X100超高強度管線鋼用埋弧焊燒結焊劑研制*
2014-01-23 03:11:27趙紅波付宏強
焊管 2014年3期
關鍵詞:焊縫
趙紅波 ,牛 輝 , 付宏強 ,周 云
(1.國家石油天然氣管材工程技術研究中心,陜西 寶雞721008;2.寶雞石油鋼管有限責任公司,陜西 寶雞721008)
0 前 言
石油、天然氣作為當前影響我國國民經濟發展的重要資源,對國民生產意義重大。但隨著石油、天然氣需求量的日益增大,對管線輸送能力的要求也不斷提高,高鋼級、大直徑輸送鋼管的開發成為目前管線輸送的重要課題。近幾年,國內各鋼管制造企業競相圍繞X100鋼級管線鋼管進行了試驗研究,但受原材料本身性能的制約,焊接所需焊材既要具有良好的熔敷性、抗氣孔性、焊接性,又要確保焊縫力學性能滿足X100焊管強韌性匹配要求。而現有焊材應用于X100焊接過程中存在沖擊韌性低、焊縫強度不能達到標準要求等質量問題,成為X100管線管開發的瓶頸。為此,研制了一種適用于X100管線鋼管焊接的氟堿型燒結焊劑,進行了合理的渣系、堿度及配方設計,并通過配合使用寶雞石油鋼管有限責任公司自主研發的BG-H06H2專用焊絲,解決了高強度焊絲在X100管線鋼管埋弧焊接應用中的難題。該焊劑的應用完全可以在保證良好的工藝性能基礎上,使焊縫具有優良的沖擊韌性、并實現焊縫與母材的等強匹配。
1 焊縫技術指標要求
采用研制的氟堿型焊劑匹配專用焊絲,在1.5~1.8 m/min的焊速下X100管線鋼焊縫性能應滿足指標要求。
1.1 焊縫工藝性能要求
焊劑要具有良好的脫渣性,不粘渣,不夾渣,易脫落;焊道邊緣規整,焊縫表面光滑,不得有表面氣孔、麻點、壓痕和裂紋等缺陷,不得有深度超過0.5mm的咬邊;焊縫和母材過渡平滑,焊道表面無魚脊。
1.2 焊縫力學性能要求
(1)-10℃沖擊性能: CV≥80 J;
(2)拉伸性能(焊縫橫向拉伸板狀試樣):Rm=695~915 MPa;
2 焊劑的設計
2.1 焊劑夾雜物控制要求
(1)焊劑含水量≤0.10% ;
(2) 焊劑中w(S)≤0.060%, w(P)≤0.080%。
2.2 渣系選擇
一般說來,酸性渣系中含有較多的SiO2和TiO2等酸性氧化物,焊劑氧化性強,易氧化熔池中的合金元素,所以韌性很差,但焊接工藝性較好;而堿性渣系中酸性氧化物含量較少,焊劑氧化性弱,抗氣孔能力強,焊縫金屬韌性高,且有利于去除非金屬夾雜物,有較好的脫 S和P的能力。H作為導致焊縫冷裂紋及金屬塑性下降主要因素之一,應進行嚴格限制。試驗研究表明,在提高堿度的基礎上加入CaF2,有利于焊縫中擴散H含量的明顯下降,可以明顯地提高焊縫的抗裂性能。鑒于此,焊劑設計采用CaF2-MgO-Al2O3-CaO-SiO2氟堿型為主要渣系。
2.3 各個組分確定及含量
CaF2在自然界中為礦物質螢石的主要成分,是低H型燒結焊劑中的一種重要組分,在堿性渣里,可以促進CaO熔化,降低熔渣的黏度,并與自由的SiO2及液態金屬表面的H2O發生化學反應形成不溶于鋼液的穩定氫化物HF,減少氫在金屬中的溶解度。
Al2O3是一種高溫下很穩定的氧化物,屬于高熔點物質,在焊劑中主要作為造渣劑,在焊接過程中起著調整熔渣的熔點及黏度的作用,另外,由于在高溫下有利于提高電弧的集中程度,可保證雙絲焊接過程中后絲電弧的穩定性。隨著Al2O3含量增加,可使焊縫的魚鱗紋將更加細密,焊縫表面更加光滑。但由于其在高溫下不易分解,熔點較高,加入過多的Al2O3會惡化焊道外觀形貌,所以含量不宜過高。
MgO屬于一種堿性材料,在焊劑中作為良好的造渣劑,并與CaO,TiO等堿性材料對焊劑堿度的調節起著至關重要作用。MgO含量高低對于焊縫形貌有很大影響,當MgO含量少時,熔渣氧化性較大,焊縫被氧化為藍色,含量過高時,熔渣的流動性較差,焊縫中間易出現魚脊,惡化脫渣性及焊縫外觀質量。
CaO作為堿性渣系的主要成分,一般以硅灰石形式加入,其具有直線膨脹系數小,結晶相變溫度低等特點,可增加熔渣的表面張力和熔渣與金屬的界面張力,提高脫渣能力,改善焊縫的工藝性能。
SiO2主要起造渣作用,能降低渣的堿度,并與液態金屬發生置換反應使焊縫增硅;另外由于SiO2能與熔渣中大部分的堿性氧化物結合形成復合物,含量過高,容易引起熔渣的黏度增大,惡化焊縫外觀形貌,應進行嚴格控制。
(Si-Fe)/(Mn-Fe)在管線鋼焊接過程中可起脫氧及合金過渡作用,有效地降低熔池中氧含量,減少焊接過程中的合金元素的燒損,并有效地控制焊接熔池中的夾雜物,對于獲得高強度高韌性的焊接接頭至關重要。
另外由于本次研制的焊劑SiO2等酸性物質含量較高,容易引起焊縫中Si的增加,導致焊縫韌性的下降。因此,考慮在焊劑中加入Mn-Fe,調節 Si-Fe和 Mn-Fe比例以便達到降低SiO2的活度,更好地保護焊縫中的合金元素。
通過大量試驗及配方調整,確定出工藝性能及力學性能較為優良的CaF2-MgO-Al2O3-CaOSiO2氟堿型渣系配方,見表1。
按國際焊接學會(IIW)推薦的公式進行計算可知,本次研制的焊劑堿度控制在1.8~2.0,屬高堿度焊劑。

表1 氟堿型焊劑成分配比%
3 焊接試驗
3.1 焊接材料及工藝參數
為了檢驗研制焊劑的焊接穩定性及不同焊接工藝下的適應性和焊縫性能,制定了3種焊接工藝,分別采用X100原料進行平板雙絲內外埋弧焊接。X100板材化學成分見表2。接頭采用X形坡口,焊接參數見表3。
3.2 焊接工藝性
通過對3種工藝下焊接過程中電弧燃燒情況進行考察,采用本焊劑后電弧燃燒聲音平穩、柔和。在3種工藝下進行焊接后,渣殼都能從起弧端、熄弧端自動翹起,脫渣性較好,無粘渣現象存在,且焊縫外觀規整、與母材過渡良好,金屬光澤性較好,結果滿足GB/T 12470—2003《埋弧焊用低合金鋼焊絲和焊劑》標準要求,如圖1所示。

表2 X100板材力學性能

表3 焊接參數
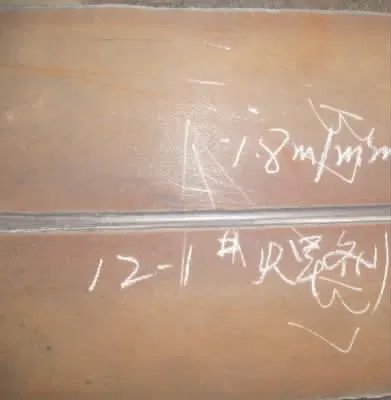
圖1 研制焊劑焊接后焊縫形貌
3.3 焊縫力學性能
3.3.1 焊縫拉伸及彎曲試驗
按照API SPEC 5L版標準及X100鋼管技術條件要求,對采用研制的焊劑匹配專用焊絲焊接后的試板,分別進行拉伸及彎曲試驗檢測,試驗結果見表4。
由表4可見,拉伸試驗結果符合API SPEC 5L版標準及X100鋼管技術條件要求,且對焊縫進行正、反彎曲后,焊縫表面均未出現肉眼可見缺陷。
3.3.2 焊縫沖擊韌性試驗
依據API SPEC 5L版標準及X100鋼管技術條件要求,V形缺口試樣尺寸為10mm×10mm×55mm,采用德國ZWICK PSW750J示波沖擊試驗機,試驗冷卻介質為液氮與工業酒精,試驗溫度為-10℃,保溫時間為5 min,結果見表5。
由表5可見,采用3種工藝進行焊接之后,-10℃焊縫沖擊韌性良好,符合API SPEC 5L標準及X100鋼管技術條件要求。
3.3.3 焊縫微觀組織
焊接后從試板中部截取焊縫試樣,并以焊縫為中心加工成尺寸為25mm×32mm金相試樣,經砂紙打磨、拋光后,使用20%的硝酸酒精腐蝕,采用奧林巴士PMG3金相顯微鏡觀察焊縫微觀組織,如圖2所示。并采用日立S-3700N掃描電鏡對于焊縫沖擊斷口進行SEM分析,如圖3所示。
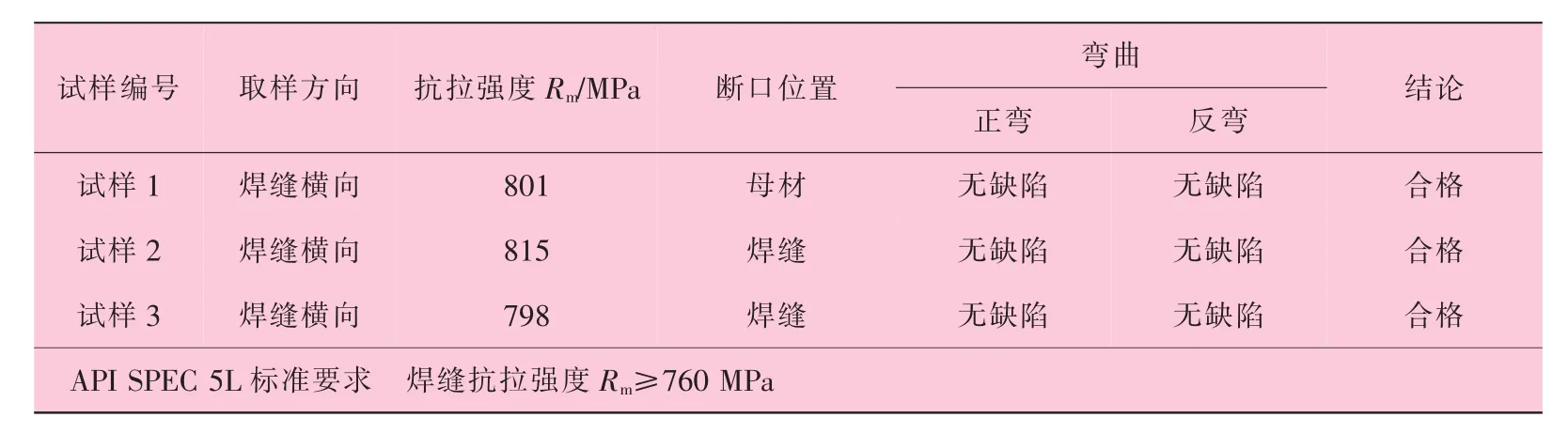
表4 焊縫拉伸及彎曲試驗結果
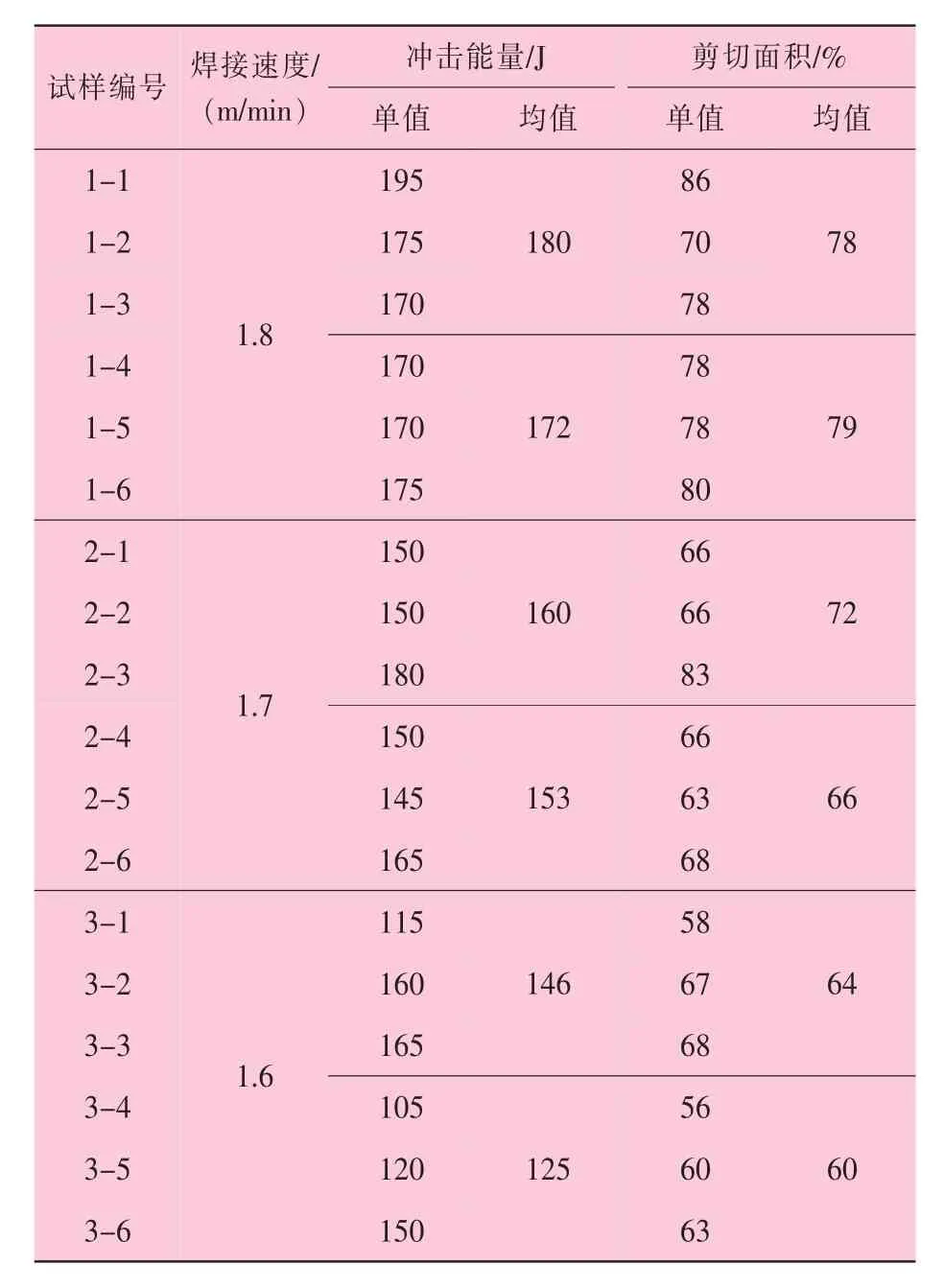
表5 焊縫沖擊韌性試驗結果
由圖2可以看出,外焊、內焊焊縫區組織為粒狀貝氏體和針狀鐵素體,其中鐵素體組織都以“籃筐編結”狀態的存在,晶態大小不等,分布均勻,晶粒細小,且外焊與內焊焊縫顯微組織相差不大。由圖3可以看出,焊縫夏比沖擊斷口為韌性斷裂,韌窩細小均勻,未發現明顯的夾雜物存在。
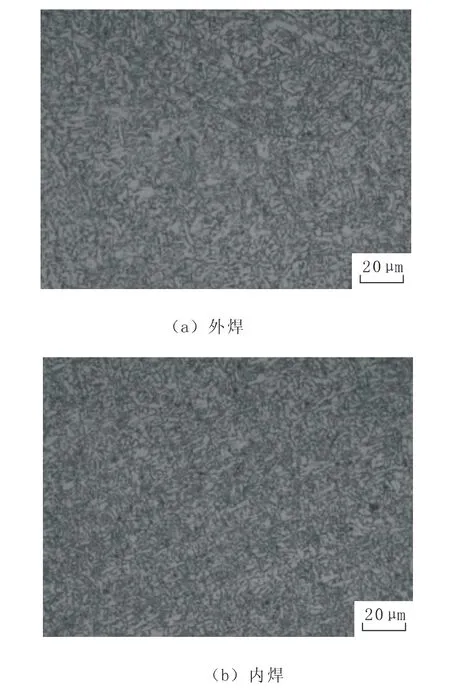
圖2 焊縫微觀組織
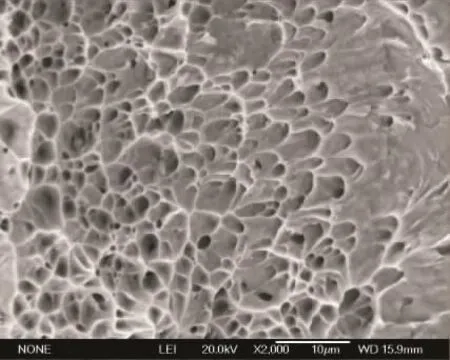
圖3 焊縫沖擊斷口SEM照片
4 結 語
結合管線鋼特殊要求,確定本次研制焊劑堿度范圍為1.8~2.0,高堿度CaF2-MgO-Al2O3-CaO-SiO2氟堿型為主要渣系。采用所研制焊劑對X100鋼板進行焊接后,脫渣性良好,焊縫表面光滑,過渡良好,通過力學性能檢測,焊縫沖擊韌性較高,強度完全達到X100管線鋼標準要求。
[1]張清輝,吳憲平,洪波.焊接材料研制理論與技術[M].北京:冶金工業出版社.2002
[2]蘇仲鳴.焊劑的性能與使用[M].北京:機械工業出版社,1989:102-106.
[3]王效蓮,馬明亮,王青云.不銹鋼埋弧焊燒結焊劑研制[J].材料開發與應用,2012,27(01):21-24.
[4]唐伯鋼,尹士科,王玉榮.低碳鋼與低合金高強度鋼焊接材料[M].北京:機械工業出版社,1987.
[5]楊曉溶,姚成云,馬德勝.高強度低合金鋼埋弧焊縫成分和顯微組織分布特征[J].熱加工工藝,2011(11):139-140.
[6]許昌玲,任德亮,胡連海.燒結焊劑的熔化特性在其配方設計中的應用[J].焊接,2005(12):26-29.
[7]蔣瑞珊.船用碳鋼埋弧焊用高韌性燒結焊劑的研究[J].鎮江船舶學院學報,1990,4(01):26-32.
[8]張敏,姚成武,李繼紅,等.X80管線鋼埋弧焊用燒結焊劑的研制[J].焊接學報,2006,27(10):29-32.
[9]馬彩玲,何少卿.硅灰石在燒結焊劑中的應用研究[J].非金屬礦,2004,27(02):23-25.
[10]任得亮,廖波,肖福仁,等.高韌性埋弧焊燒結焊劑[J].熱加工技術,2005(04):34-36.
[11]唐伯鋼,尹士科.低碳低合金高強度鋼焊接材料[M].北京:機械工業出版社,1985:73-76.
[12]國旭明,錢百年,張艷,等.焊劑堿度對管線鋼埋弧焊熔敷金屬顯微組織和韌性的影響[J].鋼鐵研究學報,2001,13(05):51-54.
[13]蔣瑞珊.燒結焊劑的脫渣性研究[J].鎮江船舶學院學報.1991,5(04):6-13.
[14]何少卿,張尤紅,楊慧,等.SJ403耐磨堆焊燒結焊劑的研制[J].焊接技術,1994(04):7-10.
[15]張敏,姚成武,呂振林.X80管線鋼埋弧焊匹配焊絲試驗[J].焊接技術,2006(04):64-68.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07