等強度和高塑性的材料。不對稱順銑有利于提高刀具的耐用度。
(3)對稱銑削。對稱銑削是指工件相對于銑刀軸線對稱安裝,如圖2(c)所示。它是逆銑和順銑的組合,切入和切出處的銑削厚度相等,切削力變化幅度小且分布均衡,銑削過程平穩,適宜切削具有冷硬層的淬硬鋼。由于銑刀軸線始終位于銑削弧長的對稱中心位置,它切入、切出時切削厚度相同,順銑部分等于逆銑部分有較大的平均切削厚度。一般端銑多用此種銑削方式,所以尤其適用于銑削淬硬鋼有利于提高刀具耐用度。
1.3 圓周銑時順銑與逆銑的選用
周銑法(圓周銑削方式)用刀齒分布在圓周表面的銑刀而進行銑削的方式叫做周銑;如圖3(a)順銑所示。圖3(b)逆銑所示周銑法銑削工件時的兩種方式,即逆銑與順銑。銑削時若銑刀旋轉切入工件的切削速度方向與工件的進給方向相反稱為逆銑。在用立銑刀進行切削時,沿著刀具的進給方向看,如果工件位于銑刀進給方向的右側,那么進給方向稱為順銑。反之,當工件位于銑刀進給方向的左側時,如果銑刀旋轉方向與工件進給方向相反稱為逆銑。逆銑時切屑的厚度從零開始漸增。實際上,銑刀的刀刃開始接觸工件后,將在表面滑行一段距離才真正切入金屬,這就使得刀刃容易磨損,并增加加工表面的粗糙度。逆銑時銑刀對工件有上抬的切削分力,影響工件安裝在工作臺上的穩固性。但一般普通銑床上是沒有消除絲杠螺母間隙的裝置,在粗加工中只能采用逆銑法。另外對鑄鍛件表面的粗加工,順銑因刀齒首先接觸黑皮,將加劇刀具的磨損,此時也是以逆銑為好。周銑對加工各種成形面的適應性較廣。順銑時工件的進給會受工作臺傳動絲杠與螺母之間間隙的影響。因為銑削的水平分力與工件的進給方向相同,銑削力忽大忽小,就會使工作臺竄動和進給量不均勻,甚至引起打刀或損壞機床。因此,在精加工中必須在縱向進給絲杠消除間隙調整后使縱向切削力小于工作臺進給的摩擦力時才能采用順銑。順銑的功率消耗要比逆銑時小,在同等切削條件下,順銑功率消耗要低5%~15%,同時順銑也更加有利于排屑。一般在精加工時應盡量采用順銑法加工,以提高被加工零件表面的光潔度 (降低粗糙度),保證尺寸精度。
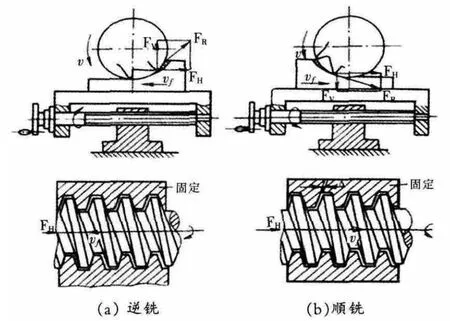
圖3 逆銑和順銑
(1)逆銑如圖3(a)所示,逆銑時,當銑刀刀齒接觸工件后不能馬上切入金屬層,而是在工件表面滑動一小段距離,在滑動過程中,切削厚度從零開始逐漸增大,當實際前角出現負值時,刀齒在加工表面上擠壓、滑行,不能切除切屑,增大了后刀面的磨損。由于強烈的磨擦,就會產生大量的熱量,同時在待加工表面易形成硬化層,降低了刀具的耐用度,影響工件表面光潔度,給切削帶來不利。當下一個刀齒切入時,又在冷硬層表面上擠壓、滑行,更加劇了銑刀的磨損,同時工件加工后的表面粗糙度值也較大。逆銑時,銑刀作用于工件上的縱向分力FN,總是與工作臺的進給方向相反,使得工作臺絲杠與螺母之間沒有間隙,始終保持良好的接觸,從而使進給運動平穩;但是,垂直分力Fv 的方向和大小是變化的,并且當切削齒切離工件時,Fv 向上,有挑起工件的趨勢,引起工作臺的振動,影響工件表面的粗糙度。
(2)順銑如圖3(b)所示,刀齒的切削厚度從最大開始,避免了擠壓、滑行現象;并且垂直分力Fv 始終壓向工作臺,從而使切削平穩,提高銑刀耐用度和加工表面質量;但縱向分力FN 與進給運動方向相同,銑床的螺母和絲杠間總會有或大或小的間隙,順銑時假如工作臺向右移動,絲杠和螺母在左側貼緊,間隙留在右側,而這時水平銑削分力也向右,因此當水平銑削分力大到一定程度時會推動工作臺和絲杠一起向右竄動,把間隙留在左側;隨著絲杠繼續轉動,間隙又恢復到右側,在這一瞬間工作臺停止運動;當水平銑削分力又大到一定程度時有會推動工作臺和絲杠再次向右竄動。這種周期性的竄動使得工作臺運動很不平穩,造成工作臺竄動,使銑削進給量不勻,容易造成刀齒損壞。因此,若銑床進給機構中沒有絲杠和螺母消除間隙機構,在粗加工時則不能采用順銑。在普通銑床上當精加工時可采取留有較小的加工余量,調整銑床進給機構中導軌與鑲條的間隙,或將工作臺進行少許鎖緊以增加銑床進給機構中導軌的摩擦力,防止引起工作臺的竄動。
1.4 周銑與端銑相比較
(1)端銑法刀桿剛性好,可大用量切削,銑削效率較高。
(2)端銑時有多個切削刃同時切削,切削平穩性好,周銑只有一個到兩個齒切削,切削平穩性較差,加工質量比端銑低一個等級。
(3)端銑刀齒有修光過渡刃和副刀刃,表面加工質量較好。
(4)端銑刀結構簡單,可鑲嵌硬質合金刀片,周銑刀一般為成型刀故結構復雜。
(5)端銑適應性較差,一般用于加工大平面,周銑適應性較好,可以加工平面、各種溝槽等多項加工。
綜合上述比較,在銑床上進行圓周銑削時,一般都采用逆銑。在下列情況下,建議采用逆銑: ①銑床工作臺絲杠與螺母間隙較大,又不便調整時;②工件表面有硬皮和雜質時;③工件材料過硬時。
在下列情況下,建議采用順銑: ①工作臺絲杠、螺母傳動副有間隙調整機構,可將軸向間隙調整到足夠小(0.03~0.05);②FN 在水平方向的分力Ff 小于工作臺與導軌之間的摩擦力;③銑削不易夾緊和薄而長的工件。
1.5 端銑銑削與周銑銑削平面時較為有利的幾點
(1)端銑刀的副切削刃對已加工表面有修光作用,能使粗糙度降低。周銑的工件表面則有波紋狀殘留面積。
(2)同時參加切削的端銑刀齒數較多,切削力的變化程度較小,因此工作時振動較周銑為小。
(3)端銑刀的主切削刃剛接觸工件時,切屑厚度不等于零,使刀刃不易磨損。
(4)端銑刀的刀桿伸出較短,剛性好,刀桿不易變形,可用較大的切削用量。由此可見,端銑法的加工質量較好,生產率較高。所以銑削平面大多采用端銑。
1.6 在加工中順銑和逆銑對加工及刀具影響及選擇
在銑削加工中,采用順銑還是逆銑方式是影響加工表面粗糙度及刀具切削的重要因素之一。銑削方式的選擇應視零件圖樣的加工要求,工件材料的性質、特點以及機床、刀具等條件綜合考慮。實際生產中在普通銑床加工中粗加工多用逆銑,在精加工中順銑比逆銑能減少刀具磨損,提高表面粗糙度,提高刀具壽命,順銑削的優點是零件上刀痕趨于減少,如果刀刃上產生切屑瘤的話,表面粗糙度不受其影響。但是順銑容易造成工件竄動。由于普通銑床不能很好解決絲杠的間隙問題,因此逆銑用得比較多。在逆銑中刀刃從已加工表面切入,切削厚度從小到大不容易打刀。刀具切入時沿工件表面滑行,刀具容易磨損,使工件表面粗糙度增大。切削分力使工件有抬起的趨勢容易震動,因此夾緊力較大。縱向切削分力與工作臺進給方向相反,工作臺無竄動,使得切削較平穩。粗加工對表面質量的要求不高,其目的是以快速切除毛坯余量為目的,在粗加工時應選用大的進給量和大的切削深度,以便在較短的時間內切除盡可能多的切屑,因此在普通銑床進行加工時盡可能要用逆銑。
2 結束語
綜合上述銑削方式的選擇應視零件圖樣的加工要求綜合考慮。在普通銑削加工過程中,順銑因為絲杠的間隙使刀具在切削過程中的振動,引起刀具加工不穩定導致工件表面光潔度差與刀具損壞率高,而不能用于粗加工。而逆銑能夠通過刀具切入方向與工作臺運動方向相反消除絲杠的間隙,解決順銑產生的問題,能夠參與重型切削。但是在數控機床加工時建議采用順銑,因為數控機床一般都采用滾珠絲杠,滾珠絲杠的特點是間隙小,傳遞精度高并有絲杠間隙消除機構,采用順銑不會產生普通絲杠出現的問題,而且能夠更好地提高已加工表面粗糙度與刀具使用壽命。
[1] 于啟勛. 金屬切削理論與實踐[M]. 北京:北京出版社,1985.
[2] 吳林禪. 金屬切削原理與刀具[M]. 北京:機械工業出版社,1999.
[3] 劉新子.金屬切削加工技術[M]. 北京:機械工業出版社,2013.
