基于PLC和觸摸屏的食品包裝自動(dòng)化生產(chǎn)線控制系統(tǒng)設(shè)計(jì)
2014-02-10 10:37:07李本紅陳小軍
機(jī)電工程技術(shù) 2014年1期
李本紅,陳小軍
(1.佛山職業(yè)技術(shù)學(xué)院,廣東佛山 528137;2.江西應(yīng)用技術(shù)職業(yè)學(xué)院,江西贛州 341000)
基于PLC和觸摸屏的食品包裝自動(dòng)化生產(chǎn)線控制系統(tǒng)設(shè)計(jì)
李本紅1,陳小軍2
(1.佛山職業(yè)技術(shù)學(xué)院,廣東佛山 528137;2.江西應(yīng)用技術(shù)職業(yè)學(xué)院,江西贛州 341000)
為了提高食品包裝生產(chǎn)線自動(dòng)化水平,減輕工人的勞動(dòng)強(qiáng)度,以食品(檳榔)包裝生產(chǎn)線改造為例,分析設(shè)計(jì)了改造后檳榔包裝生產(chǎn)線的工藝流程。結(jié)合檳榔包裝的特點(diǎn)以及技術(shù)要求,給出了檳榔包裝生產(chǎn)線的總體設(shè)計(jì)方案。采用三菱公司PLC和觸摸屏設(shè)計(jì)了生產(chǎn)線控制系統(tǒng),實(shí)現(xiàn)食品包裝自動(dòng)化。實(shí)際生產(chǎn)表明,該自動(dòng)化生產(chǎn)線構(gòu)造合理,可以滿足檳榔包裝生產(chǎn)自動(dòng)化需求,具有廣闊的應(yīng)用前景。
食品包裝;自動(dòng)化生產(chǎn)線;PLC;觸摸屏
0 前言
近年來,我國食品加工業(yè)高速度發(fā)展,食品加工業(yè)的發(fā)展必將帶動(dòng)食品裝備的發(fā)展。食品裝備行業(yè)的不斷發(fā)展與進(jìn)步為食品工業(yè)的發(fā)展提供物質(zhì)基礎(chǔ)和技術(shù)保證,推動(dòng)食品工業(yè)的技術(shù)進(jìn)步,在食品工業(yè)的發(fā)展中起著舉足輕重的作用。食品行業(yè)中對于單個(gè)產(chǎn)品(如糖果、檳榔等)的裝袋、裝包過程,傳統(tǒng)的方法是將單個(gè)產(chǎn)品裝入噴碼后自立袋內(nèi),然后將自立袋封口打包,整個(gè)過程中均由人工操作完成。為了適應(yīng)現(xiàn)代化的大規(guī)模生產(chǎn)某種產(chǎn)品,而且需要對其進(jìn)行計(jì)數(shù)、包裝,就必須設(shè)計(jì)一套完整的自動(dòng)化生產(chǎn)線,以便用這自動(dòng)化的生產(chǎn)線來代替人工完成這些繁雜的工作。全自動(dòng)生產(chǎn)線將越來越普遍,單機(jī)產(chǎn)品可能將會(huì)慢慢被淘汰,將自動(dòng)化生產(chǎn)與食品包裝機(jī)械相結(jié)合,提高機(jī)電一體化、模塊集成化,推動(dòng)我國食品裝備行業(yè)自動(dòng)化程度向國際水平發(fā)展[1]。
本文以檳榔包裝為例,對檳榔包裝流程進(jìn)行分析,設(shè)計(jì)一條滿足技術(shù)要求的食品包裝自動(dòng)化生產(chǎn)線。在分析檳榔包裝自動(dòng)化生產(chǎn)線的控制要求前提下,采用PLC和觸摸屏設(shè)計(jì)了食品包裝自動(dòng)化生產(chǎn)線的控制系統(tǒng),實(shí)現(xiàn)控制系統(tǒng)可視化操作。經(jīng)過現(xiàn)場生產(chǎn)表明:檳榔包裝自動(dòng)化生產(chǎn)線獲得良好的經(jīng)濟(jì)效益,具有廣闊的市場前景,值得應(yīng)用推廣。
1 檳榔包裝自動(dòng)化生產(chǎn)線的工藝流程
傳統(tǒng)的檳榔純手工操作包裝生產(chǎn)線雖然比較穩(wěn)定、可靠,但是由于勞動(dòng)強(qiáng)度太大、人工成本較高,效率難以提高。因此,需要尋求一種能夠取代人工操作的一種機(jī)械式自動(dòng)化包裝方式。自動(dòng)化生產(chǎn)線是產(chǎn)品生產(chǎn)過程所經(jīng)過的路線,即從原料進(jìn)入生產(chǎn)現(xiàn)場開始,經(jīng)過加工、運(yùn)送、裝配、檢驗(yàn)等一系列生產(chǎn)生產(chǎn)線活動(dòng)所構(gòu)成的路線。
檳榔包裝自立袋是指一種底部有水平支撐結(jié)構(gòu)的軟包裝袋,不倚靠任何支撐以及無論開袋與否均可自行站立的包裝形式。由于自立袋的這種特點(diǎn),改造時(shí)將自立袋放入線體自動(dòng)輸送到后面工序。根據(jù)主要工序的安排改造后檳榔包裝自動(dòng)化生產(chǎn)線生產(chǎn)線流程簡圖如1所示。

圖1 改造后檳榔包裝自動(dòng)化生產(chǎn)線流程圖
考慮生產(chǎn)工序的連續(xù)性,改造后檳榔包裝自動(dòng)化生產(chǎn)線的封口區(qū)域、噴碼區(qū)域、理料整料機(jī)構(gòu)、打包區(qū)域設(shè)計(jì)在主線上,首先由高壓真空壓縮機(jī)為輸送自動(dòng)線提供物料來源,人工將單口檳榔裝入包裝自立袋中,輸送線帶著包裝自立袋經(jīng)過封口區(qū)域、噴碼區(qū)域完成封口噴碼工序,然后由理料整料機(jī)構(gòu)將自立袋推到并整理后經(jīng)包裝機(jī)將自立袋打包,完成檳榔的包裝過程。在檳榔包裝過程中,雖然包裝自立袋具有能夠獨(dú)立自行站立的特點(diǎn),但是在封口區(qū)域、打包區(qū)域,容易出現(xiàn)卡料、疊料的情況,導(dǎo)致生產(chǎn)線自動(dòng)化不能順暢的運(yùn)轉(zhuǎn),這就對控制系統(tǒng)提出了更高的要求。
2 自動(dòng)化生產(chǎn)線總體方案設(shè)計(jì)
包裝自動(dòng)化生產(chǎn)線技術(shù)參數(shù)如下所示:
(1)設(shè)備外形尺寸:設(shè)備長度小于26 200 mm,寬度(包括人座位的寬度),寬度小于3 800 mm,高度小于2 400 mm;
(2)包裝自動(dòng)化生產(chǎn)線生產(chǎn)節(jié)拍為:工作生產(chǎn)節(jié)拍為3.75秒鐘1禮包;
(3)小袋放料人工數(shù)量為:25人,設(shè)計(jì)時(shí)按30個(gè)人座位進(jìn)行規(guī)劃以便于提產(chǎn);
(4)小袋人工放料操作速度為:每10秒鐘1小袋,大包裝袋設(shè)計(jì)1個(gè)人進(jìn)行操作。
根據(jù)改造后檳榔包裝生產(chǎn)線的工藝流程,食品包裝自動(dòng)化生產(chǎn)線總體結(jié)構(gòu)見圖2。為了方便運(yùn)輸以及進(jìn)廠安裝,其設(shè)計(jì)的生產(chǎn)線總體尺寸為:長26 000 mm、寬3 450 mm、高2 200 mm,滿足技術(shù)協(xié)議要求。
如圖2所示,本文設(shè)計(jì)的檳榔自動(dòng)包裝生產(chǎn)線由自動(dòng)包裝機(jī)、理料整料機(jī)構(gòu)、倒料機(jī)構(gòu)、電控箱、提升機(jī)、下料和卸料機(jī)構(gòu)、高速封口機(jī)、噴碼機(jī)、自動(dòng)輸送線體等9大部分設(shè)備組成。生產(chǎn)線通過各功能機(jī)構(gòu)與輸送線體系統(tǒng)相互配合完成,其中輸送線體由環(huán)形輸送線、直線輸送線組成。
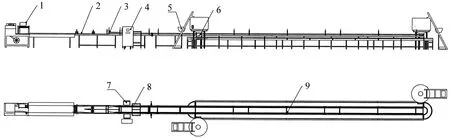
圖2 檳榔包裝自動(dòng)化生產(chǎn)線總體結(jié)構(gòu)圖
3 生產(chǎn)線控制系統(tǒng)的設(shè)計(jì)
(1)生產(chǎn)線控制要求
對檳榔包裝自動(dòng)化生產(chǎn)線的控制系統(tǒng)有以下幾方面要求:
1)發(fā)生故障按鈕。生產(chǎn)線在工作狀態(tài)隨時(shí)會(huì)遇到緊急情況,所以需要在設(shè)備上安裝緊急停止按鈕和一時(shí)停止按鈕。一旦發(fā)生緊急情況,只需按下緊急停止按鈕或者一時(shí)停止按鈕,整套生產(chǎn)線立即停止工作或者單獨(dú)停止;故障解除后,按準(zhǔn)備啟動(dòng)按鈕使生產(chǎn)線各個(gè)部分處于準(zhǔn)備工作。
2)運(yùn)行方式。設(shè)置可以互相切換的多種運(yùn)行方式,即自動(dòng)方式、手動(dòng)方式。在工廠中,生產(chǎn)線一般都是工作在自動(dòng)方式,手動(dòng)方式常用于設(shè)備調(diào)試和檢修。
3)聯(lián)鎖和互鎖。生產(chǎn)線的各個(gè)部分相互關(guān)聯(lián),因此在工作過程中程序控制需要在各種條件下進(jìn)行聯(lián)鎖。而且,由于生產(chǎn)線機(jī)構(gòu)能夠有幾種工作狀態(tài),但是不能同時(shí)工作,因此需要互鎖,如電機(jī)的正反轉(zhuǎn)、自動(dòng)模式和手動(dòng)模式的選擇。
4)故障報(bào)警。要求生產(chǎn)線在工作過程中,如果出現(xiàn)故障,報(bào)警燈自動(dòng)發(fā)出故障警報(bào),解除報(bào)警后生產(chǎn)線恢復(fù)運(yùn)行。
5)狀態(tài)顯示。要求在工作過程中,運(yùn)行方式、系統(tǒng)操作以及生產(chǎn)完成進(jìn)度均在觸摸屏上顯示。
(2)硬件設(shè)計(jì)
可編程控制器(PLC)可靠性高,編程簡單,維修方便[2]。但是,PLC在人機(jī)對話、故障判斷和線路修改等方面有些不便。要想直觀地了解生產(chǎn)過程和監(jiān)控信號(hào)的動(dòng)態(tài)變化,需選擇一個(gè)上位機(jī)來配合PLC,才能組成優(yōu)良的自動(dòng)控制系統(tǒng)。所以,設(shè)計(jì)了一套應(yīng)用觸摸屏和PLC,共同組成檳榔包裝自動(dòng)化生產(chǎn)線的控制系統(tǒng)。系統(tǒng)硬件結(jié)構(gòu)如圖3所示。
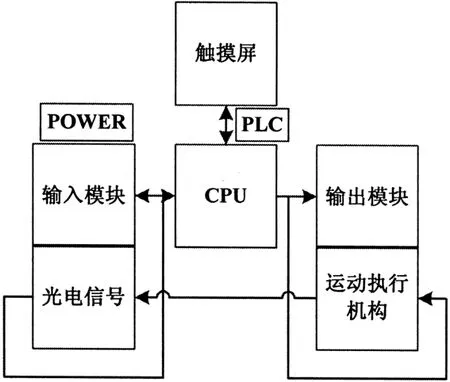
圖3 系統(tǒng)硬件結(jié)構(gòu)
CPU單元負(fù)責(zé)控制整個(gè)生產(chǎn)過程。觸摸屏通過RS-232串口和CPU進(jìn)行通訊,系統(tǒng)輸出模塊向外部設(shè)備傳送輸出信號(hào),使不同的執(zhí)行機(jī)構(gòu)動(dòng)作。通過傳感器將信號(hào)反饋回輸入模塊以改變各執(zhí)行機(jī)構(gòu)的運(yùn)動(dòng)狀態(tài)。CPU單元從輸入模塊讀取數(shù)據(jù),根據(jù)數(shù)據(jù)的變化控制各個(gè)執(zhí)行機(jī)構(gòu)的運(yùn)動(dòng),整個(gè)過程構(gòu)成一個(gè)控制回路[3]。
根據(jù)生產(chǎn)線所需要的I/O點(diǎn)數(shù)量和系統(tǒng)控制等因素,PLC選用三菱公司FX-3U-64MR型號(hào)的產(chǎn)品,觸摸屏采用三菱公司GT1055(320*240)型號(hào)的產(chǎn)品。
(3)軟件設(shè)計(jì)
本控制系統(tǒng)使用了一臺(tái)三菱GT1055(320* 240)觸摸屏,5.7英寸彩色液晶屏。它結(jié)構(gòu)小巧,可方便靈活地設(shè)定控制參數(shù)和實(shí)時(shí)監(jiān)控系統(tǒng)運(yùn)行狀態(tài)及對系統(tǒng)進(jìn)行有效的管理。GT1055使用GT Designer 3進(jìn)行程序設(shè)計(jì),提供的多種控制器件庫、圖形控件、功能控件,可以組態(tài)出各種動(dòng)態(tài)功能和控制功能,以及實(shí)現(xiàn)故障的可視化。并且能夠讀取PLC內(nèi)的數(shù)據(jù),顯示現(xiàn)場狀態(tài)數(shù)據(jù)[4]。設(shè)計(jì)步驟如下:
1)設(shè)定變量,變量在觸摸屏的組態(tài)功能與PLC的響應(yīng)I/O接點(diǎn)及存儲(chǔ)單元之間建立聯(lián)系,實(shí)現(xiàn)觸摸屏敏感元件對PLC參數(shù)的輸入,PLC當(dāng)前值及報(bào)警信號(hào)向觸摸屏的輸出信號(hào)[5],如圖4;
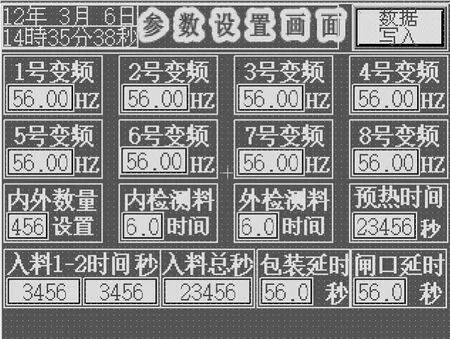
圖4 參數(shù)設(shè)置畫面圖
2)設(shè)置通訊參數(shù)實(shí)現(xiàn)觸摸屏同PLC之間的通信。
根據(jù)生產(chǎn)線的控制要求,設(shè)計(jì)控制各個(gè)功能的操作界面,結(jié)構(gòu)如圖5所示。
在圖5的觸摸屏結(jié)構(gòu)中,下級(jí)界面均設(shè)有返回上級(jí)界面按鈕,在參數(shù)設(shè)置子界面與手動(dòng)模式均設(shè)有同級(jí)界面切換按鈕。手動(dòng)模式中給出了生產(chǎn)線各個(gè)變頻器的啟停操控制、上料/卸料機(jī)構(gòu)皮帶的正反轉(zhuǎn)控制、閘口開關(guān)的控制;自立袋的生產(chǎn)數(shù)量、閘口和傳輸帶運(yùn)動(dòng)狀態(tài)可以根據(jù)工況調(diào)整,參數(shù)可以在觸摸屏上設(shè)置;自動(dòng)畫面上顯示了變頻器的運(yùn)行速度、生產(chǎn)數(shù)量、生產(chǎn)設(shè)置等;在自動(dòng)工作模式界面實(shí)時(shí)顯示工作狀況(如圖6);當(dāng)運(yùn)行中出現(xiàn)故障(如傳輸線上自立袋數(shù)量不同步),則在觸摸屏上彈出故障顯示界面同時(shí)控制箱中蜂鳴器報(bào)警,故障排除后按下解除故障繼續(xù)運(yùn)行按鈕,界面返回到“自動(dòng)運(yùn)行模式”且系統(tǒng)繼續(xù)運(yùn)行[6]。

圖5 主操作畫面圖

圖6 自動(dòng)運(yùn)行畫面圖
(4)PLC程序設(shè)計(jì)
檳榔包裝自動(dòng)化生產(chǎn)線的控制系統(tǒng)采用GT simulator 3 PLC模擬調(diào)試軟件,可以方便用戶編寫完程序后進(jìn)行模擬調(diào)試。為了使生產(chǎn)線具有較大的柔性[7],程序滿足手動(dòng)操作和自動(dòng)運(yùn)行。根據(jù)生產(chǎn)線所要完成的動(dòng)作功能,設(shè)計(jì)生產(chǎn)線控制系統(tǒng)流程圖如圖7所示。
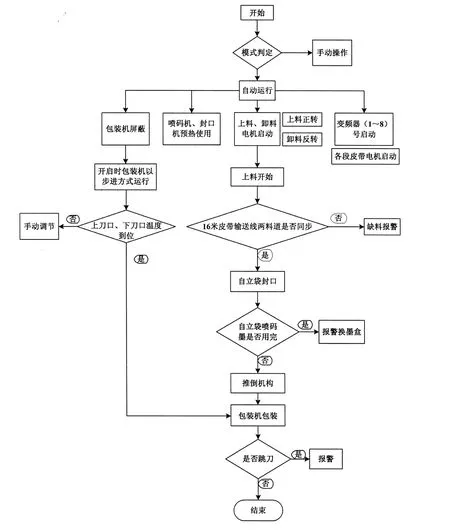
圖7 包裝自動(dòng)化生產(chǎn)線控制系統(tǒng)流程圖
在PLC程序設(shè)計(jì)時(shí),均需考慮包裝對象的特點(diǎn)和各工序之間的銜接。比如說電機(jī)在突然加減速時(shí)導(dǎo)致自立袋在護(hù)欄間倒料或者滑動(dòng),為防止這種情況的發(fā)生,在程序設(shè)計(jì)時(shí),電機(jī)設(shè)置為加減速模式,同時(shí)速度和加減速時(shí)間參數(shù)均可在線調(diào)節(jié)。另外在封口機(jī)前面設(shè)置報(bào)警器,當(dāng)物料堵塞在封口機(jī)前面時(shí)報(bào)警;在噴碼處設(shè)置計(jì)數(shù)器;在禮包包裝處設(shè)置計(jì)數(shù)器,利于包裝自動(dòng)化生產(chǎn)線能進(jìn)行智能轉(zhuǎn)產(chǎn),滿載操作性要求;控制操作采用觸摸屏和PLC控制系統(tǒng)。
4 結(jié)論
本文所設(shè)計(jì)的檳榔包裝自動(dòng)化生產(chǎn)線現(xiàn)已經(jīng)調(diào)試成功,并應(yīng)用于工廠生產(chǎn)中。結(jié)果表明:檳榔包裝生產(chǎn)線工藝流程安排合理,克服了勞動(dòng)強(qiáng)度大、功能單一、自動(dòng)化程度低等缺陷;并且減少了檳榔包裝中各工序之間的銜接;提高了生產(chǎn)效率,保證了生產(chǎn)質(zhì)量;引導(dǎo)機(jī)構(gòu)的合理設(shè)計(jì),使得包裝自立袋的順利傳送,保證了封口噴碼效果;生產(chǎn)線控制系統(tǒng)讓生產(chǎn)過程變得可視化,易于控制。此線設(shè)計(jì)巧妙、結(jié)構(gòu)簡單、制造方便、成本較低,也可應(yīng)用于同行業(yè)其他食品袋的包裝。實(shí)際生產(chǎn)表明該線改造后產(chǎn)生了良好的經(jīng)濟(jì)效益,值得廣泛推廣。
[1]丁黎光,李伯勝,丁偉.包裝生產(chǎn)線機(jī)械設(shè)備的自動(dòng)化[J].包裝工程,2001(4):33-36.
[2]劉莜霞.包裝機(jī)械[M].北京:化學(xué)工業(yè)出版社,2005.
[3]王炎,葉高翔,朱善安.PLC和觸摸屏在石英晶體諧振器組裝系統(tǒng)中的應(yīng)用[J].機(jī)電工程,2006,23(10):49-51.
[4] http://www.mitsubishielectric-automation.cn/download/(上海三菱電機(jī)網(wǎng)站).
[5]李偉光.基于PLC和觸摸屏的DVD合自動(dòng)化生產(chǎn)線設(shè)計(jì)[J].機(jī)械與電子,2009(5):71-73.
[6]李如虎,邵陽.全自動(dòng)柚子包裝生產(chǎn)線設(shè)計(jì)[J].農(nóng)產(chǎn)品加工,2010(8):72-74.
[7]劉麗華,李笑.基于PLC與觸摸屏的玻璃清洗機(jī)控制系統(tǒng)設(shè)計(jì)[J].制造業(yè)自動(dòng)化,2008(6):58-61.
Food Packaging Automatic Production Line Control System Design Based on PLC and Touch Screen
LI Ben-hong1,CHEN Xiao-jun2
(1.Foshan Vocational and Technical College,F(xiàn)oshan528137,China;2.Jiangxi Vocational College of Applied Technology,Ganzhou341000,China)
In order to improve the level of food packaging production line automation,reduce labor intensity,to food(betel nut) packaging production line transformation,for example,analysis and design of the transformation process betel packaging lines.With nut packaging characteristics and technical requirements,give the overall packaging line nut design.Mitsubishi Corporation PLC and touch screen design of the production line control system,to achieve food packaging automation.Actual production shows that the automated production line structure is reasonable,to meet the needs of betel nut packaging production automation,and has broad application prospects.
food packaging;automated production lines;PLC;touch screen
TP273
A
1009-9492(2014)01-0009-05
10.3969/j.issn.1009-9492.2014.01.003
李本紅,男,1974年生,湖南祁陽人,碩士研究生,講師。研究領(lǐng)域:控制系統(tǒng)分析與設(shè)計(jì)。
(編輯:阮 毅)
2013-07-12
猜你喜歡
兒童故事畫報(bào)·發(fā)現(xiàn)號(hào)趣味百科(2025年8期)2025-08-23 00:00:00
中學(xué)生天地(A版)(2022年10期)2022-11-23 06:42:50
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39
商業(yè)評論(2014年9期)2015-02-28 04:32:41