Φ273 mm三輥連軋管機軋制機架的研制與改進
2014-02-18 07:48:32武瑩吳澤波朱殿瑞楊剛
鋼管 2014年6期
關鍵詞:工藝
武瑩,吳澤波,朱殿瑞,楊剛
(太原重型機械集團有限公司,山西太原030024)
Φ273 mm三輥連軋管機軋制機架的研制與改進
武瑩,吳澤波,朱殿瑞,楊剛
(太原重型機械集團有限公司,山西太原030024)
介紹了Φ273 mm三輥連軋管機軋制機架的制造和檢驗情況,重點對軋制機架的不合格原因進行了查找及分析,并確定主要原因為擺動架(軋制機架的三大主要組成部分之一)的加工缺陷。從加工方法和加工工藝兩方面對擺動架進行了改進,使軋制機架的合格率由原來的50%提高到92.3%。
三輥連軋管機;軋制機架;精度檢驗;擺動架;加工方法;加工工藝
三輥連軋管機的軋管過程主要通過機架的3個軋輥來實現,生產不同直徑的鋼管需要配備相應規格的軋制機架[1-2],其制造精度決定著鋼管產品的質量;因此,有必要用制造實例來研究軋制機架在制造中存在的問題。本文以太原重型機械集團有限公司(簡稱太重)自主研發并生產的Φ273 mm限動芯棒三輥連軋管機軋制機架為例進行研究。
1 軋制機架的制造與檢驗情況
太重研制的Φ273 mm限動芯棒三輥連軋管機軋制機架如圖1所示。軋制機架由主機架、擺動架和軋輥裝置等三大部件組成,軋輥裝置安裝在擺動架上,擺動架通過銷軸安裝在主機架上,3個軋輥在機架內呈120°布置[3],孔型調整時擺動架以銷軸為支點擺動,機架內的3個軋輥在壓下機構和平衡裝置的控制下構成一個孔型。1臺連軋管機要求配有6套軋制機架,且6套軋制機架中心線與軋制中心線一致[4-5]。
太重先期制造了4架軋制機架,發運到裝配現場,在機架標定裝置上對其精度進行檢查[6]。機架標定裝置如圖2所示。檢查要求為:3個軋輥圍繞芯軸抱緊,軋輥與芯軸之間的間隙≤0.2 mm時,即判定三輥中心與機架標定裝置中心重合,為合格件;反之則為不合格件。檢查結果顯示2架機架合格,合格率為50%,不合格的機架返廠處理。
2 軋制機架檢查不合格原因分析
2.1 軋制機架缺陷查找
軋制機架的三大部件(主機架、擺動架、軋輥裝置)直接影響著軋制機架三輥的中心精度;因此從這三大部件查找缺陷原因。
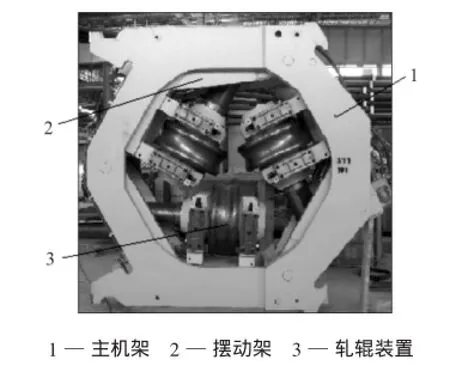
圖1 Φ273 mm限動芯棒三輥連軋管機軋制機架

圖2 機架標定裝置
對現場合格機架編號為1號和2號,不合格機架編為3號和4號,然后將合格機架與不合格機架的三大部件進行互換,再在機架標定裝置上進行檢驗。檢驗結果:①軋輥裝置互換沒有改變檢查結果,因此排除軋輥裝置對機架質量的影響;②由于擺動架的原因,導致3架軋制機架不合格,不合格頻率為75%;③由于主機架的原因,導致1架軋制機架不合格,不合格頻率為25%。由此可以看出,影響軋制機架質量的主要問題是擺動架不合格。
2.2 擺動架加工缺陷分析
依據經驗和實際情況,利用排除法,得出導致擺動架存在缺陷的原因主要有以下3點:①擺動架變形大,零件單薄,精加工留余量大,存在加工應力,易發生變形;②加工時裝夾不合理,由于擺動架豎立加工,因而2-Φ112H6孔處于懸空狀態,穩定性差,需增加輔助支撐,這便產生了過定位,導致工件變形,擺動架加工時的裝夾狀態如圖3所示;③基準選擇不合理,以底面為定位基準,雖然有許多優點,可以一次裝夾,同時加工2-Φ112H6孔、銑定位面、鏜2-Φ70H7孔,容易保證擺動架各孔、面的形位精度,但是由于2-Φ112H6孔處于懸空狀態,系統穩定性差。
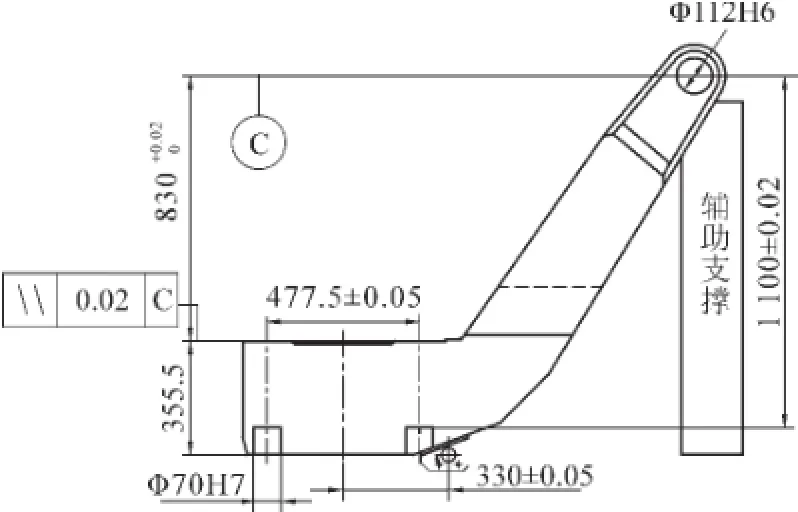
圖3 擺動架加工時的裝夾狀態示意
3 擺動架加工缺陷的改進
3.1 加工方法改進
(1)為減少變形,對不重要的加工面采用半精加工,按圖紙尺寸要求加工;對重要的面和孔,單邊留余量1 mm,并增加振動時效以消除應力。
(2)改變裝夾方法,零件側立放置,按下側工藝基準面定位,壓緊點選擇工藝塊上方,降低零件高度,穩定性好,不會發生過定位現象。
(3)重新選擇基準面,在擺動架側面兩處點焊Φ50 mm×30 mm的工藝塊(圖4),并將工藝塊基準面銑平,要求平面度不大于0.03 mm。
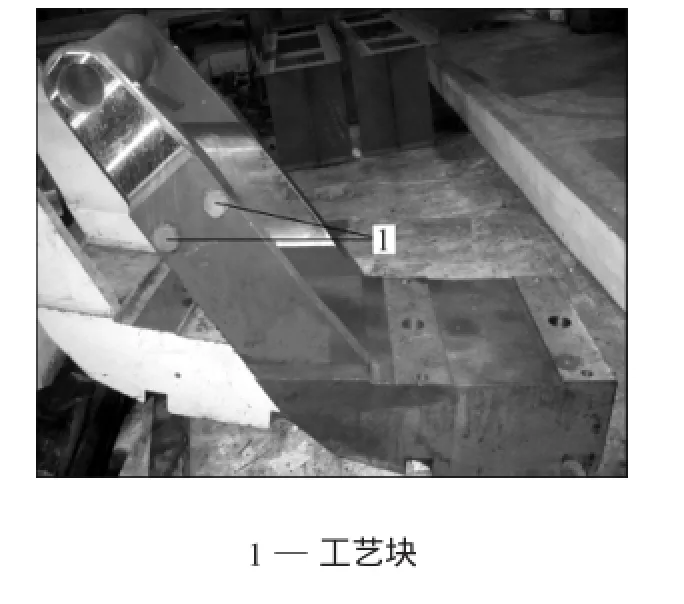
圖4 工藝塊焊接位置
3.2 加工工藝改進
(1)以側面工藝基準面定位,選擇剛性好的支撐位置壓緊,防止壓緊變形。
(2)精銑平面,精鏜各孔,一次裝夾保證孔Φ112H6、Φ70H6的精度和尺寸1 100 mm±0.02 mm、477.5 mm±0.05 mm的精度。
(3)在上平面銑工藝基準面,使平面度不大于0.03 mm。
(4)零件翻轉時以上基準面定位,以精加工后的Φ112H6孔為中心找正,找正誤差不大于0.03 mm。精鏜Φ112H6孔至圖紙要求。
改進后的擺動架加工裝夾狀態如圖5所示。通過質量攻關,使擺動架加工質量得到了明顯提高。軋制機架裝配后,13架機架運到用戶現場,在機架標定裝置上進行檢查,僅有1架機架不合格,合格率為92.3%。

圖5 改進后的擺動架加工裝夾狀態
4 應用前景
5 結論
(1)可采用互換部件的方法對連軋管機軋制機
Φ273 mm限動芯棒三輥連軋管機生產效率高,鋼管表面優良、尺寸精度高,是目前世界先進的鋼管生產設備之一。以前國內鋼管生產企業為了生產多種規格的鋼管,全部從國外進口軋制機架,進口機架價格高,交貨期長。
太重對該連軋管機軋制機架的制造,成功實現了用國產產品代替進口產品[7-9]。按照一種規格的鋼管生產需要2組軋制機架,6架軋制機架為一組進行計算,生產4種規格的鋼管就需要48架軋制機架[10-12]。國產軋制機架價格(按人民幣計價)為60萬元/架,而進口軋制機架價格為120萬元/架,僅此項成本就可為鋼管生產企業減少投資2 880萬元。架進行問題查找,軋制機架的擺動架和主機架的加工過程容易產生加工缺陷。
(2)軋制機架的擺動架變形大、零件單薄,容易由于加工過程中的裝夾以及加工基準面的選擇不合理,造成擺動架出現加工缺陷。
[1]張旦天,鐘錫弟.PQF與FQM三輥限動芯棒連軋管機展望[J].天津冶金,2009(5):13-18.
[2]張良夫.淺談連軋管機生產技術的發展[J].軋鋼,2008,25(3):48-49.
[3]王敏.Ф273Assel熱軋無縫鋼管機組軋管機力能參數試驗研究[J].鑿巖機械氣動工具,2011(2):19-23.
[4]孫建國,張彩婷.天津無縫鋼管廠引進軋管機組軋輥支架國產化[J].天津冶金,2006(3):36-38.
[5]石恩斌,王帥,高美榮.軋管機主機機架的分體設計[J].冶金設備,2012(S1):88-89.
[6]李元德,李國棟,田穎峰.對連軋管機機型選擇的探討[J].鋼管,2011,40(2):20-24.
[7]陳勇,李道剛,孫玉成.PQF連軋管機軋制中心線的檢測與校正[J].鋼管,2011,40(3):50-52.
[8]張良夫,王愛國,徐迎春.國產三輥軋管機生產線的工藝設備特點[J].軋鋼,2007,24(2):42-44.
[9]陳江林,夏洪斌.新一代Φ159三輥式限動芯棒連軋管機[J].四川冶金,2009,31(2):26-29.
[10](德)Pehle Hans Joachim.新型三輥組合式軋管機——3RCM的工藝特點[J].郭樺,譯.鋼管,2003,32(2):51-54.
[11]李群,楊帆,丁德元,等.從MPM到PQF——限動芯棒連軋管機回顧及展望[J].鋼管,2007,36(6):19-24.
[12]陳碧楠.三輥連軋管機的發展及分析對比[J].鋼管,2010,32(3):6-9.
Development and Improvement of Rolling-stands of Φ273 mm Three-roll Mandrel Pipe Mill
WU Ying,WU Zebo,ZHU Dianrui,YANG Gang
(Taiyuan Heavy Machinery Group Co.,Ltd.,Taiyuan 030024,China)
Elaborated here are the manufacture and check activities of the rolling stands of the Φ273 mm 3-roll mandrel pipe mill,focusing on investigation and analysis of the causes for nonconformance of the stands.It is identified that the main cause is the processing defect of the swing rack which is one of the three major parts of the rolling stand.Accordingly the said rack is modified in terms of processing method and processing technology.As a result,the qualification rate of the rolling stands has been increased from the original 50%to 92.3%.
3-roll mandrel pipe mill;rolling stand;accuracy check;swing rack;processing method;processing technology
TG333.13
B
1001-2311(2014)06-0061-03
2014-04-04;修定日期:2014-09-05)
武瑩(1977-),女,工程師,主要從事軋鋼、鍛壓設備的制造工藝研究工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
