焊管內(nèi)裂紋電磁激勵紅外無損檢測數(shù)值模擬
2014-01-23 02:39:50李龍波李國華侯蘇靈
激光與紅外 2014年1期
李龍波,李國華,邢 亮,侯蘇靈
(中國礦業(yè)大學(北京)機電與信息工程學院,北京100083)
1 引言
直縫焊管就是將熱軋板卷成型后,使鋼卷變形為圓筒狀,用高頻電流使管坯融化,在擠壓作用下,融化兩邊熔合在一起,經(jīng)冷卻達到焊接的效果,形成鋼管,然后刮去焊縫的外毛刺,再經(jīng)過定徑、矯直、定尺切斷;直縫焊管以成本低、效率高、壁厚均勻等特點,廣泛應用于石油天然氣輸送、低壓水煤氣輸送、礦用流體輸送和汽車傳動軸等方面,特別在石油管道中已經(jīng)逐步取代不銹鋼管;當然,對直縫焊管檢測方法的要求也越來越高,而當前直縫焊管內(nèi)部裂紋的檢測方法包括超聲波和射線探傷;但超聲檢測存在檢測盲區(qū),檢測效率低,缺陷很難定性;射線檢測檢測存在安全隱患。
與傳統(tǒng)方法相比,電磁激勵紅外熱像無損檢測用紅外熱像儀測取目標物體表面的紅外輻射能,并將其轉(zhuǎn)變?yōu)橹庇^形象的溫度場,通過觀察該溫度場的均勻與否,來推斷目標物體內(nèi)部是否有缺陷[1];其在焊縫缺陷上的檢測也越來越得到重視;國內(nèi)紅外熱像無損檢測技術的研究剛開始[2-3],以電磁為激勵源的紅外無損檢測的研究少之又少[4],國外對此研究也不多[5-9],需要對其進行研究和完善。
2 仿真有限元模型
2.1 感應加熱有限元理論
2.1.1 電磁場數(shù)學模型
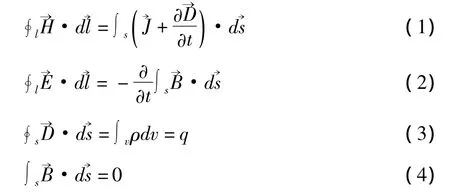
感應加熱的過程是電磁場中能量傳播的過程,電磁場中的直縫焊管由于電磁場的作用感生渦流而產(chǎn)生熱量,描述電磁場分布和傳播的數(shù)學方程就是麥克斯韋方程組,其積分形式為:
2.1.2 溫度場數(shù)學模型
求解渦流場的目的是利用求得的感生電流焦耳熱作為內(nèi)熱源來計算溫度場,溫度場的計算結(jié)果可以用來分析感應加熱過程中直縫焊管裂紋上方的溫度變化情況,為內(nèi)部裂紋可檢測性評判提供依據(jù)。
對于直縫焊管,根據(jù)能量守恒定律,圓柱坐標系下的固態(tài)導熱微分方程[10]為:
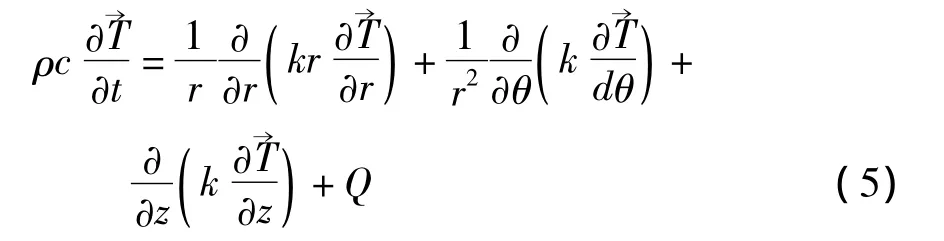
式中,珗T,ρ,k,c,Q 分別為試件的瞬態(tài)溫度、密度、導熱系數(shù)、比熱、內(nèi)熱源生成的熱量。
故本文中計算溫度場的數(shù)學模型為:

設直縫焊管和外界空氣初始溫度的初始溫度為300 K,對流系數(shù)設為15 W/(m2·K),根據(jù)熱傳導第三類邊界條件可得:

式中,k,n,α,珗Tf,Γ 分別為試件的導熱系數(shù)、邊界上的法向向量、對流系數(shù)、空氣溫度、試件邊界。
2.2 直縫焊管有限元模型
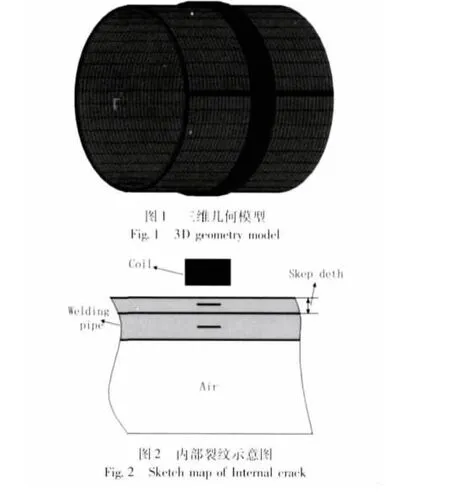
本次仿真以20鋼為研究對象,ANSYS中電磁分析選用3-D棱邊法,直縫焊管內(nèi)徑100 mm,壁厚4 mm,長度200 mm;焊縫寬1.9 mm;激勵線圈為銅線圈,位于裂紋正中,內(nèi)徑為110 mm,壁厚1 mm;裂紋長度為8 mm,寬0.25 mm,深度0.6 mm,如圖1所示;焊管、焊縫、熱影響區(qū)、線圈和空氣的網(wǎng)格單元采用SOLID236單元;熱分析采用SOLID90單元;為確保仿真精度,直縫焊管內(nèi)充滿空氣,管外除線圈皆為空氣物理參數(shù)如表1所示。
內(nèi)部裂紋在電磁激勵直縫焊管中的位置分為兩種:位于趨膚深度深度以內(nèi)的隱藏裂紋、位于趨膚深度以下的內(nèi)部裂紋,如圖2所示。
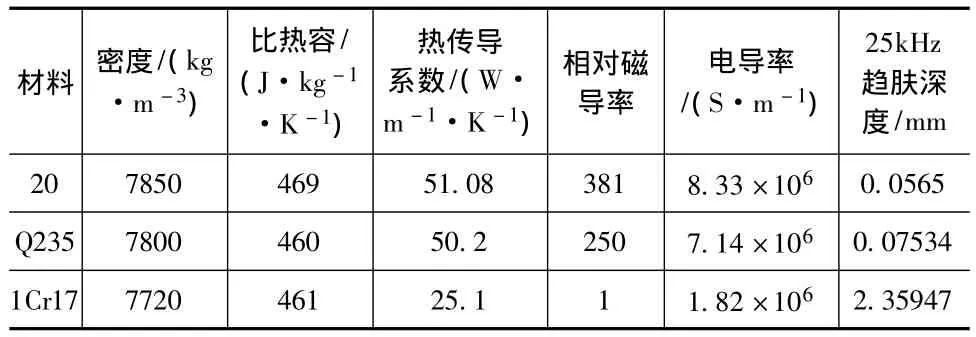
表1 不同材料物理性能Tab.1 Physical properties of different materials
3 評判標準
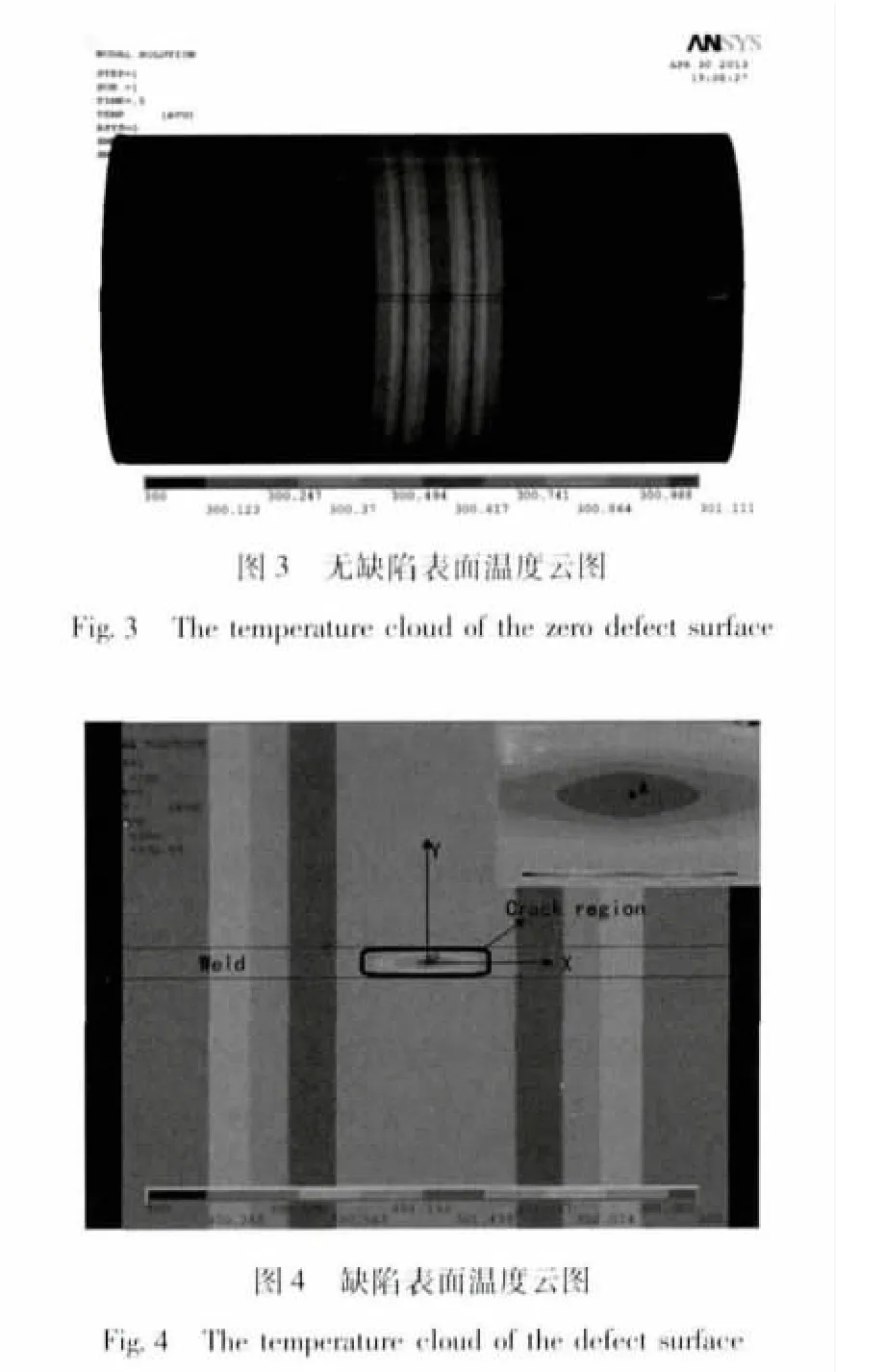
3.1 溫度分布圖
為了使模擬仿真更好的向?qū)嵺`中推廣,選擇了熱靈敏度0.04℃,幀頻60 Hz的紅外熱像儀,亦即在溫差>0.04℃的情況下,紅外熱像儀會以每秒60張的熱像圖顯現(xiàn)出來;圖3為無缺陷表面溫度云圖,只要出現(xiàn)如圖4所示的溫度圖,我們就可以判定焊縫此處存在內(nèi)部缺陷,因此在仿真模擬中兩點的選取至關重要;如圖3、4溫度云圖所示,以缺陷中心為原點,平行于焊縫為X軸,垂直焊縫為Y軸,溫度分布都是以缺陷為中心溫度最高,向兩邊下降;無缺陷時,Y軸(垂直焊縫方向)溫度分布均勻。
3.2 溫差參考點的選取及評判指標
本次仿真激勵頻率為 25 kHz,電流強度為8 A/mm2,加熱時間為 1 s,散熱時間 2 s,選取裂紋上方表面中心點為固定點A,向Y軸方向90°圓環(huán)上選取40個點,其中焊縫21個點,母材19個點,得到A點與參考點最大溫差分布圖以及離中心最近最大溫差點B,為了消除隨機性,以固定A、B兩點處所有節(jié)點的平均值之差△T,如圖5所示,得出最大溫差△Tmax和可檢測時間段,作為紅外熱像儀可檢測的參考性指標。
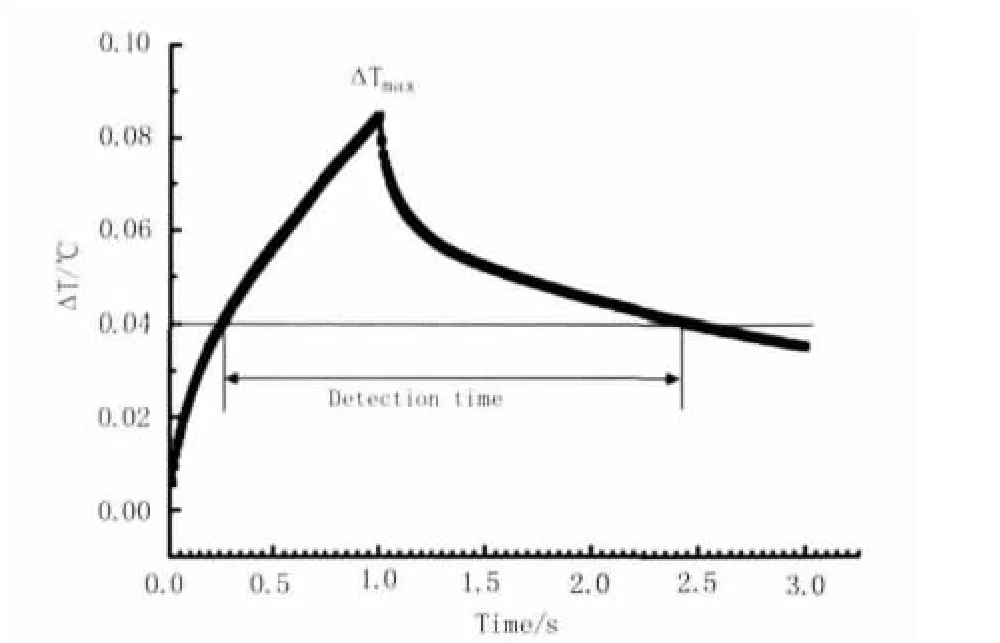
圖5 AB兩點溫度差隨時間的變化規(guī)律Fig.5 Variation law of temperature difference between two points A and B with time
4 模擬結(jié)果與討論
4.1 埋藏深度對直縫焊管內(nèi)部裂紋可檢測性的影響
內(nèi)部裂紋離表面距離為埋藏深度,通過對埋藏深度 0.05,0.1,0.2,0.3,0.4 mm 進行對比,從圖6和圖7可以看出,在焊縫區(qū)域,溫差分布都是逐漸上升的,到母材區(qū)域溫差達到平衡,因此參考點B選取在焊縫邊緣處;最大溫差依次為0.045,0.025,0.02,0.016,0.013℃,埋藏深度為0.05 mm 時,最大溫差明顯高于其他埋藏深度溫差,存在可檢測時間0.96 s,其他不存在可檢測時間;這是因為在25 kHz的激勵頻率下,直縫焊管的趨膚深度為0.0565 mm,而電流密度大部分集中趨膚深度以內(nèi),因此,當缺陷存在時,其阻礙作用使缺陷處溫度升高,并且電流在缺陷上方集聚,從而產(chǎn)生的熱源通過熱擴散到表面,裂紋上方表面溫度也相對更高;但是在趨膚深度以下的裂紋,由于大部分電流在其上方通過,我們認為電流流向并未受到太大影響,所以溫差相對較低。
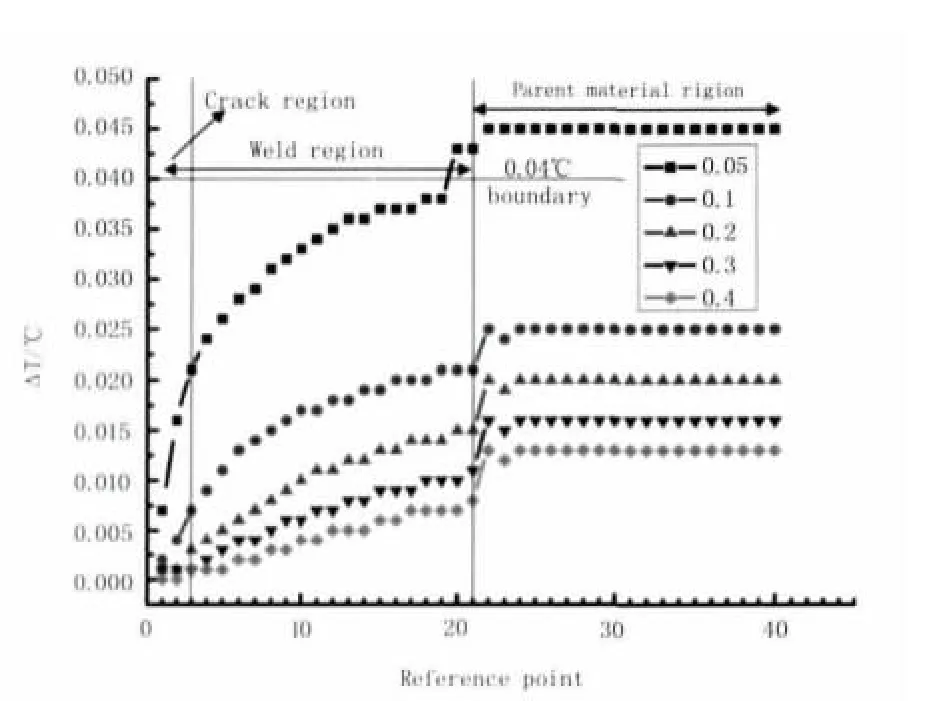
圖6 最大溫差分布Fig.6 Maximum temperature distribution
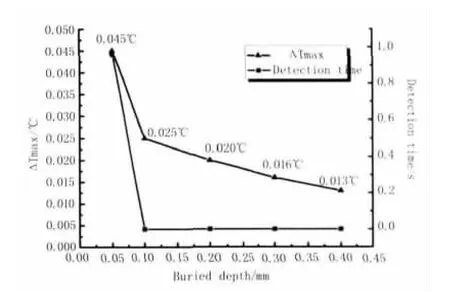
圖7 埋藏深度的影響Fig.7 The influence of buried depth
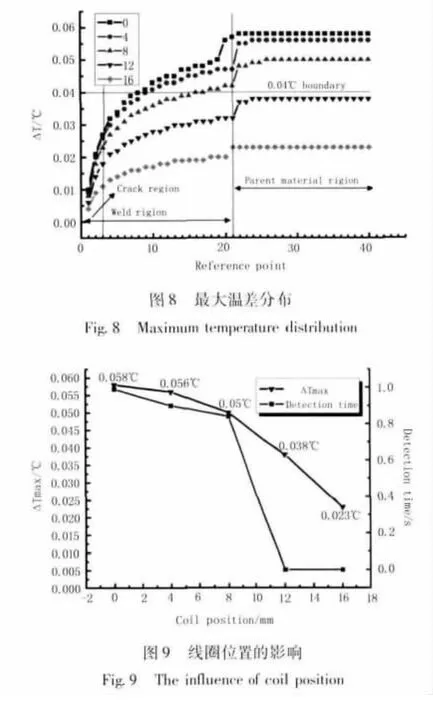
4.2 線圈位置對直縫焊管內(nèi)部裂紋可檢測性的影響
線圈中心離裂紋中心的距離為偏心距離,通過對偏心距離 0,4,8,12,16 mm 進行對比,結(jié)果如圖 8和圖9可見,得到的最大溫差依次為0.058,0.056,0.05,0.038,0.023℃(為了更好地作對比,線圈長度由原來的16 mm改為32 mm),其可檢測時間在逐漸下降,當偏心距離為12 mm和16 mm時,不存在可檢測時間,這是因為線圈長度的增加,磁感應強度增大,最大溫差也相應更大,而裂紋離線圈中心越遠,磁感應強度越小,所產(chǎn)生流過缺陷的感應電流也越小,不足以產(chǎn)生足夠的熱擴散到表面。
4.3 不同材料對直縫焊管內(nèi)部裂紋可檢測性的影響
直縫焊管常用的材質(zhì)普通碳素鋼Q235、優(yōu)質(zhì)碳素結(jié)構(gòu)鋼20、不銹鋼1Cr17,其物理性能如表1所示;實驗結(jié)果如圖10所示,最大溫差依次為0.057,0.045,0.013℃,可檢測時間分別為 0.98,0.96,0s;這是由于20鋼的比熱容大于Q235,因此熱量相同的情況下,Q235升溫更快;并且Q235的趨膚深度大于20鋼,因此內(nèi)部裂紋對電流阻礙作用越明顯,產(chǎn)生熱也越大;而不銹鋼1Cr17相對磁導率很小,因此產(chǎn)生的感應電流越小,產(chǎn)生的熱不足以被檢測出來。
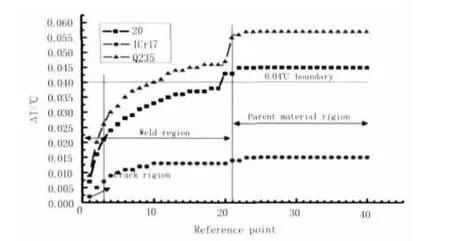
圖10 最大溫差分布Fig.10 Maximum temperature distribution
4.4 感應加熱時間對焊縫內(nèi)部裂紋可檢測性的影響
通過改變激勵時間 0.2,0.4,0.6,0.8,1s,如圖11和圖12所示,其最大溫差依次為0.044,0.044,0.044,0.045,0.045℃,但可檢測時間呈現(xiàn)直線上升的趨勢;這是因為激勵時間的增大,直縫焊管的溫差保持在一個溫度范圍不變,當降溫的時候才有所下降,因此可檢測時間也不斷增加。
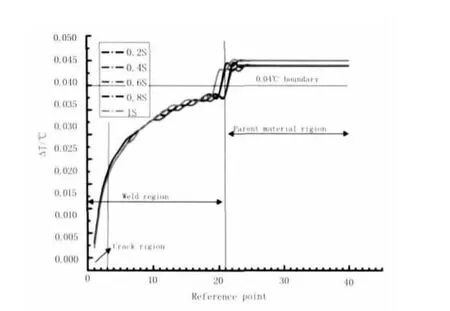
圖11 最大溫差分布Fig.11 Maximum temperature distribution
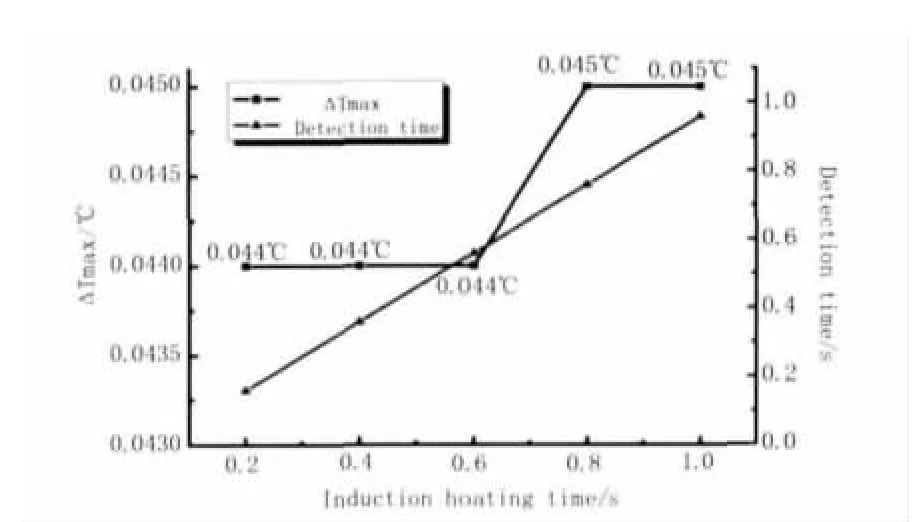
圖12 感應加熱時間的影響Fig.12 The influence of induction heating time
5 結(jié)論
本文通過ANSYS有限元軟件對直縫焊管內(nèi)部裂紋檢測模擬仿真,研究分析和模擬計算得出了以下結(jié)論:
1)在趨膚深度以內(nèi)的內(nèi)部裂紋更加容易能夠檢測到,對于趨膚深度以下的內(nèi)部裂紋,可以通過改變激勵頻率來改變趨膚深度范圍或者增大電流強度得到更多的熱源,也可以選擇更優(yōu)的紅外熱像儀,從而達到檢測目的。
2)線圈長度的增加,最大溫差增大;隨著偏心距離的增大,最大溫差也逐漸下降,到偏心距離為12 mm時,溫差為0.038℃,小于紅外熱像儀的分辨率,因此內(nèi)部裂紋無法檢測到。
3)鐵磁性材料Q235普通碳素鋼和20優(yōu)質(zhì)碳素結(jié)構(gòu)鋼比非鐵磁性材料1Cr17不銹鋼更容易被檢測出來。
4)隨著激勵時間的增加,最大溫差值變化不大,但其可檢測時間不斷增大。
5)本仿真的結(jié)果還有待實踐的驗證。
[1] Li Guohua,Wu miao.Modern non-destructive testing & evaluation[M].Beijing:Chemical Industry Press,2009.(in Chinese)李國華,吳淼.現(xiàn)代無損檢測與評價[M].北京:化學工業(yè)出版社,2009.
[2] Cao Dan,Qu Huiming.Research on material infrared nondestructive testing based on finite element[J].Laser &Infrared,2013,43(5):513 -17.(in Chinese)曹丹,屈惠明.基于有限元的材料紅外無損檢測研究[J].激光與紅外,2013,43(5):513 -517.
[3] Wang Chengliang,Yang Bo.Experimental research on ultrasound infrared thermography nondestructive testing for aerial composite materials[J].Laser & Infrared,2010,40(4):377 -379.(in Chinese)王成亮,楊波.飛機復合材料超聲紅外無損檢測研究[J].激光與紅外,2010,40(4):377 -379.
[4] Liu Guofei,Li Guohua.Numerical simulation of defect inspection using electromagnetically stimulated thermography[J].Journal of Shanghai Jiao tong University(Science),2011,16(3):262 -265.
[5] N Tsopelas,N J Siakavellas.Electromagnetic-thermal NDT in thin conducting plates[J].NDT and E International,2008,5(39):391 -399.
[6] Matej Kranjc,Anze Zupanic.Numerical analysis and thermographic investigation of induction heating[J].NDT &E International,2010(53):3585 - 3591.
[7] A Risitano,G Risitano.Cumulative damage evaluation of steel using infrared thermography[J].Theoretical and Applied Fracture Mechanics,2010,54(2):82 -90.
[8] Liu Junyan,TangQingju,LiuXun,et al.Research on the quantitative analysis of subsurface defects for non-destructive testing by lock-in thermography[J].NDT and E International,2012,45:104 -110.
[9] Mengchun Pan,Yunze He.Defect characterisation using pulsed eddy current thermography under transmission mode and NDT applications[J].NDT and E International,2012,52:28 -36.
[10] Yang Shiming,Tao Wenquan.Heat transfer[M].Beijing:Higher Education Press,1998.(in Chinese)楊世銘,陶文銓.傳熱學[M].北京:高等教育出版社,1998.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
