X70鋼級大徑厚比熱煨彎管制造工藝研究
2014-01-23 09:28:18張海波彭立山白雷杰趙志偉鞏忠旺
焊管 2014年10期
關鍵詞:變形
張海波,彭立山,白雷杰,趙志偉,劉 旭,鞏忠旺
(渤海裝備巨龍鋼管管件分公司,河北 青縣062658)
為了降低油氣管道建設成本,提高管道整體輸送能力,部分一類地區或運行壓力不高的油氣輸送管道主要選擇高鋼級、大直徑鋼管進行敷設,根據管道壁厚計算公式t=PD/2[σ],此類鋼管的徑厚比通常大于60。此次大徑厚比熱煨彎管制造工藝研究,依托伊拉克米桑原油外輸管道(簡稱 MOEP)工程X70鋼級φ1 067 mm×15.88 mm彎管為研究對象,該工程用彎管屬于典型的高鋼級大徑厚比熱煨彎管。經過一系列的試驗過程與分析研究,最終大徑厚比彎管熱煨成型后,達到了較好的幾何尺寸和力學性能,滿足現場使用的標準要求,并交付客戶使用。
1 大徑厚比熱煨彎管的制造難點
常用熱煨彎管設計系數為0.5左右,其徑厚比D/t≤60,較大的壁厚保證了彎管加熱成型過程中有一定的支撐力,內弧不易起皺,管體橢圓度好。而MOEP工程用φ1 067 mm×15.88 mm彎管的D/t=67。彎管在煨制成型過程中有以下幾個難點:
(1)鋼管受到左右腰鼓輥輪夾持擠壓,鋼管管體發生橢圓度變形,使彎管焊縫及中性層與感應加熱線圈的間隙變小,彎管焊縫及中性層加熱溫度偏高,影響了彎管焊縫及中性層的力學性能;
(2)鋼管受到夾持后發生了橢圓度變化,彎管成型過程中鋼管橢圓度被復制到了彎管管體上,導致彎管成型后管體橢圓度超標嚴重。且彎管內外弧與線圈間隙變大,彎管最終綜合力學性能不穩定,產品外觀及力學性能合格率低;
(3)由于彎管管體壁厚薄,彎管煨制成型過程中易出現內弧起皺超標,出現明顯的波紋狀,產品外觀質量差。
本研究針對以上大徑厚比彎管成型過程中的難點,仔細分析大徑厚比彎管成型特點,依托公司現有技術和設備資源,探索大徑厚比彎管制造工藝,保證了彎管成型后直管段橢圓度≤0.8%,彎曲段橢圓度≤2.5%;彎管角度偏差控制在±1°,彎管內弧表面無明顯褶皺,且彎管最終綜合力學性能合格。
2 主要技術難題的研究
2.1 改進夾持工裝,改善彎管管體橢圓度
在彎管煨制成型過程中,鋼管被左右輥輪夾持抱緊(如圖1所示),彎管彎制變形時,鋼管在變形區域主要受到橫向垂直于軸線方向的徑向變形力,該作用力擠壓鋼管,使鋼管上下方向變長,左右橫向縮短,鋼管變形區域橫截面呈橢圓狀,導致其加熱冷卻后橢圓狀復制到了彎管管體上。

圖1 原有機組夾持鋼管示意圖
當鋼管壁厚較大或鋼管外徑較小時,左右輥輪的夾持力不足以使鋼管管體產生變形或者管體變形量很小,彎管煨制成型后橢圓度依然能夠滿足標準要求;當鋼管壁厚較小或鋼管外徑較大時,左右輥輪的夾持力使鋼管管體橢圓度變化量增大,在鋼管加熱成型冷卻后,其擠壓變形的形狀復制到了彎管管體上。尤其當D/t≥60時,鋼管橢圓度變形更加嚴重,導致彎管橢圓度超標,無法滿足標準要求。
為了使彎管橢圓度合格,必須限制鋼管上下的變形趨勢,或縮小鋼管的變形量。為此改進了原有夾緊輥輪,增加設計了一組上下預緊輥輪組(壓扁輥輪),如圖2所示。輥輪組主要由預緊輥輪、液壓缸及框架結構組成。預緊輥輪安裝在加熱帶后面,限制鋼管夾緊時產生的豎向外徑增大變形,使鋼管管體橢圓度滿足標準要求,從而有效控制了彎管煨制成型后的管體橢圓度。
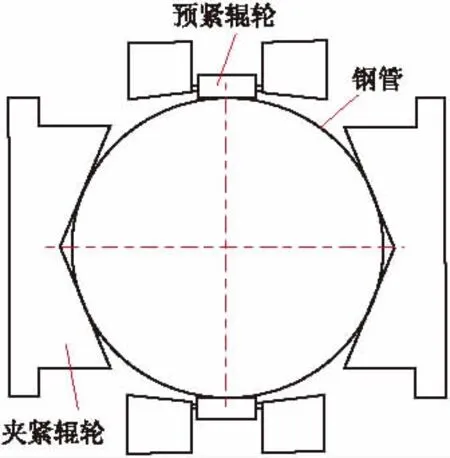
圖2 改進后機組夾持鋼管示意圖
2.2 調整鋼管夾持機構,提高管體橢圓度
彎管煨制過程中,鋼管的主要夾持機構是腰鼓輥輪夾持機構,通過液壓控制腰鼓輥輪夾緊機構的開合和夾緊。腰鼓輥輪夾持機構除用于夾緊鋼管外,還使鋼管中心與機組中心對中,引導鋼管進給和導向,并承受彎管煨制變形時產生的橫向作用力。
機組原有腰鼓輥輪位置距離感應加熱圈較近,主要是為了保證彎管煨制成型后角度反彈小,使彎管獲得精確的煨制角度。但是對于薄壁鋼管,在彎管煨制過程中,較近的夾持位置導致較小的力臂,產生了很大的橫向反作用力,加劇了薄壁鋼管的上下橢圓變形。而且變形區域距離加熱帶較近,致使擠壓變形的橢圓形狀影響到了加熱帶,將橢圓形狀復制到了彎管管體上。
經過數次試驗分析發現,將腰鼓輥輪位置后移后,彎管成型過程中,力臂較長,產生的橫向反作用力較小,鋼管橢圓變形減弱。同時夾持變形區域距離加熱帶較遠,再配合上下預緊輥輪的作用,彎管成型后管體圓度有了明顯提高,但一定程度上加大了彎管角度的偏差。新的鋼管夾持機構如圖3所示。
針對X70級φ1 067 mm×15.88 mm鋼管,經過深入對比分析研究,腰鼓輥輪后移位置與彎管橢圓度及彎管角度的關系見表1。
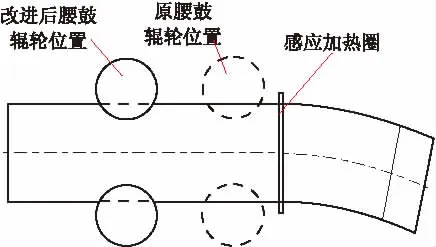
圖3 新的鋼管夾持機構示意圖
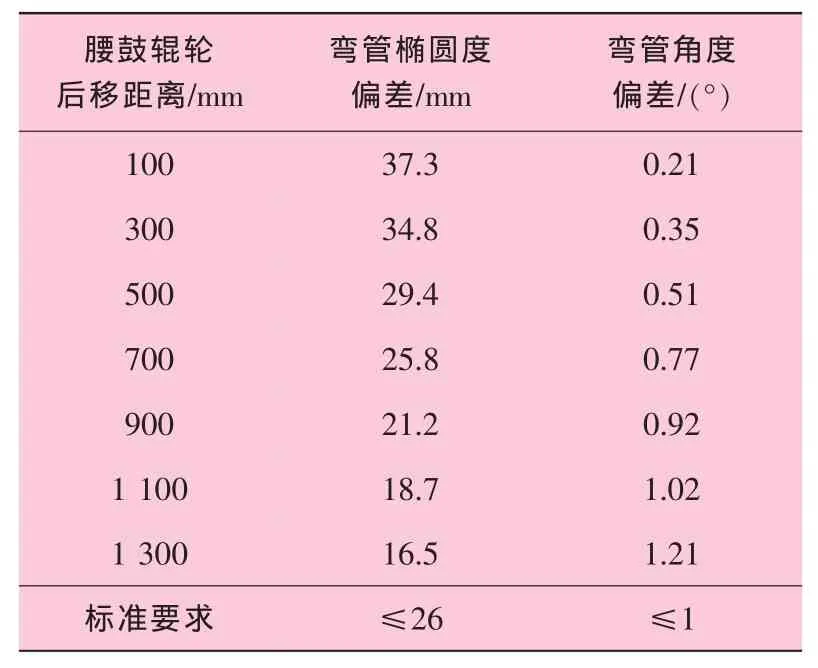
表1 腰鼓輥輪后移距離與彎管橢圓度及角度偏差
由上述試驗數據分析,將腰鼓輥輪后移到900~1 000 mm左右,彎管管體橢圓度偏差明顯降低,但彎管角度偏差也隨之增大很多,如何控制腰鼓輥輪后移導致彎管角度偏差將作為下一步研究的主要內容。
2.3 彎管角度控制研究
彎管的煨制過程是一個彈性與塑性變形過程。根據塑性力學理論,彎管的實際塑性變形量等于總變形量減去彈性變形量,同時也說明彎管加工完成后卸載,彎管將有一部分彈性變形恢復,彈性恢復量的大小決定了彎管角度的偏差大小。
2.3.1 縮小彎管曲率半徑
根據彎管成型后角度回彈的特點,可適當加大其總的變形量,即適當減小彎曲半徑。但彎曲半徑也不可能無限制縮短,因為標準中規定了彎曲半徑的偏差范圍,且較小的彎曲半徑會加大外弧側壁厚減薄率,同時影響管體橢圓度。不同曲率半徑所產生的角度偏差見表2。
通過表2可知,設備彎曲半徑最小只能調到6 310 mm,即調小92 mm。如再調小則產品彎曲半徑無法滿足標準要求,需求的產品角度與實測角度之間的差距只能通過其他辦法彌補。
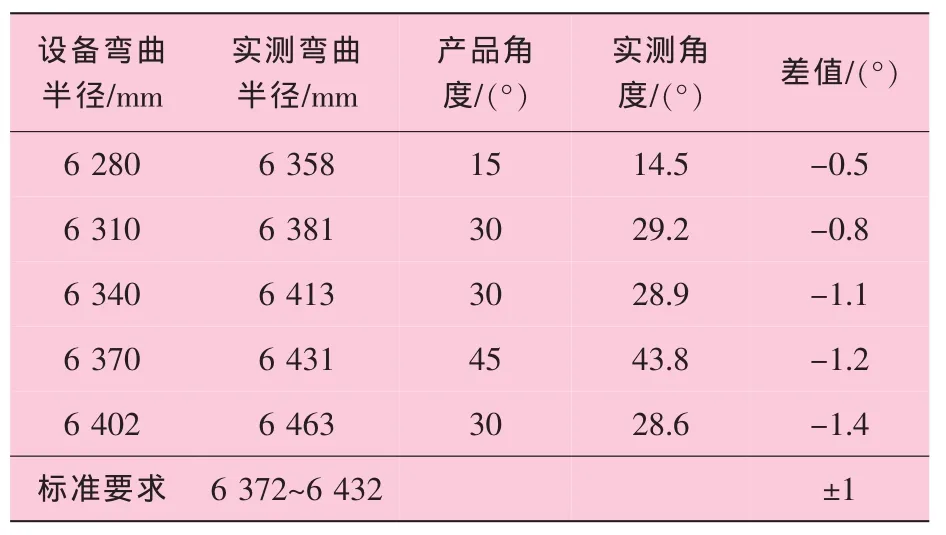
表2 X70級 φ1 067 mm×15.88 mm鋼管不同曲率半徑所產生的角度偏差
2.3.2 增加煨制長度補償角度偏差
通過增加煨制的鋼管長度來補償角度。通過計算,φ1 067 mm×15.88 mm鋼管增加112 mm長度時角度補償量為1°,不夠的角度可以通過增加煨制量來補償。但此辦法會增加鋼管材耗,只能用于較小量的角度補償,一般角度補償量控制在1°之內。
2.4 煨制溫度與速度對彎管管體橢圓度的影響
由于彎管管體橢圓變形主要產生于彎管煨制過程中,而回火過程中,彎管管體橢圓度基本不變。通過大量試驗和彎管制造經驗發現,煨制過程中影響較大的兩個因素是煨制溫度與速度,而冷卻水壓對管體變形影響較小,可忽略不計。因此,研究煨制溫度和速度對管體橢圓度的影響,對優化彎管煨制工藝具有一定的指導意義。
2.4.1 煨制溫度與彎管管體橢圓度的關系
為了分析不同煨制溫度對彎管管體橢圓度的影響,對φ1 067 mm×15.88 mm鋼管進行系列煨制溫度試驗,并進行彎管管體橢圓度測量分析,結果如圖4所示。
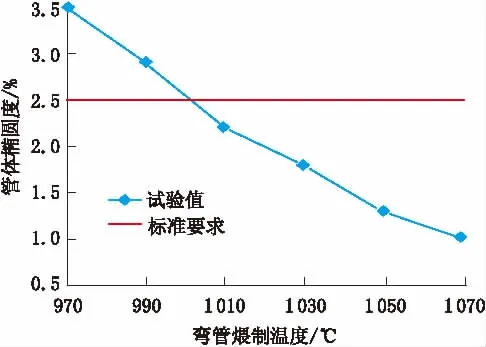
圖4 不同煨制溫度和彎管管體橢圓度的變化關系
試驗結果發現,當煨制溫度高于1 010℃時,彎管管體的橢圓度能夠滿足標準要求,而且煨制溫度越高,管體橢圓度質量越好。原因是加熱溫度越高,金屬的流動性越好,彎管變形時產生的反變形力則變小,作用在鋼管上的變形力也就變小,鋼管變形量減小,相應地彎管管體橢圓度也就越好。但通過熱模擬試驗發現,彎管煨制溫度不能無限高,只能在材料允許的范圍內,因此確定彎管煨制溫度為(1 030±25)℃。
2.4.2 煨制速度與彎管管體橢圓度的關系
不同煨制速度和彎管管體橢圓度的變化關系如圖5所示。試驗結果發現,當煨制速度大于40 mm/min時,彎管管體橢圓度超出標準要求,無法滿足使用要求。原因是煨制速度加快,鋼管單位時間內產生的變形量增大,所需的變形力也越大,鋼管變形也越大,管體橢圓度變差。降低煨制速度可有效地降低彎制力,相應地減少鋼管變形量。因此,彎管煨制速度越低,彎管成型后的管體橢圓度質量越好,但是考慮到生產效率與煨制速度對彎管力學性能的影響,最終確定煨制溫度為35 mm/min。
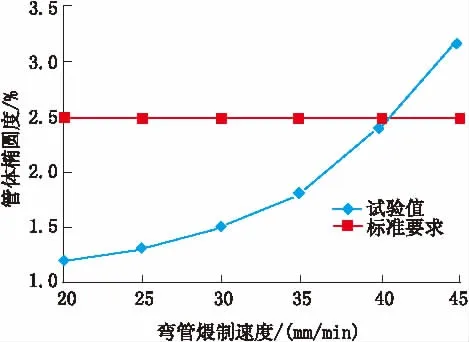
圖5 不同煨制速度和彎管管體橢圓度的變化關系
3 單根試制和首批生產
3.1 單根試制
對X70級φ1 067 mm×15.88 mm鋼管經過數次試驗分析研究,確定了其工藝范圍,彎管制造工藝參數見表3。

表3 X70級 φ1 067 mm×15.88 mm彎管制造工藝參數
按照上述制定彎管制造工藝、改進工裝及設備后,我們進行了產品的單根試制。具體試驗結果見表4、圖6和表5。

表4 彎管外觀和幾何尺寸檢驗結果
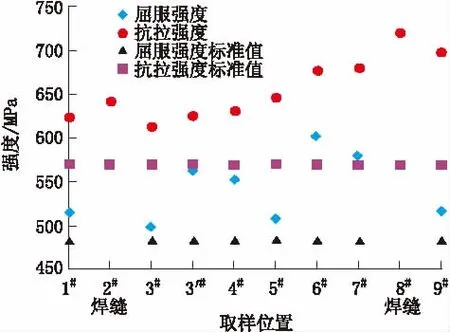
圖6 φ1 067 mm×15.88 mm試制彎管拉伸性能
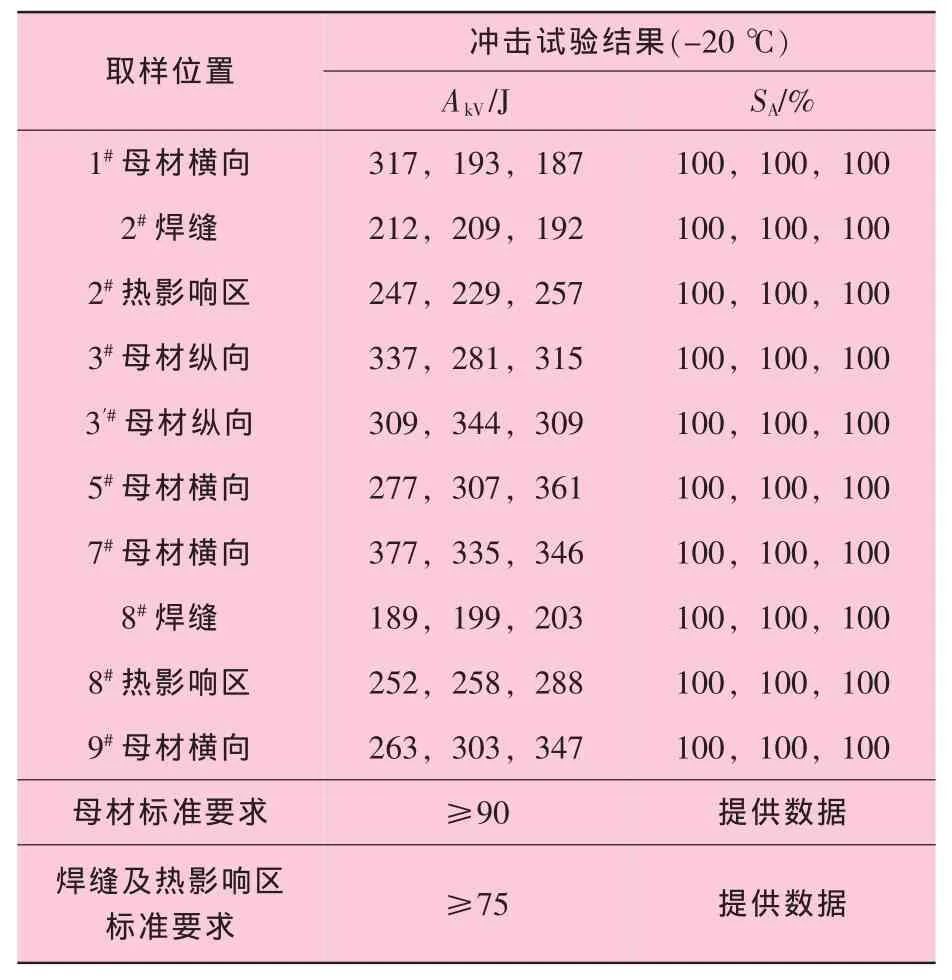
表5 X70級 φ1 067 mm×15.88 mm試制彎管抗沖擊性能
3.2 小批量生產
X70級 φ1 067 mm×15.88 mm小批量生產了5根彎管,對全部彎管進行了幾何尺寸檢測和無損檢測,檢測結果全部合格,完全符合伊拉克MOEP 工程《彎管技術規格書》(HFY2-GEN-PPLSP-00014 Rev.A)的要求。正式批量生產中,共為伊拉克MOEP工程提供了294根 φ1 067 mm×15.88 mm X70鋼級彎管,產品均合格發運。
4 結論
(1) 該研究以X70級 φ1 067 mm×15.88 mm彎管生產項目為依托,以公司現有的生產設備為基礎,通過改進彎管機組的夾持工裝、調節彎管曲率半徑、補償彎曲角度等方式,使大徑厚比彎管成型后具有較好的管體橢圓度和角度。
(2)精確測量控制彎管煨制溫度和速度,嚴格控制彎管煨制成型工藝,保證了大徑厚比彎管成型后的外觀質量和力學性能。最終使X70鋼級φ1 067 mm×15.88 mm大徑厚比彎管試制成功,保證了伊拉克MOEP工程用大徑厚比彎管的生產供應,達到了預期的研究目標。
(3) X70鋼級 φ1 067 mm×15.88 mm 大徑厚比彎管的試制成功,形成了系統的大徑厚比彎管制造技術與研究方案,為今后開發更高鋼級、更大直徑的彎管產品積累了豐富的經驗,具有一定推廣與應用價值。
[1]GB 50253—2003,輸油管道工程設計規范[S].
[2]GB 50251—2003,輸氣管道工程設計規范[S].
[3]CDP-S-OGP-PL-016-2011-2, 油氣管道工程感應加熱彎管通用技術條件[S].
[4]SY 5257—2012,油氣輸送用鋼制彎管[S].
[5]ISO 15590-1—2009,感應加熱彎管[S].
[6]李德忠,陳長青,付彥宏.國產厚壁大口徑X70鋼熱煨彎管的研制[J].壓力容器,2007,24(02):47-49.
[7]陳軍,段文森,楊海瑛.金屬彎管的成型技術[J].稀有金屬材料與工程,2008,37(S4):555-560.
[8]邵靖利,叢相州.彎管制造工藝對X70鋼彎管性能的影響[J].機械工人(壓力加工),2005(10):71-74.
[9]顧煜炯,姚健,周兆英,等.感應加熱小半徑金屬彎管成型的機理研究[J].金屬學報,1994,30(12):543-547.
[10]胡勇,王呈方.彎管工藝中回彈伸長和成形半徑的確定方法[J].鍛壓機械,1997(01):35-37.
[11]方秀榮,曹文勝.大口徑中頻加熱液壓彎管機的液壓技術研究[J].液壓與氣動,2010(07):46-48.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
