高壓水射流技術在容器產品中的應用分析
2014-02-22 00:45:31王銳中國第一重型機械股份公司核電石化事業部
經濟技術協作信息 2014年10期
王銳/中國第一重型機械股份公司核電石化事業部
高壓水射流技術在容器產品中的應用分析
王銳/中國第一重型機械股份公司核電石化事業部
作為近年來在國際上興起的一門高科技清洗技術,高壓水射流以其清洗成本低、速度快、清凈率高、不破壞清洗物、不污染環境的特點,在各行各業的應用越來越廣泛。本文簡要介紹了高壓水射流的基本原理、應用特點與優勢、除銹機理與效果分析以及在容器產品中的應用前景分析。
高壓水射流;除銹;容器產品;效果分析
一、前言
高壓水射流爬壁除銹成套設備是以環保無污染的自來水為除銹介質,通過超高壓大功率泵機組獲得除銹能量。超高壓水射流除銹是利用高壓水射流的沖擊作用和水撬作用,破壞銹蝕和涂層對鋼板的附著力,具有高質、高效、清潔等適合鋼板維修除銹的技術特性。
國際上已經出現了超高壓純水自動爬壁除銹設備已成功進入船舶及大型罐槽作業的商業化應用,以真空吸去銹渣和水分,即除即干,除銹速度快且質量好。
長期以來,我廠壓力容器原材料鋼板表面預處理一直采用傳統的打磨除銹,導致面臨的勞動強度大以及環境污染嚴重等兩大問題。近年來,隨著高壓水射流技術的發展,有望給除銹工藝帶來一次技術革命。
二、高壓水射流技術的簡介
1.高壓水射流原理。高壓水射流以水為介質,通過超高壓發生器,將其加壓至特定值,再通過小口徑射出,將壓力能變成速度能,形成凝聚的具有相當打擊力的流束,在被打擊的材料上做功,將高壓水射流的功能變成去除材料的機械能。
2.高壓水射流技術分類。
主要分為兩大類:
(1)高壓水切割。(2)高壓水清洗。
三、高壓水射流技術實際應用
1.高壓水切割的主要特點及應用場合分析。
高壓水切割的主要特點及應用場合有:
(1)冷態切割,被切割工件的升溫很小,切口中(包括切割面)的溫度低于60℃,不產生熱變形和熱影響區,不會改變切割材料的材質和性能;(2)切口質量高,沒有毛刺、掛渣、光潔度好。且無撕裂或應變硬化現象,薄金屬板的切割邊不發生卷口現象;(3)切口寬度較小,切縫寬度約為0.5-1mm;(4)不產生有害人體健康的有毒氣體和粉塵。
2.高壓水清洗的主要特點及應用場合分析。
高壓水清洗的主要特點及應用場合有:
(1)表面處理,除銹、油漆、氧化皮;(2)去除用化學清洗難溶或不能溶的特殊污垢;(3)清洗形狀和結構復雜的零部件,可在空間狹窄、環境復雜的場合作業;(4)用于清楚水垢、鐵垢、油類等烴類殘渣結焦。
總體來說,高壓水射流的應用總結如下圖所示。
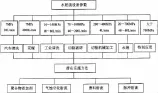
水射流應用參數框圖
四、高壓水射流清洗(除銹)在容器產品的應用分析
1.廠內除銹現狀分析。我廠目前采用的除銹方法多為傳統的手工打磨和噴砂工藝,兩者有一個共同的致命弱點,那就是嚴重污染周邊環境,無論怎樣密封,產生的粉塵也將飛濺出來,甚至達到很遠的地方,產生二次污染,長期累積就成為一種嚴重的公害,不僅對廠房的環境、機床的精度產生嚴重破壞,而且會導致操作者在長期作業中得一種難以治愈的職業病)硅肺病。除此之外,噪音影響也是不可忽略之一。
2.高壓水射流技術除銹。一束從小口徑射出的液體,將壓力能變成了速度能,形成了凝聚的具有相當打擊力的流束,在被打擊材料上做功,這就是水射流,所謂“用水作業”就是將水射流的功能變成去除材料的機械能。當人們充分認識到一束凝聚水的打擊力功能的時候,不再懷疑水也能夠除銹。
五、傳統除銹與高壓水射流除銹特點對比
1.傳統工藝特點。
(1)噴砂除銹是指利用設備將磨料(金屬磨料和非金屬磨料)借助壓縮空氣動力,噴射到工件表面,將磨料的沖擊力和摩擦力把表面的雜質、雜色及氧化層清除掉,同時使介質表面粗化,提高基材表面硬度。
噴砂除銹成本較高,勞動強度大,對操作者危害大,需要專業的勞動保護。
(2)打磨除銹是指采用砂輪機配專用砂輪片,用摩擦去除方法對銹蝕表面進行處理,達到清除雜質、氧化層的效果。
勞動強度大,效率低,容易出現清除不完全、遺漏的情況。
2.高壓水射流除銹特點
(1)選擇適當的壓力等級,高壓水射流清洗不會損傷被清洗設備的基體(2)用普通自來水于高速下沖刷清洗,成本低,節省能源;(3)清洗后的設備和零件不用再進行潔凈處理;(4)易于實現機械化、自動化,便于數字控制。
六、傳統除銹與高壓水射流除銹質量對比
1.傳統工藝除銹質量。噴砂除銹后表面附著灰塵和沙礫,需人工二次清理表面,會產生二次污染,易發生返銹。
噴砂同時會導致工件表面粗糙度發生變化。
打磨除銹同樣會產生粉塵,造成二次污染,導致返銹情況發生;精度難以控制,表面平整度不高,易出現凹坑,嚴重可導致堆焊層厚度不均或傷及母材的情況發生;外觀質量不好,打磨產生的痕跡清晰可見;對于除銹部位形狀相對復雜的情況,將會出現干涉,導致打磨方法無法觸及的情況出現。
2.高壓水射流除銹質量。除銹等級可達Sa2.5級,且不改變基體本身的粗糙度,同時通過對壓力、噴頭轉速、除銹速度等參數的調整,實現不同部位形狀表面質量的可控性,進而保證除銹效果。
配合真空抽吸裝置一同使用,可有效避免水霧的產生,達到即除即干的效果,實現用水除銹不返銹的目標。再輔助防銹液,可保持三日以上鋼材表面不返銹。
七、傳統除銹與高壓水射流除銹成本對比
高壓水射流設備相比打磨、噴砂設備要昂貴許多,但綜合考慮長期使用及除銹效率的情況,以水為介質的高壓水射流不會產生如下成本:
(1)除銹區域供砂和除砂的成本;(2)噴砂除銹后除去灰塵和沙礫的成本;(3)設立噴砂除銹區域的人力時間成本和購買隔離設備的成本。
八、傳統除銹與高壓水射流除銹效率對比
打磨除銹:約1-2m2/h;
噴砂除銹:約4-5m2/h;
高壓水射流除銹:約15m2/h以上。
九、結論
綜上所述,高壓水射流工藝在質量、成本、效率等諸多方面有著其獨有的優勢。通過對其特點的分析,結合理論機理的支持,可以滿足容器產品除銹的相關要求。再通過實際實驗,確定合適的除銹參數配置,定可以大大增加產品質量及生產效率高壓水射流工藝相比傳統除銹工藝,有著更廣闊的前景和經濟效益,不僅利于環境保護,同時對操作人員危害大大降低。隨著人們對環保意識的增加,隨著人民對高壓水射流技術認識的不斷深入,相信,高壓水射流技術一定會得到更加廣泛的應用。
