PROTOS M8卷接機組煙支切割系統原理分析與參數研究
2014-02-23 08:09:18周斌陳文趙朝陽盛浩然
煙草科技 2014年11期
關鍵詞:系統
周斌,陳文,趙朝陽,盛浩然
1.中煙機械技術中心有限責任公司,上海市浦東新區金海路1000號10號樓 201206
2.常德煙草機械有限責任公司,湖南省常德市武陵區長庚路99號 415000
PROTOS M8卷接機組煙支切割系統原理分析與參數研究
周斌1,陳文1,趙朝陽1,盛浩然2
1.中煙機械技術中心有限責任公司,上海市浦東新區金海路1000號10號樓 201206
2.常德煙草機械有限責任公司,湖南省常德市武陵區長庚路99號 415000
為研究新型卷接機組煙支切割系統的原理與特性,基于數學解析方法建立了PROTOS M8卷接機組四連桿旋轉式喇叭嘴機構煙支切割系統的數學模型。綜合考慮了煙支切割系統的理論誤差,分析計算出刀盤、喇叭嘴在切割時間段內的運動關系,并對煙支切割系統的設計參數進行了優化。結果表明:煙支切割系統中刀片與喇叭嘴之間的偏差不應超過0.05 mm;在設計中應精確計算并校準不同煙支長度對應的刀盤傾角和喇叭嘴旋轉直徑,系統參數優化結果為喇叭嘴設計旋轉直徑=[理論值+(0.2~0.4)]mm,刀盤設計傾角=(理論值+0.1)°。該計算結果可為新型煙支切割系統的研發提供理論參考。
卷接機組;煙支切割;旋轉式;喇叭嘴;刀盤
PROTOS M8是德國HUANI公司最新推出的新概念卷接機組,最高生產速度超過20000支/分鐘[1],目前國內已有少數卷煙廠引進使用。其煙支切割系統包括刀盤機構、磨刀機構、四連桿旋轉式喇叭嘴機構以及傳動部分,煙支切割工作主要由與煙條運動方向成一定夾角的刀盤和刀片的旋轉運動以及喇叭嘴的支撐運動共同完成[2]。傳統卷接機組如PROTOS 2-2的煙支切割系統普遍采用的是振動片式喇叭嘴機構[3]。有研究表明,煙支切割系統是卷接機組中的主要振動和噪聲源之一[4-6]。傳統的振動片式喇叭嘴機構由于受切割原理的限制,在速度上存在瓶頸,當速度超過16000支/分鐘時產生的振動和噪聲已影響生產正常進行[7]。PROTOS M8卷接機組煙支切割系統采用四連桿旋轉式喇叭嘴代替了傳統的振動片式喇叭嘴機構,利用旋轉式喇叭嘴的連續圓周平動以動態跟隨支撐煙條,代替傳統喇叭嘴機構的往復運動,有效解決了振動片式喇叭嘴機構在振動噪聲以及速度上的缺陷[8]。為此,對PROTOS M8煙支切割系統的原理和機構運動進行分析,以獲得該系統的運動學特性并精確計算出系統的基本結構參數,為新型卷接機組的研發提供理論參考。
1 煙支切割系統組成
PROTOS M8煙支切割系統采用獨立伺服驅動,切割方式為雙軌雙刀雙切,即刀盤每轉一周切割兩次,每次切割兩支雙倍長度煙支,見圖1。該切割方式能有效降低刀盤的轉速,減小振動和磨損。其傳動部分由PROTOS 2-2傳統的同步帶傳動改為齒輪傳動,分為一個主傳動箱和兩個副傳動箱,并且每級齒輪傳動都設計有齒輪間隙消除機構,以提高其傳動精度。取消了刀盤傾角調節裝置,避免主傳動與刀盤弧齒輪傳動箱之間因采用萬向聯軸器而產生傳動誤差。但當調整煙支生產長度時,需要整體更換相應規格的喇叭嘴機構和刀盤傳動模塊。
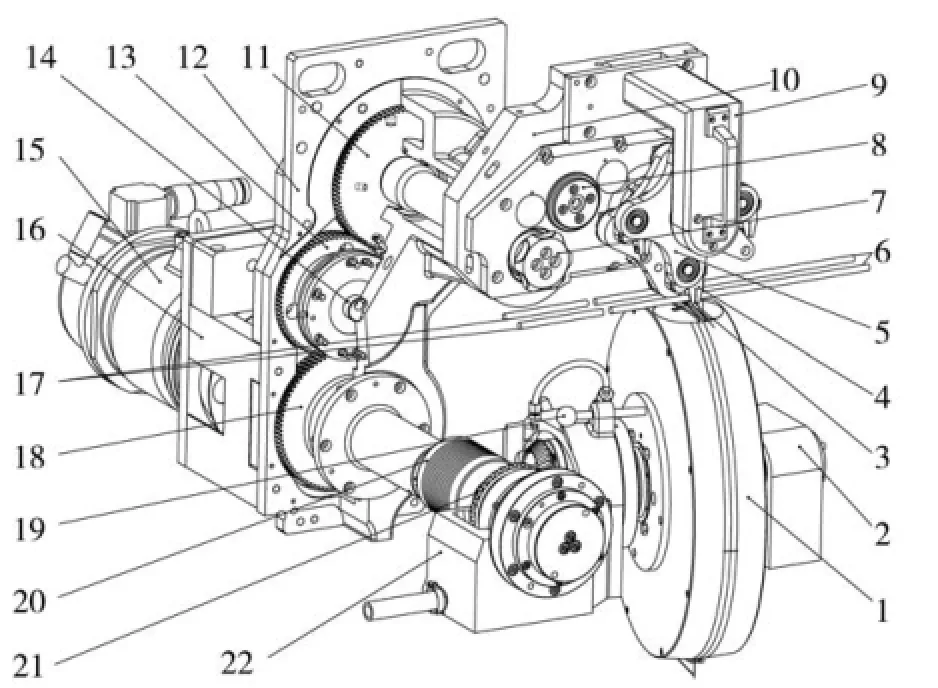
圖1 PROTOS M8煙支切割系統結構圖
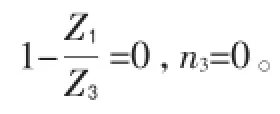
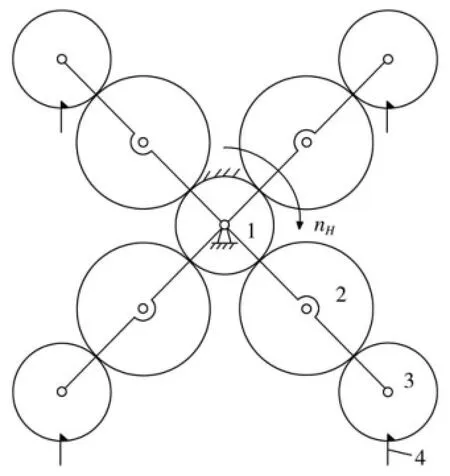
圖2 行星輪機構運動簡圖
第二種是以德國HAUNI公司的PROTOS M系列以及意大利GD公司的DF10和GD121P 2000為代表的四連桿式旋轉喇叭嘴機構,其基本原理為平行四邊形機構的變異,平行四邊形機構是雙曲柄機構的特例[11],見圖3a。機構中對應的桿相互平行且桿長相等,構成平行四邊形。主動曲柄1和從動曲柄3的運動相同,轉速相等,連桿2作平動,其角速度ω始終為0。根據剛體平動特性,桿的每一瞬時方位彼此平行,將喇叭嘴切煙槽放置在連桿2上,則能保證其在切割過程中保持平動,從而動態跟隨煙條并為其提供支撐。為降低轉速,將平行四邊形機構變換成旋轉軸心平行偏置的兩個半徑相等的圓盤,在圓周上均勻分布多根連桿,形成多個平行四邊形機構組合,見圖3b。這種結構傳動精度高、轉動慣量小且對潤滑要求低,可以在高轉速條件下保持喇叭嘴支撐的穩定性,適用于超高速煙支切割系統。
圖3 平行四桿機構及其變異機構簡圖
2 切割過程運動分析
振動片式喇叭嘴機構煙支切割系統,采用切割中點時刻瞬時速度相等的概念確定切割過程基本參數,即沿煙條方向V煙條=V喇叭嘴=。根據此條件,計算出該煙支切割系統的兩個重要設計參數的理論值:

式中:DL為喇叭嘴機構理論旋轉直徑,mm;L為雙倍煙支長度,mm;θ為刀盤理論傾角,o;Dd為刀盤的旋轉直徑,mm。M8設計直徑為480 mm。
旋轉式喇叭嘴機構煙支切割系統中,喇叭嘴的運動軌跡為圓弧B1BB2,見圖4a。由此會產生沿煙條水平方向的速度和位移誤差以及豎直方向的高度誤差δ。考慮到旋轉式喇叭嘴的運動原理,δ始終存在,并隨喇叭嘴個數和輪體直徑的增大而略減小,不會影響煙條和刀片的運動。因此,在整個切割時間段內僅分析喇叭嘴和刀片關于煙條方向的運動。
刀片、喇叭嘴以及煙條在切割過程中的運動關系見圖4。其中O1,O2分別為喇叭嘴和刀片的旋轉中心,V0為煙條A運行的速度和方向,B1為切割始點,B2為切割終點。單次切割過程喇叭嘴輪體的轉角為α,角速度為ω,則刀盤轉角為2α,角速度為2ω。令切割中點時刻t0=0,則切割起點時刻t0=-α/2ω,切割終點時刻t1=α/2ω。
對刀片和喇叭嘴進行運動分析,可獲得其關于煙條方向的分速度理論函數:

式中:V1,V2為喇叭嘴、刀片沿煙條方向的分速度,m/s。
通過分速度理論函數可獲得其關于煙條方向的位移函數:
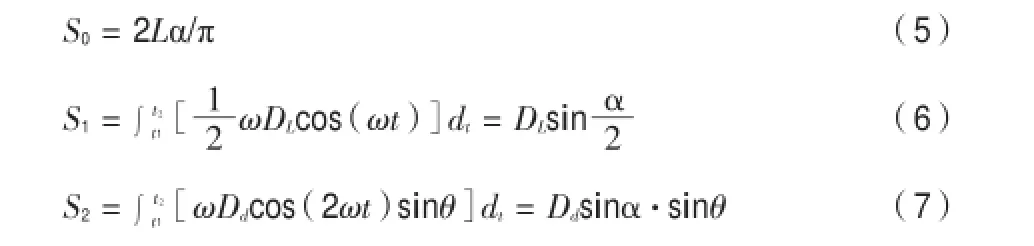
式中:S0,S1,S2為煙條、喇叭嘴、刀片在單次切割時間段內沿煙條方向的位移,mm;L為雙倍煙支長度,mm。
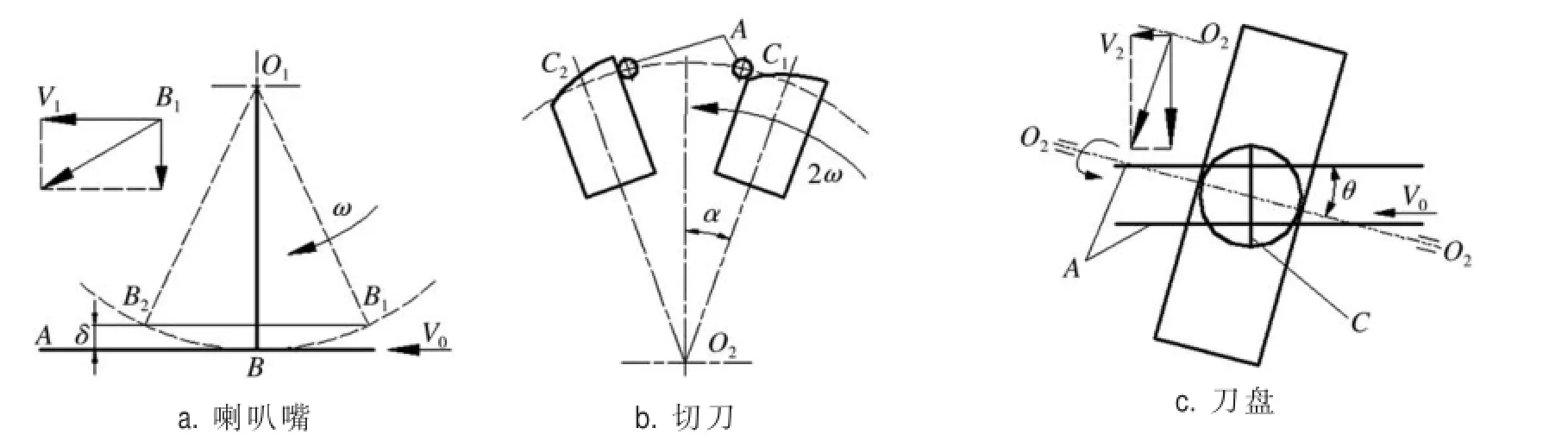
圖4 切割過程原理示意圖
3 結構參數研究
3.1 切割理論誤差分析
由刀片、喇叭嘴以及煙條的分速度函數曲線(圖5),可以確定三者分速度僅在t0時刻相等,在其他切割時間內刀片和喇叭嘴的速度都明顯小于煙條速度。以雙倍煙支長度L=128 mm,煙支生產速度16000支/分鐘為例,研究單次切割時間段內刀盤的轉角2α與前后煙道距離、刀片寬度以及刀盤傾角的關系。超高速煙支切割系統設計中前后煙道距離為38 mm,刀片寬度為60 mm,通過等效弧長計算得到2α=25.6/cosθ。由于刀盤傾角通常在±2°內改變,對α的影響較小,為簡化計算,取2α=26°為刀盤對應任意煙支長度單次切割的轉角。
計算可得喇叭嘴沿煙條方向與刀片沿煙支方向的位移偏差分別為:S0-S1=0.05 mm,S0-S2=0.12 mm。可見,煙支切割系統經過精確調校,其刀片與喇叭嘴之間的間隙不應超過0.05 mm。在整個切割時間段內,刀片、喇叭嘴以及煙條之間產生的位移偏差,在一定程度上會影響煙支的切割品質。因此,傳統的剪切式煙支切割方式不再適用于旋轉式喇叭嘴機構的煙支切割系統。
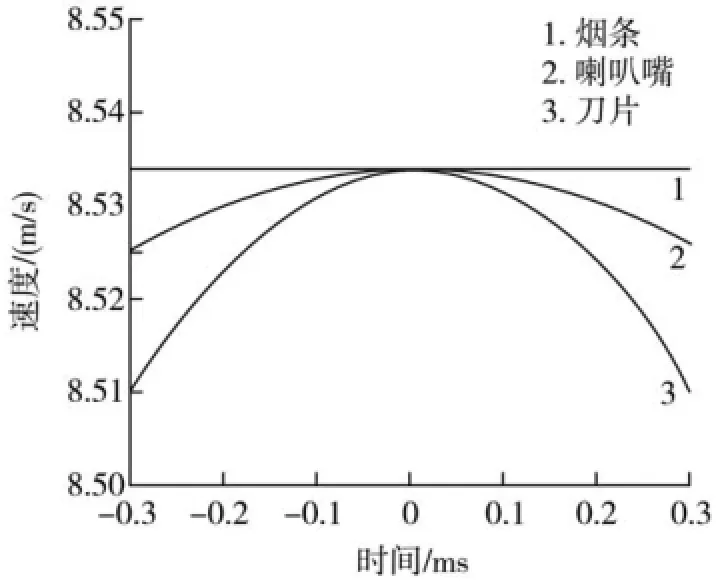
圖5 刀片、喇叭嘴和煙條的水平分速度曲線
3.2 系統參數優化計算
由于喇叭嘴、刀片以及煙條三者之間始終存在速度偏差,為減小切割誤差,使整個切割時間段內三者沿煙條方向位移相等,即S0=S1=S2,對系統參數進行優化計算,可獲得旋轉式喇叭嘴機構的設計旋轉直徑和刀盤設計傾角計算式:
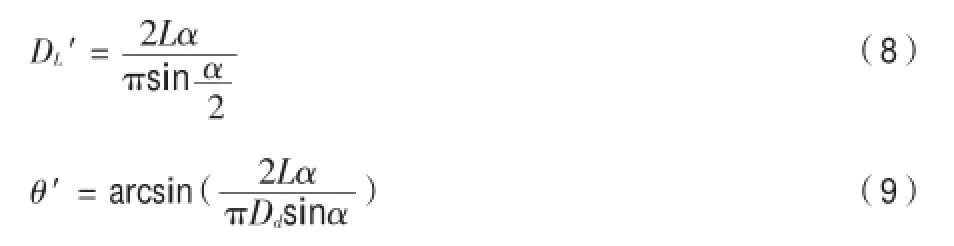
式中:DL′為喇叭嘴實際設計旋轉直徑,mm;θ′為刀盤實際設計傾角,°。
計算得到雙倍煙支長度為100~140 mm時喇叭嘴的部分實際設計旋轉直徑DL′以及刀盤實際設計傾角值θ′,見表1。
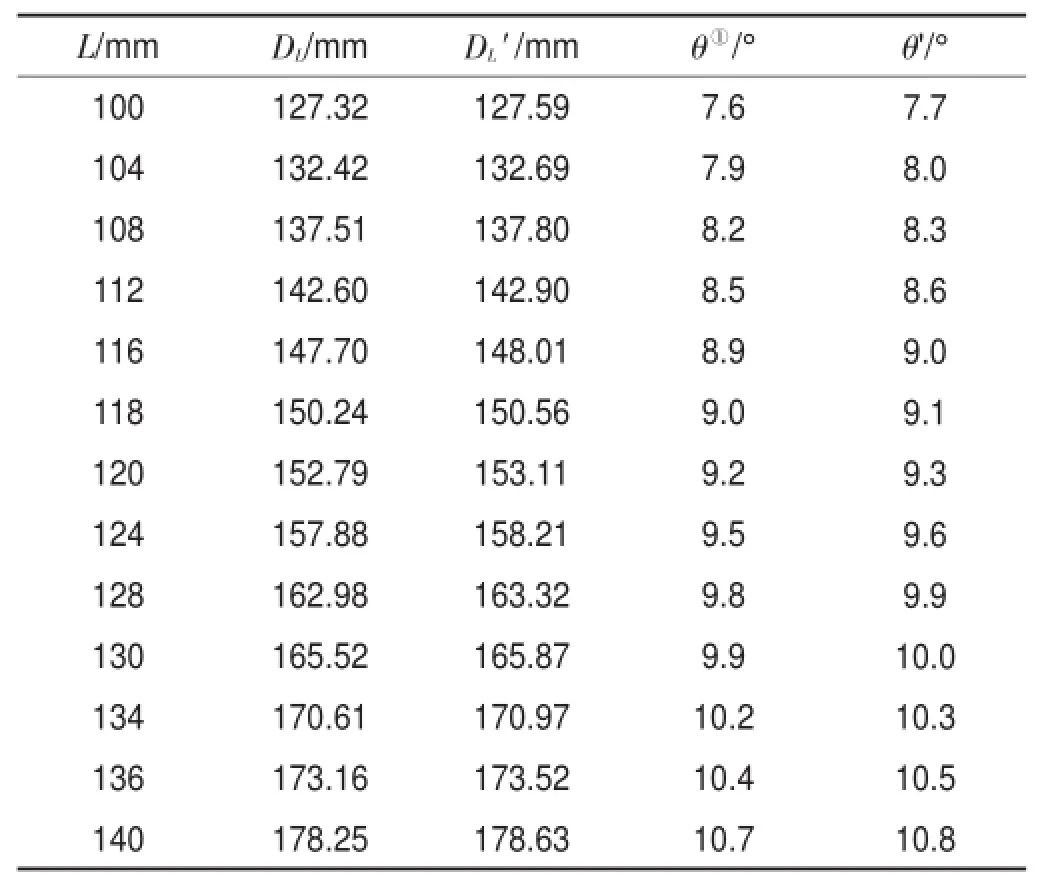
表1 喇叭嘴旋轉直徑DL′和刀盤傾角θ′優化計算結果
傳統振動片式喇叭嘴機構煙支切割系統中,喇叭嘴行程和刀盤傾角均可調。在調試過程中,先精確校準喇叭嘴的行程,再用喇叭嘴與刀片的切割位置關系確定刀盤的實際傾角。所以對于振動片式煙支切割系統,刀盤的設計傾角通常只作為調試過程中的參考。而采用旋轉式喇叭嘴機構的煙支切割系統,無法對喇叭嘴的位置進行精確校準,喇叭嘴與刀片的相互位置關系需要經過反復調校,調試過程較復雜。另外,考慮到傳動精度等因素,PROTOS M8卷接機組采用的是刀盤傾角不可調結構,不同煙支長度對應不同的刀盤傳動模塊,由弧齒傳動箱的加工精度保證刀盤傾角精度,可有效降低調試難度。因此,在煙支切割系統設計中,應精確計算并校準不同煙支長度對應的刀盤傾角和喇叭嘴旋轉直徑。由表1數據可見,切割系統基本參數的優化結果為DL′=[DL+(0.2~0.4)]mm,θ′=(θ+0.1)°。
4 結語
基于數學解析方法建立了PROTOS M8卷接機組四連桿旋轉式喇叭嘴機構煙支切割系統的數學模型,綜合考慮了煙支切割系統的理論誤差,其刀片與喇叭嘴之間的偏差不應超過0.05 mm。通過分析并計算出刀片、喇叭嘴在切割時間段內的運動關系,對煙支切割系統的參數進行了優化。在設計中應精確計算并校準不同煙支長度對應的刀盤傾角和喇叭嘴旋轉直徑,系統參數優化結果為DL′=[DL+(0.2~0.4)]mm,θ′=(θ+ 0.1)°。該計算結果可為新型煙支切割系統的研發提供理論參考。
[1]伍建忠.M8超高速卷煙機的煙條成形技術創新及應用分折[J].機電工程技術,2013(3):83-86.
[2]YJ17-YJ27卷接機組編寫組.YJ17-YJ27卷接機組[M].北京:中國科學技術出版社,2001.
[3]陳文,吳磊,趙朝陽,等.基于Pro/E和Adams的喇叭嘴機構的運動分析與仿真[J].煙草科技,2011(10):20-23.
[4]高紹梁,金登權.YJ17卷煙機刀盤頂桿機構的改進[J].煙草科技,2002(6):17-18.
[5]段紹偉,黃蘭英.改造后YJ19卷煙機刀頭與喇叭嘴同步問題的解決[J].煙草科技,2007(7):24-26.
[6]高永亮,王瑞珍,王永生.PASSIM80卷接機刀頭進刀機構的改進[J].煙草科技,2009(1):26-27.
[7]劉子建,鄔勇,黃蘇南.高速煙支切割支撐裝置動力學仿真研究[J].湖南大學學報:自然科學版,2002,29(6):62-66.
[8]吉地股份公司.一種用于煙草制品的切割裝置:中國,200710006367.4[P].2007-08-15.
[9]吳云春.PASSIM12K卷煙機紅外式煙支平均重量控制系統的研究[D].重慶:重慶大學,2003.
[10]俞高紅,俞騰飛,葉秉良,等.一種新型行星輪系機構的研究[J].機械工程學報,2013,49(15):55-61.
[11]王忠.平行四邊形機構的拓展及其應用[J].機械設計,2005(12):57-58.
[12]德國HAUNI公司.PROTOS 2-2 Operation Manual[G].2003.
Principle Analysis and Parameter Research of Cutoff System in PROTOS M8 Cigarette Maker
ZHOU Bin1,CHEN Wen1,ZHAO Zhaoyang1,and SHENG Haoran2
1.China Tobacco Machinery Technology Center Co.,Ltd.,Shanghai 201206,China
2.Changde Tobacco Machinery Co.,Ltd.,Changde 415000,Hunan,China
In order to study the principle and characteristics of the cutoff system in new type cigarette makers,a mathematical model of the four-linkage rotary ledger mechanism in the cutoff system in PROTOS M8 cigarette maker was derived on the basis of mathematical analysis.The movement relationship between cutoff knife and ledger during cutting was analyzed and calculated,the theoretical errors of the system were taken into account,and the design parameters of the cutoff system were optimized.The results showed that the deviation between knife and ledger should not exceed 0.05 mm;and the inclination angle of cutoff knife carrier and the rotation diameter of ledger corresponding to cigarette length should be accurately calculated and corrected in design,the optimized rotation diameter of ledger should be:theoretical value+(0.2-0.4)mm and the optimized inclination angle of cutoff knife carrier should be:theoretical value+0.1°.The calculation results provide a theoretical reference for the development of new type cutoff system.
Cigarette maker;Cigarette cutting;Rotary type;Ledger;Cutoff knife carrier
TS433
B
1002-0861(2014)11-0014-04
國家煙草專賣局資助項目“超高速卷接包機組應用技術研究”(110200602001)。
周斌(1985—),學士,工程師,主要從事煙草機械設計工作。E-mail:zhoubin_ctmtc@163.com
2014-05-14
責任編輯:曹娟E-mail:cj254@126.com
電話:0371-67672669
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
