埋弧焊管高速焊接工藝設(shè)計(jì)及生產(chǎn)應(yīng)用
2014-01-23 08:00:49曹紅平唐子金彭新星楊雄英
焊管 2014年7期
曹紅平,唐子金,彭新星,楊雄英
(中石化機(jī)械工程公司沙市管廠,湖北 荊州434000)
0 前 言
隨著油氣輸送管道向高壓、大輸量發(fā)展,大直徑、厚壁、高鋼級(jí)埋弧焊管的應(yīng)用更加廣泛。目前,國內(nèi)正在試制X80級(jí)φ1 422 mm×22 mm埋弧焊管,X90~X120超高強(qiáng)度管線鋼管也正在研發(fā)之中[1]。隨著管道建設(shè)要求的不斷提高,各生產(chǎn)廠家需要在保證焊管質(zhì)量的前提下,合理提高生產(chǎn)效率,以取得更好的經(jīng)濟(jì)效益,而焊接速度的提升是一個(gè)有效措施。在焊速的提升方面,國內(nèi)各生產(chǎn)廠家做了大量工作,特別是焊接坡口加工由直邊刨邊改為Y形或X形銑邊[2],以及采用內(nèi)外焊接電源并聯(lián)的方式提高實(shí)際負(fù)載水平,使埋弧焊管焊接速度得到不斷提高。另外,在高速焊接用焊絲和焊劑的開發(fā)、多絲焊、焊接參數(shù)優(yōu)化等方面也有相關(guān)報(bào)道[3-5]。
但是,從目前各大型焊管生產(chǎn)企業(yè)的設(shè)備能力來看,焊速進(jìn)一步提升的關(guān)鍵是焊接工藝參數(shù)的合理設(shè)計(jì)。本研究針對(duì)埋弧焊管的焊速提升,對(duì)焊接工藝參數(shù)設(shè)計(jì)的思路進(jìn)行了闡述,并對(duì)提速前后批量生產(chǎn)的螺旋埋弧焊管性能和效率進(jìn)行了對(duì)比分析。
1 焊速對(duì)焊接質(zhì)量的影響及制約因素
一般認(rèn)為,埋弧焊接工藝中焊接電流、電弧電壓和焊接速度是3個(gè)最重要的參數(shù)。焊接速度的提高,可引起熔池溫度不夠,容易造成焊縫的力學(xué)性能、形狀等方面出現(xiàn)質(zhì)量問題,如夾渣和氣孔敏感性增加[3]、內(nèi)焊縫凹陷深度增加以及咬邊增加等[6]。
提高焊接速度會(huì)受到生產(chǎn)線設(shè)備能力和焊接工藝設(shè)計(jì)水平的限制。生產(chǎn)設(shè)備如焊機(jī)、板邊坡口加工設(shè)備、成型機(jī)、檢驗(yàn)設(shè)備等,都可能制約著焊接速度的提升。因此,為了提高焊接速度,有必要采用先進(jìn)的設(shè)備或提高現(xiàn)有設(shè)備的自動(dòng)化程度。另外,焊接工藝參數(shù)的合理設(shè)計(jì)也是提升焊速的關(guān)鍵。焊接速度的提高是焊絲、焊劑、焊接電流、電壓、板邊坡口形式、鋼管尺寸等綜合協(xié)調(diào)的結(jié)果。確定合適的焊接材料后,根據(jù)提升后的焊接速度,選擇合適的焊接電流和電弧電壓,從而決定焊接接頭熱輸入量 (線能量)的大小,熱輸入量的大小應(yīng)以滿足焊接接頭的性能作為約束條件。確定焊絲熔敷量時(shí),焊縫與母材平滑過渡及余高要求是其約束,而內(nèi)外焊縫的重熔量決定內(nèi)外焊縫的熔透量[7]。只要兼顧焊接接頭熱輸入量、焊絲熔敷量、焊接熔透量來設(shè)計(jì)不同焊接速度下的焊接工藝參數(shù)并考慮與生產(chǎn)線設(shè)備能力相匹配,就能夠有效提高埋弧焊管生產(chǎn)效率。
2 埋弧焊管高速焊接工藝設(shè)計(jì)
油氣輸送用埋弧焊管對(duì)焊接質(zhì)量的要求主要有[8]:①焊縫與母材平滑過渡,焊縫余高為0.5~2.5 mm;②內(nèi)外焊縫重熔量1.5~3.0 mm;③焊接接頭夏比低溫沖擊韌性在100 J以上 (實(shí)際生產(chǎn)時(shí)需要在技術(shù)規(guī)范要求的基礎(chǔ)上增加一定的富裕量)。
為研究焊接接頭夏比低溫沖擊韌性,采用X70和X80鋼板進(jìn)行了一系列試驗(yàn),所設(shè)計(jì)的比線能量 (即單位壁厚焊接熱輸入量或線能量)[9-10]在100~280 J/mm范圍內(nèi)按20 J/mm間隔等差分布。隨著熱輸入量的增加,焊縫金相組織中先共析鐵素體不斷增加,熱影響區(qū)(HAZ)金相組織中粒狀貝氏體越來越粗大,焊縫以及HAZ低溫沖擊韌性隨之降低。為保證焊管焊縫以及HAZ低溫沖擊韌性滿足技術(shù)規(guī)范要求,同時(shí)在保證內(nèi)外焊縫重熔量及焊縫外觀質(zhì)量的情況下盡量選擇較低的焊接熱輸入量,焊接熱輸入量控制在220 J/mm以內(nèi)。
為控制內(nèi)外焊縫余高,筆者從控制焊絲熔敷量入手,設(shè)計(jì)了450~1 650 A等差數(shù)列(間隔300 A)焊接電流和30~46 V等差數(shù)列(間隔4 V)電弧電壓進(jìn)行2因素5水平正交焊接試驗(yàn)。統(tǒng)計(jì)各組焊接試驗(yàn)對(duì)應(yīng)的焊絲熔敷量,并通過回歸分析構(gòu)建了焊絲熔敷量與焊接電流和電弧電壓的函數(shù)關(guān)系

式中:G—焊接熔敷量;
K1′—系數(shù);
a1′,a2′—指數(shù);
I—焊接電流,A;
U—電弧電壓,V。
為控制焊縫重熔量,筆者設(shè)計(jì)了600~1 600 A等差數(shù)列 (間隔200 A)焊接電流和30~45 V等差數(shù)列 (間隔3 V)電弧電壓以及1 000~25 000 mm/min等差數(shù)列 (間隔300 mm/min)焊接速度進(jìn)行3因素6水平正交焊接試驗(yàn)。統(tǒng)計(jì)各組焊接試驗(yàn)對(duì)應(yīng)的焊接熔透量并通過回歸分析構(gòu)建焊接熔透量與焊接電流、電弧電壓和焊接速度的函數(shù)關(guān)系

式中:H—焊接熔透量,mm;
v—焊接速度,mm/min;
a1,a2,a3—指數(shù);
K1—指數(shù)。
兼顧焊縫余高0.5~2.5 mm、內(nèi)外焊縫重熔量1.5~3.0 mm和焊縫韌性不低于100 J的質(zhì)量要求,并結(jié)合焊接坡口尺寸,根據(jù)焊接熱輸入量不超過220 J/mm、焊絲熔敷量、焊接熔透量與焊接電流、電弧電壓和焊接速度的函數(shù)關(guān)系構(gòu)建以下焊接工藝參數(shù)數(shù)學(xué)模型
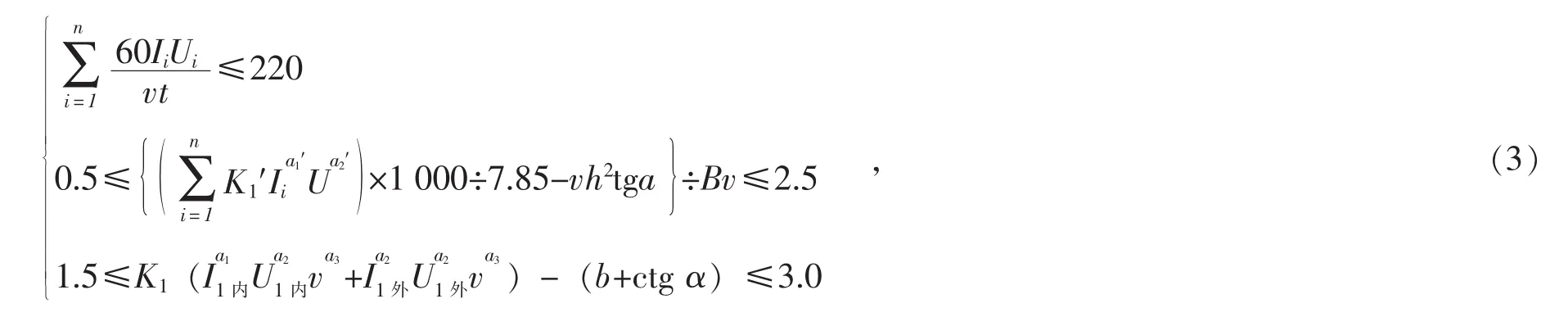
式中:t—鋼管壁厚,mm;
h—坡口深度,mm;
α—坡口角度, (°);
b—鈍邊尺寸,mm;
B—焊縫寬度,10~30 mm;
i—焊槍電極序號(hào),i=1,2,3……。
3 實(shí)際生產(chǎn)應(yīng)用及效果
3.1 工藝參數(shù)設(shè)計(jì)
以φ813 mm×14.2 mm規(guī)格的 X70M螺旋埋弧焊管生產(chǎn)為例,試驗(yàn)鋼管焊接坡口尺寸為:鈍邊寬度8 mm,上坡口角度35°,下坡口角度40°,坡口深度上下平分,如圖1所示。
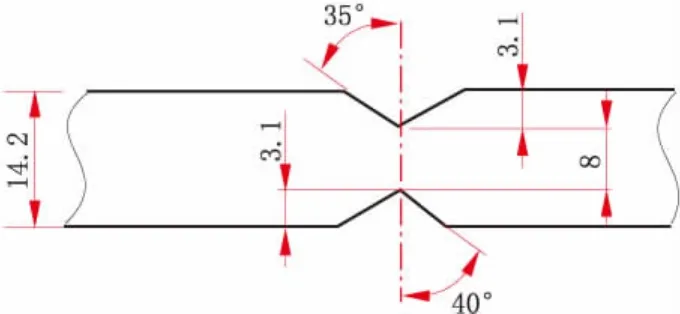
圖1 板邊坡口尺寸
根據(jù)式(3)設(shè)計(jì)的不同焊速下的系列焊接工藝參數(shù)見表1。表中焊接速度在1 500~2 500 mm/min以100 mm/min為間隔等差分布,所涉及的對(duì)應(yīng)不同焊接速度下的焊接電流和電弧電壓比線能量(單位壁厚焊接熱輸入量)在140~150 J/mm之間,內(nèi)外焊縫重熔量控制在2.2~2.7 mm,焊縫余高1.5~1.6 mm,都在預(yù)期設(shè)計(jì)目標(biāo)范圍內(nèi)。
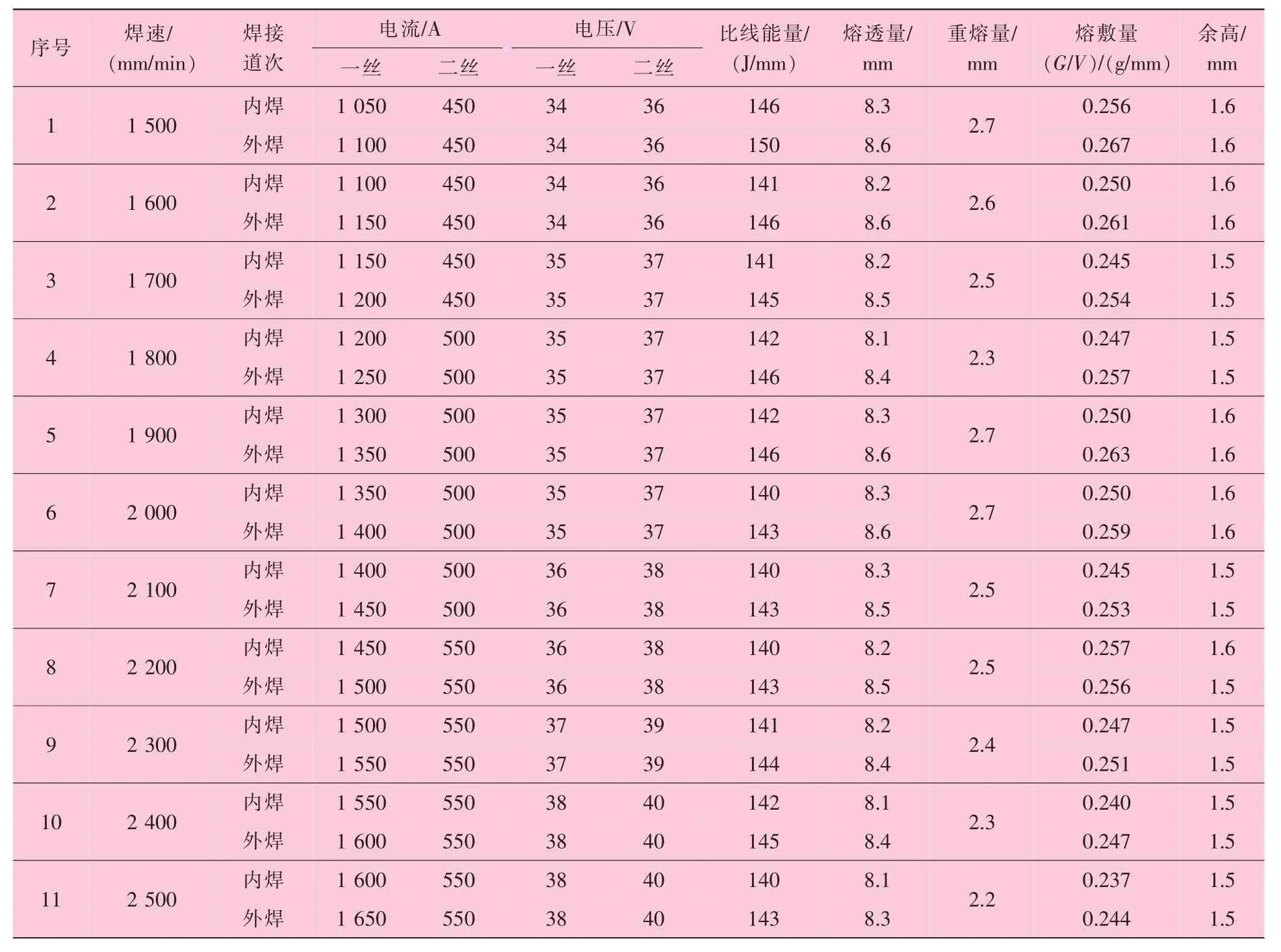
表1 φ813 mm×14.2 mm規(guī)格的X70M埋弧焊管系列焊接工藝參數(shù)
3.2 焊管質(zhì)量情況
φ813 mm×14.2 mm規(guī)格的 X70M螺旋埋弧焊管生產(chǎn)采用2種焊接速度。生產(chǎn)初期焊接速度為1 600 mm/min,選用表1序號(hào)2所列的焊接工藝參數(shù)。
其后,在焊接材料及焊接坡口尺寸不改變的情況下,分別按焊接速度2 000 mm/min以及2 200 mm/min所列焊接工藝參數(shù)進(jìn)行了試生產(chǎn)。為防止提高焊接速度后內(nèi)外焊縫馬鞍形超標(biāo)和魚脊焊縫等缺陷(缺欠),適當(dāng)調(diào)小了內(nèi)焊點(diǎn)偏心距,同時(shí)調(diào)大了外焊點(diǎn)偏心距[6]。
質(zhì)量檢測(cè)結(jié)果顯示,提升焊接速度之后,鋼管焊縫外觀質(zhì)量以及無損檢測(cè)結(jié)果均為良好。提升焊接速度前后所生產(chǎn)鋼管焊接接頭力學(xué)性能穩(wěn)定,主要性能指標(biāo)對(duì)比見表2。不同焊接速度下焊縫的宏觀形貌及金相組織如圖2~圖6所示。可以看出,提速前后焊縫宏觀形貌以及內(nèi)外焊縫金相組織無明顯差異。
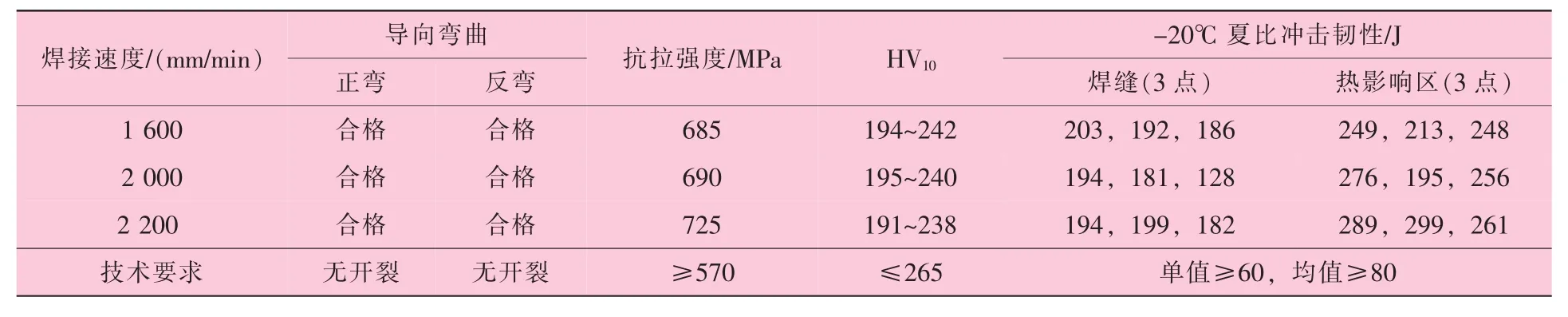
表2 提速前后焊接接頭主要力學(xué)性能
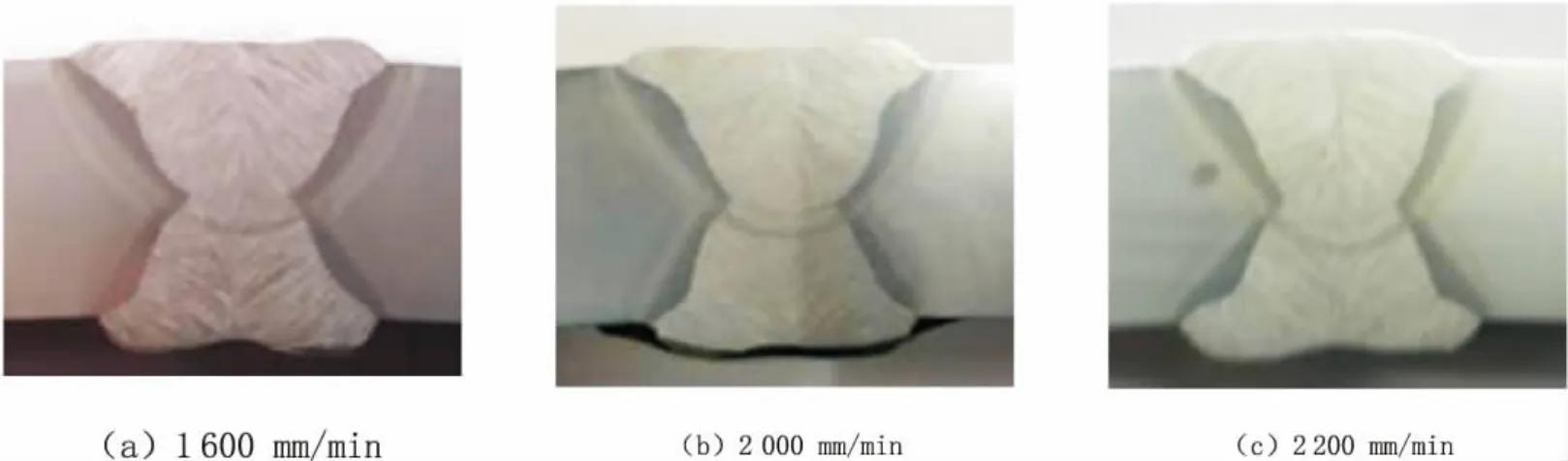
圖2 焊縫宏觀形貌
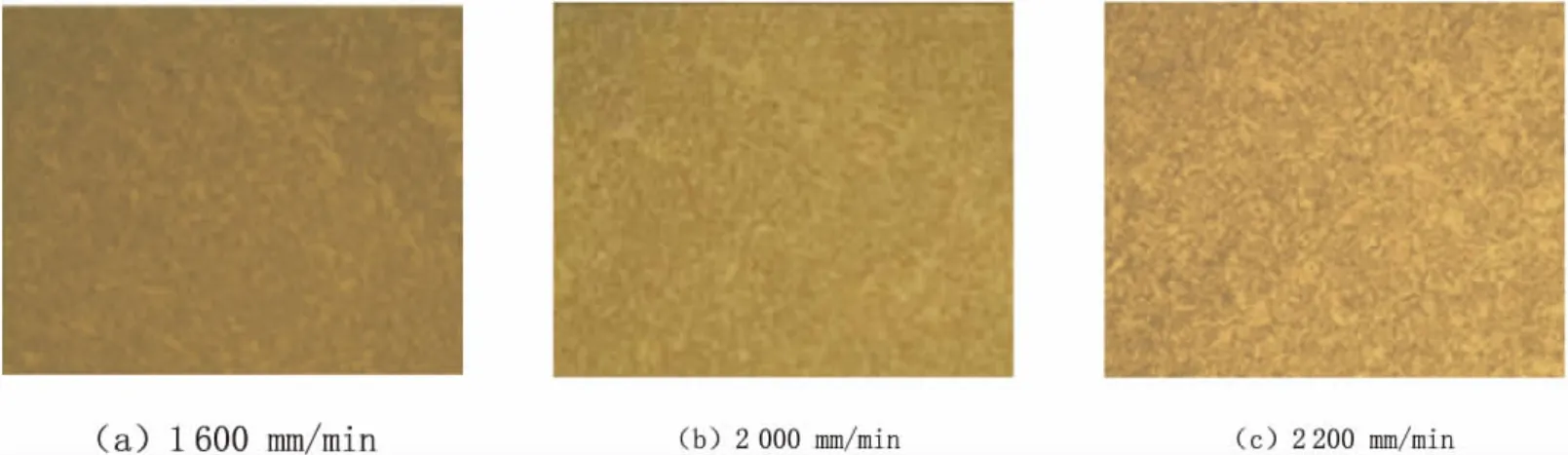
圖3 外焊縫金相組織 500×

圖4 內(nèi)焊縫金相組織 500×
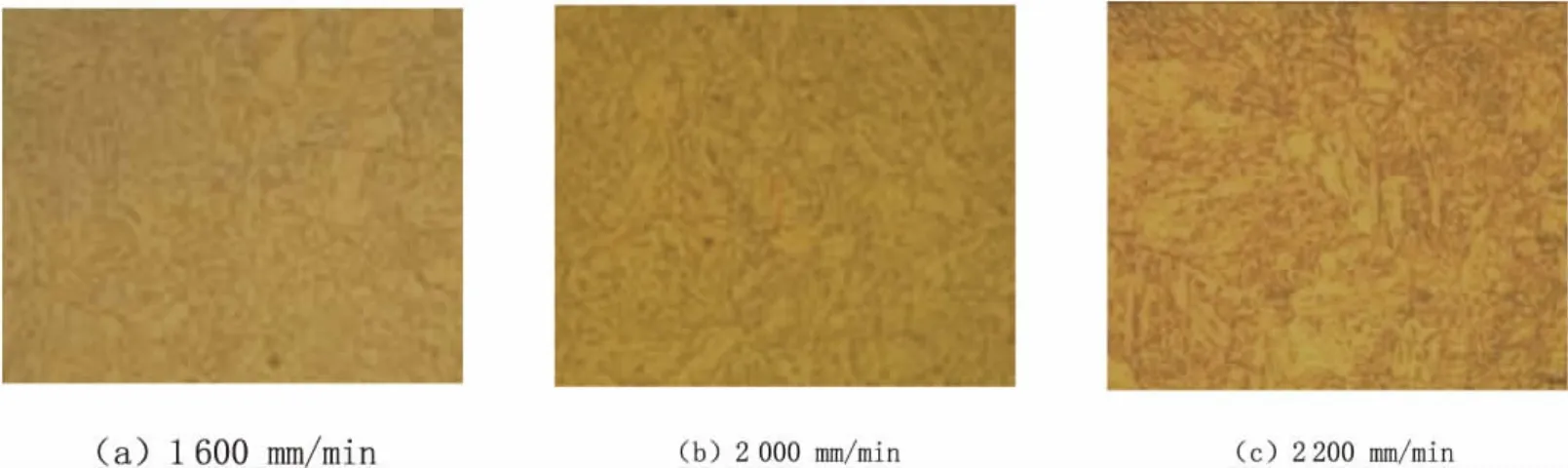
圖5 熱影響區(qū)金相組織 500×
圖6 內(nèi)外焊縫重合區(qū)金相組織 500×
3.3 生產(chǎn)效率對(duì)比
批量生產(chǎn)過程中,先后按1 600 mm/min以及2 000 mm/min的速度生產(chǎn)φ813 mm×14.2 mm X70M螺旋埋弧焊管。提速前,1#機(jī)組 (長機(jī)組)97班次(8 h/班)生產(chǎn)鋼管10 269 t,平均每班生產(chǎn)105.9 t;提速后,147班次生產(chǎn)鋼管19 250 t,平均每班生產(chǎn)131 t。2#機(jī)組(短機(jī)組)提速前67班次生產(chǎn)鋼管6 029.1 t,平均每班生產(chǎn)90 t;提速后,147班次生產(chǎn)鋼管15 775.2 t,平均每班生產(chǎn)107.3 t。在無設(shè)備故障及質(zhì)量異常造成停車的前提下,提速后單班最高產(chǎn)量比提速前增加20%,統(tǒng)計(jì)結(jié)果見表3。同時(shí),提速后鋼管檢驗(yàn)一次合格率略有上升,統(tǒng)計(jì)結(jié)果見表4。
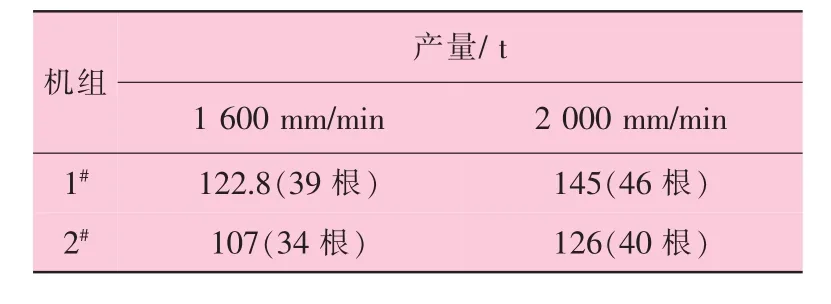
表3 提速前后單班最高產(chǎn)量對(duì)比
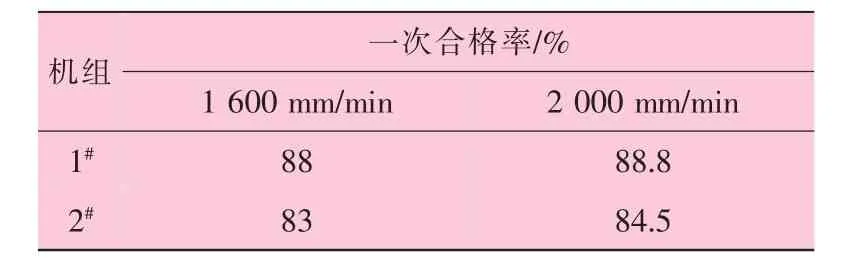
表4 提速前后一次合格率對(duì)比
以上數(shù)據(jù)表明,在φ813 mm×14.2 mm X70M鋼管的實(shí)際批量生產(chǎn)中,焊速由1 600 mm/min提高到2 000 mm/min,生產(chǎn)效率得到了提升,同時(shí)焊接質(zhì)量穩(wěn)定,能夠滿足相關(guān)技術(shù)規(guī)范要求。因此,通過合理設(shè)計(jì)焊接工藝參數(shù),在裝備能力許可范圍內(nèi)進(jìn)行焊速提高是可行的。
4 結(jié) 論
(1)通過構(gòu)建以焊接質(zhì)量要求為約束的函數(shù)關(guān)系式,可以綜合考慮焊接熱輸入量范圍、焊接熔透量、焊絲熔敷量和坡口形式等,用以對(duì)埋弧焊管在不同焊接速度下的系列焊接工藝參數(shù)進(jìn)行設(shè)計(jì),為高速焊接提供合理焊接工藝。
(2)將該焊接工藝設(shè)計(jì)思路應(yīng)用于X70M級(jí) φ813 mm×14.2 mm螺旋埋弧焊管的實(shí)際生產(chǎn),檢測(cè)和統(tǒng)計(jì)結(jié)果顯示,提高焊速后質(zhì)量穩(wěn)定,并可有效提高生產(chǎn)效率。
(3)綜合考慮內(nèi)焊點(diǎn)偏心距的調(diào)整極限、焊縫受鋼管出成型套后彈性變形應(yīng)力影響的極限等因素,理論上可以進(jìn)一步提高埋弧焊管的焊接速度。
[1]王曉香,李延豐.超高強(qiáng)度管線鋼管研發(fā)新進(jìn)展[J].焊管,2010,33(02):5-12.
[2]鄭家紅,朱旭.銑邊工藝在螺旋焊管生產(chǎn)中的應(yīng)用探討[J].鋼管 2008,37(01):65-67.
[3]胡德虎,趙煒,牛輝,等.螺旋埋弧焊管雙絲高速焊工藝參數(shù)的優(yōu)化[J].焊管,2007,30(04):69-71.
[4]林志順.螺旋焊管高速埋弧焊接材料和焊接工藝參數(shù)[J].廣石化科技,2000(01):24-26.
[5]王海力.雙絲埋弧焊在螺旋焊管生產(chǎn)中的應(yīng)用技術(shù)[C]//螺旋焊管技術(shù)論文集.北京:石油工業(yè)出版社,1998.
[6]西野征規(guī)男.高速螺旋焊技術(shù)[J].日本鋼管季報(bào),1989(02):25-32.
[7]美國金屬學(xué)會(huì).金屬手冊(cè).焊接、硬釬焊、軟釬焊:第六卷[M].第九版.北京:機(jī)械工業(yè)出版社,1994.
[8]API SPEC 5L:2007,管線鋼管規(guī)范[S].
[9]黎劍峰.鋼管直縫埋弧焊焊接規(guī)范對(duì)焊縫形狀的影響[J].鋼管,2002,31(04):33-36.
[10]黎劍峰.埋弧焊比線能量與對(duì)接焊縫熔深的關(guān)系[J].焊接技術(shù),2001(03):16-17.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24