大直徑直縫焊管焊縫在線預(yù)熱工藝探討
2014-01-23 03:35:10申惠芳孫靈麗曾曉東
焊管 2014年5期
申惠芳,孫靈麗,曾曉東
(1.中冶京誠(chéng)工程技術(shù)有限公司,北京100176;
2.渤海裝備研究院輸送裝備分院,河北 青縣 ,062658;3.江蘇天淮鋼管有限公司,江蘇 淮安223002)
大直徑直縫埋弧焊管應(yīng)用已擴(kuò)展到眾多領(lǐng)域,除輸送管線外,還向特種船舶如海洋鉆探采油平臺(tái)、海上浮吊等海洋結(jié)構(gòu)和火力發(fā)電機(jī)組等管道領(lǐng)域方向發(fā)展。大直徑直縫焊管作為海洋結(jié)構(gòu)用管具有明顯的優(yōu)勢(shì),如壁厚均勻、工藝簡(jiǎn)單、成本低,性能受制管工藝影響較小,易于實(shí)現(xiàn)高強(qiáng)度、高韌性的要求,且其規(guī)格調(diào)整靈活,可滿足不同管徑的要求。然而海洋結(jié)構(gòu)用管的服役環(huán)境與陸路流體輸送管有所不同,海洋結(jié)構(gòu)用管除了承受工作應(yīng)力外,還要經(jīng)受風(fēng)、浪、海水腐蝕、溫差和低溫等環(huán)境應(yīng)力的作用。因此,在實(shí)際應(yīng)用中,對(duì)海洋結(jié)構(gòu)用管除了要求具有一般管道性能外,還對(duì)其強(qiáng)韌性、耐腐蝕性提出了更高的要求。通過(guò)試驗(yàn)可知,采用小焊接熱輸入和焊前焊縫預(yù)熱的工藝方法是提高焊接接頭綜合性能的有效途徑。
大型超超臨界火電機(jī)組四大管道,即主蒸汽管道、再熱蒸汽管道熱段、再熱蒸汽管道冷段和高壓給水管道,是火電機(jī)組的關(guān)鍵部件,其中再熱蒸汽管道冷段采用大直徑直縫結(jié)構(gòu)焊管,為了保證焊縫質(zhì)量,在焊接工藝上也要求對(duì)焊縫進(jìn)行預(yù)熱。
對(duì)于碳當(dāng)量和冷裂紋敏感系數(shù)較高的高強(qiáng)度、高韌性的大直徑直縫焊管,要求焊前對(duì)焊縫進(jìn)行預(yù)熱,焊后對(duì)焊縫進(jìn)行緩冷,有的結(jié)構(gòu)焊管品種還要進(jìn)行整體熱處理。焊縫預(yù)熱和緩冷的主要作用是:①預(yù)熱可以降低焊接結(jié)構(gòu)的拘束度,對(duì)降低角接接頭的拘束度尤為明顯,隨著預(yù)熱溫度的提高,裂紋發(fā)生率下降;②可降低焊接應(yīng)力。均勻地局部預(yù)熱或整體預(yù)熱,可以減少焊接區(qū)域被焊工件之間的溫差(也稱(chēng)為溫度梯度),這樣,一方面降低了焊接應(yīng)力,另一方面降低了焊接應(yīng)變速率,有利于避免焊接裂紋產(chǎn)生;③減緩焊后的冷卻速度。有利于焊縫金屬中擴(kuò)散氫的逸出,避免產(chǎn)生氫致裂紋,同時(shí)也減少焊縫及熱影響區(qū)的淬硬程度,提高焊接接頭的抗裂性。
1 現(xiàn)有的焊縫預(yù)熱方式
各JCOE焊管生產(chǎn)廠家現(xiàn)有的焊縫預(yù)熱工藝有以下2種方式:①用氣體火焰加熱焊縫全長(zhǎng);②用電阻加熱焊縫全長(zhǎng)。這兩種預(yù)熱方式都是離線形式,即預(yù)焊后的管筒由吊車(chē)運(yùn)至焊縫預(yù)熱設(shè)備上進(jìn)行預(yù)熱,當(dāng)焊縫溫度加熱到160~220℃時(shí),再由吊車(chē)將管筒吊運(yùn)至內(nèi)焊小車(chē)上進(jìn)行內(nèi)焊。
離線式焊縫預(yù)熱工藝的缺點(diǎn)是:
(1)內(nèi)焊時(shí)焊縫溫度不均勻。當(dāng)焊縫全長(zhǎng)加熱到160~220℃后再進(jìn)行內(nèi)焊,焊縫管頭和管尾有溫差,即內(nèi)焊到管尾時(shí)焊縫的溫度達(dá)不到管頭的溫度,焊縫質(zhì)量會(huì)有差異;
(2)整體加熱管筒焊縫效率低,能耗大,不利于節(jié)能;
(3)氣體火焰加熱焊縫全長(zhǎng)的預(yù)熱方式,造成環(huán)境污染;
(4)焊縫離線預(yù)熱采用吊車(chē)吊運(yùn),加上預(yù)熱時(shí)間,周期較長(zhǎng),影響焊接設(shè)備的利用率。
因此,考慮采用中頻感應(yīng)預(yù)熱器,使焊縫預(yù)熱和焊接在線同步進(jìn)行,這樣焊縫預(yù)熱溫度會(huì)比較均勻,而且可以降低能耗,提高焊接設(shè)備的利用率,改善操作環(huán)境。
以現(xiàn)有的1422 JCOE焊管機(jī)組為例,探討采用中頻感應(yīng)預(yù)熱設(shè)備,實(shí)現(xiàn)管筒焊縫預(yù)熱和焊接同步的2種工藝方案。
1 422 JCOE焊管機(jī)組管筒有關(guān)參數(shù)如下:
管筒直徑:508~1 422 mm;
管筒壁厚:6.4~60.0 mm;
管筒長(zhǎng)度:8 000~12 500 mm(未包括引弧板長(zhǎng)度300 mm和熄弧板長(zhǎng)度500 mm);
焊縫預(yù)熱溫度:160~220℃;
管筒預(yù)熱 (內(nèi)焊)線速度:0.9~1.6 m/min;
管筒預(yù)熱處V形角最大寬度:30~35 mm;
工作狀態(tài):間隙、連續(xù)工作制。
2 管筒內(nèi)焊前焊縫在線預(yù)熱工藝方案
2.1 中頻感應(yīng)預(yù)熱設(shè)備
與中頻感應(yīng)預(yù)熱設(shè)備生產(chǎn)廠家技術(shù)溝通后,根據(jù)管筒尺寸、預(yù)熱溫度和內(nèi)焊速度要求,初步提出的中頻感應(yīng)預(yù)熱設(shè)備如下:
中頻感應(yīng)預(yù)熱設(shè)備由電源柜、感應(yīng)預(yù)熱器、電容器、控制柜、操作臺(tái)、測(cè)溫裝置及冷卻系統(tǒng)等組成。中頻感應(yīng)預(yù)熱設(shè)備感應(yīng)器功率200 kW,頻率可達(dá)1 000 Hz。考慮到感應(yīng)預(yù)熱過(guò)程的熱傳導(dǎo)和鋼管內(nèi)焊速度,感應(yīng)器長(zhǎng)度為900 mm;管筒焊縫V形角最大寬度30~35 mm,為充分加熱,預(yù)熱器寬度為100 mm(如圖1所示)。因此感應(yīng)器尺寸為900 mm×100 mm×35 mm,感應(yīng)器上面有2對(duì)小滾輪(圖1中未標(biāo)示),預(yù)熱時(shí)將感應(yīng)器貼在管筒底部。
感應(yīng)加熱器、電容器放置在T形鋼臂上,T形鋼臂的尺寸為13 000 mm×100 mm×350 mm,T形鋼臂上有3~4對(duì)滾輪,可在內(nèi)焊小車(chē)底板上滾動(dòng)。

圖1 管筒焊縫與感應(yīng)器相對(duì)位置示意圖
電源柜尺寸1 600 mm×1 000 mm×2 000 mm。電源柜放置在內(nèi)焊小車(chē)尾部側(cè)邊,通過(guò)電纜和連接母排與感應(yīng)器連接。連接母排長(zhǎng)度12 500 mm,寬100 mm,高270 mm,連接母排布置在T形鋼臂下側(cè)面,感應(yīng)器安裝在電容器柜上。
紅外測(cè)溫儀尺寸很小也很輕,可裝在內(nèi)焊臂上,放在鋼管內(nèi)表面,用于測(cè)量管筒內(nèi)壁預(yù)熱溫度,防止因?yàn)轭A(yù)熱溫度過(guò)低或過(guò)高影響焊接質(zhì)量。
在內(nèi)焊設(shè)備不進(jìn)行內(nèi)焊和焊縫預(yù)熱時(shí),內(nèi)焊小車(chē)后退,T形鋼臂脫離內(nèi)焊小車(chē),其一端固定在支柱上,伸出的約13 000 mm懸臂,由2個(gè)可傾倒的氣缸支撐架托住。整個(gè)T形鋼架臂放置在內(nèi)焊臂的正下方(如圖2所示)。
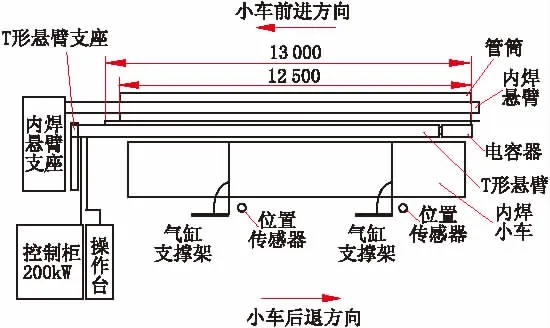
圖2 T形鋼臂示意圖
2.2 內(nèi)焊小車(chē)的修改
要求內(nèi)焊小車(chē)上的V形輥改為2個(gè)懸臂的錐形輥,端部間距約為150 mm(如圖3所示)。固定在內(nèi)焊小車(chē)上的V形輥和旋轉(zhuǎn)托輥架的底板要切斷,切斷后兩端間距為150 mm;內(nèi)焊小車(chē)靠?jī)?nèi)焊臂這一端,150 mm寬的兩側(cè)和底面,做成喇叭形,便于感應(yīng)預(yù)熱器、電容器柜和T形鋼臂進(jìn)入。內(nèi)焊小車(chē)的其他部件和參數(shù)不需修改。
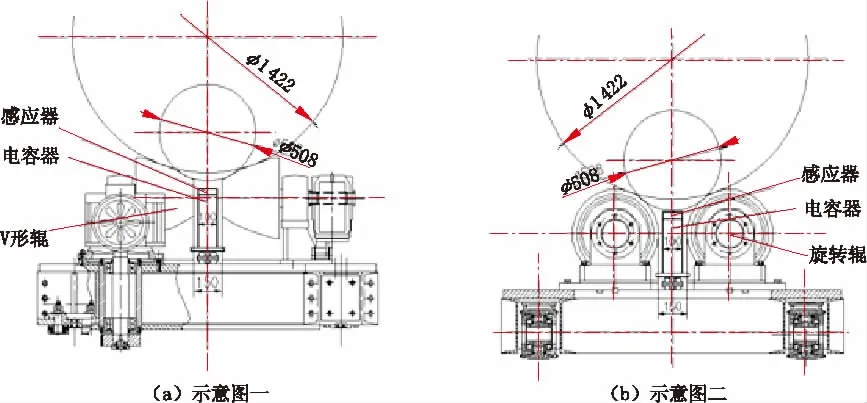
圖3 V形輥、旋轉(zhuǎn)輥與感應(yīng)器相對(duì)位置示意圖
2.3 管筒焊縫預(yù)熱和內(nèi)焊操作工藝過(guò)程
當(dāng)內(nèi)焊小車(chē)接收到待焊的管筒后,內(nèi)焊小車(chē)和管筒前進(jìn)(如圖2所示),內(nèi)焊臂進(jìn)入待焊管筒內(nèi),T形鋼臂同時(shí)進(jìn)入內(nèi)焊小車(chē)和待焊管筒之間形成的空間(如圖3所示)。當(dāng)內(nèi)焊小車(chē)和管筒繼續(xù)前進(jìn),T形鋼臂上的位置傳感器根據(jù)檢測(cè)的信號(hào),氣缸支架依次傾倒,直到內(nèi)焊臂的焊絲進(jìn)到管筒的引熄弧板上方,T形鋼臂也同時(shí)到達(dá)管筒前端部,兩者之間有位置差,此時(shí)內(nèi)焊小車(chē)和管筒停止移動(dòng)。當(dāng)內(nèi)焊臂焊絲下降,感應(yīng)器上升貼在管筒底部,內(nèi)焊小車(chē)和管筒后退 (如圖2所示),管筒預(yù)熱和內(nèi)焊開(kāi)始,當(dāng)內(nèi)焊小車(chē)后退到一定位置時(shí),T形鋼臂上的位置傳感器根據(jù)檢測(cè)的信號(hào),氣缸支架依次豎立起來(lái),托住T型鋼臂,直到管筒的預(yù)熱和內(nèi)焊結(jié)束。準(zhǔn)備下一根管筒的預(yù)熱和內(nèi)焊,這樣使預(yù)熱和內(nèi)焊同步進(jìn)行,克服了管筒離線預(yù)熱存在的各種問(wèn)題。
采用中頻感應(yīng)預(yù)熱設(shè)備,對(duì)管筒焊縫預(yù)熱和內(nèi)焊同步進(jìn)行的設(shè)計(jì)方案和有關(guān)專(zhuān)家討論過(guò),專(zhuān)家認(rèn)為對(duì)于φ508~φ1 422 mm管筒,內(nèi)焊小車(chē)空間寬度(150mm)窄小,操作過(guò)程中有一定的難度。如生產(chǎn)直徑較大的直縫焊管,可將內(nèi)焊小車(chē)上的2個(gè)懸臂的錐形輥和旋轉(zhuǎn)托輥的間距加大,使T形鋼臂比較自由地進(jìn)入和退出內(nèi)焊小車(chē),那么該設(shè)計(jì)方案更加可靠。
3 管筒外焊前焊縫在線預(yù)熱工藝方案
如前所述,如果采用管筒內(nèi)焊前焊縫在線預(yù)熱工藝方案,意味著一些小直徑直縫焊管可能不能生產(chǎn)。如果仍維持生產(chǎn)φ508~φ1 422 mm直縫焊管,則采用管筒外焊前焊縫在線預(yù)熱工藝方案更加合理。因?yàn)橥夂腹に囋O(shè)備相對(duì)簡(jiǎn)單,空間尺寸較大,而且焊縫處在12點(diǎn)鐘位置,中頻感應(yīng)器小滾輪可直接貼在焊縫上方,中頻感應(yīng)預(yù)熱設(shè)備的其他部件可布置在外焊小車(chē)側(cè)邊,這樣焊縫在線預(yù)熱和外焊同步進(jìn)行就很好解決了。這就要求預(yù)焊后的管筒先外焊再進(jìn)行內(nèi)焊,將改變內(nèi)、外焊的焊接工序和焊接區(qū)域的設(shè)備平面布置,也需要認(rèn)真研究。
對(duì)大直徑直縫埋弧焊管,先外焊后進(jìn)行內(nèi)焊,從埋弧焊接機(jī)理本身看,有關(guān)專(zhuān)家認(rèn)為技術(shù)上是可行的,而且國(guó)內(nèi)的天水鍛壓機(jī)床有限公司曾在JCOE機(jī)組上進(jìn)行過(guò)試驗(yàn),試驗(yàn)是成功的。
采用先外焊后內(nèi)焊的焊接工序和焊接區(qū)域的設(shè)備平面布置變化,對(duì)新建的JCOE機(jī)組是沒(méi)有問(wèn)題的。但在國(guó)內(nèi)目前直縫埋弧焊管機(jī)組產(chǎn)能過(guò)剩的情況下,建設(shè)新的JCOE機(jī)組,短時(shí)間內(nèi)可能性不大。
國(guó)內(nèi)現(xiàn)有的JCOE機(jī)組,管筒幾乎都是采用先內(nèi)焊后外焊的焊接工藝,這些機(jī)組的焊接工序和設(shè)備布置已經(jīng)確定。管筒能否先外焊,采用中頻感應(yīng)預(yù)熱設(shè)備,使外焊和焊縫預(yù)熱同步,然后再進(jìn)行內(nèi)焊,這可能需要對(duì)每套JCOE機(jī)組進(jìn)行認(rèn)真研究分析后才能確定工藝方案。可能有些JCOE機(jī)組僅進(jìn)行少量的改造,就能實(shí)現(xiàn)預(yù)焊和檢查修補(bǔ)后,管筒通過(guò)輥道可直接輸送到外焊設(shè)備,使焊縫預(yù)熱和焊接同步進(jìn)行,外焊檢查修補(bǔ)后管筒通過(guò)輥道返回到內(nèi)焊設(shè)備上進(jìn)行內(nèi)焊。有些JCOE機(jī)組可采用吊車(chē),將預(yù)焊和檢查修補(bǔ)后的管筒直接吊運(yùn)到外焊設(shè)備上,使焊縫預(yù)熱和焊接同步進(jìn)行,外焊檢查修補(bǔ)后管筒再吊運(yùn)到內(nèi)焊設(shè)備上進(jìn)行內(nèi)焊,然后進(jìn)行下道工序。
總之,對(duì)國(guó)內(nèi)現(xiàn)有的大部分JCOE機(jī)組,如要生產(chǎn)大直徑直縫埋弧焊管,采用中頻感應(yīng)預(yù)熱設(shè)備,使焊縫預(yù)熱和外焊在線同步,外焊后再內(nèi)焊,是完全可行的。
4 結(jié) 語(yǔ)
要建設(shè)海洋強(qiáng)國(guó),海洋工程需要更多高質(zhì)量的厚壁高強(qiáng)度直縫埋弧焊管,加上其他工業(yè)部門(mén)的需要,大直徑直縫埋弧焊管市場(chǎng)更大。在現(xiàn)有的JCOE機(jī)組上,實(shí)現(xiàn)焊管焊縫預(yù)熱和焊接同步的工藝,是提高直縫埋弧焊管質(zhì)量最簡(jiǎn)單而投資又少的措施。
根據(jù)不同的厚壁高強(qiáng)度結(jié)構(gòu)焊管管筒尺寸,本研究探討了采用中頻感應(yīng)預(yù)熱設(shè)備,提出管筒內(nèi)焊前焊縫在線預(yù)熱和管筒外焊前焊縫在線預(yù)熱2種管筒焊縫預(yù)熱和焊接同步的工藝方案,有不妥之處將做進(jìn)一步探討。
[1]彭在美,沈發(fā)楚,嵇紹偉,等.我國(guó)UOE/JCOE直縫埋弧焊管機(jī)組的現(xiàn)狀及發(fā)展趨勢(shì)[J].鋼管,2013,42(02):1-5.
[2]呂燕青,李東,熊培培,等.海上浮吊用Q690E直縫埋弧焊鋼管工藝研究[J].焊管,2010,33(04):45-49.
[3]孫永喜.火力發(fā)電機(jī)組四大管道系統(tǒng)直縫埋弧焊管的市場(chǎng)需求與研制[J].焊管,2012,35(03):29-35.
[4]錢(qián)勇,雷玄威,王紅鴻,等.焊前預(yù)熱對(duì)X120超高強(qiáng)管線鋼焊接接頭性能的影響[J].焊接技術(shù),2012,41(03):9-10.
[5]張文鉞.焊接冶金學(xué)基本原理[M].北京:機(jī)械工業(yè)出版社,1999.
[6]周大鵬.焊接預(yù)熱和后熱淺析[J].焊接技術(shù),1988(05):39-45.
[7]潘勇昆,王振家.鋼焊接最低預(yù)熱溫度的確定[J].焊接技術(shù),2011,30(03):6-8.
[8]李為衛(wèi),馬秋榮,趙新偉,等.預(yù)熱溫度對(duì)管線鋼焊接熱影響區(qū)組織性能的影響[J].石油工程建設(shè),2005,31(04):10-12.
[9]劉振棟.焊前預(yù)熱工藝在大型海洋平臺(tái)上的應(yīng)用[J].熱加工工藝,2002(06):66.
[10]吳永勝,辛文彤,姚軍剛,等.焊前預(yù)熱對(duì)40Cr鋼手工自蔓延焊接接頭質(zhì)量的影響 [J].金屬鑄鍛焊技術(shù),2009,28(05):116-117.
致謝:此篇文章寫(xiě)作過(guò)程中得到王三云教授的很多幫助,表示感謝。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24