煙絲填充值與煙支重量及穩定性的相關分析
2014-02-28 03:04:18何邦華
安徽農業科學 2014年18期
關鍵詞:影響
唐 軍,唐 麗,周 冰,何邦華
(云南中煙工業有限責任公司技術中心,云南昆明650202)
煙絲填充值是煙草行業在卷煙加工過程中監控在制品質量的一個重要工藝指標[1-2]。成品煙絲填充值一定程度上決定了卷煙的耗絲量,其值的大小和波動直接影響到煙支重量及穩定性。而煙支重量是卷煙質量的一個重要指標,且與吸阻、密度、硬度等其他卷煙質量指標及焦油量、煙堿量、CO量等煙氣質量指標存在顯著的相關關系[3-7]。煙絲填充值是影響卷煙質量和煙氣質量及穩定性的重要因素之一。近年來,隨著卷煙加工工藝水平的不斷提升,如何保證和提高卷煙質量及穩定性已成為煙草行業研究的重要課題[8-9]。筆者系統研究了煙絲填充值與煙支重量及穩定性的相關關系,為進一步改善卷煙質量穩定性提供參考依據。
1 材料與方法
1.1 材料 昆明卷煙廠某牌號切后煙絲;國產豎紋32A70W卷煙紙,寬度53.0 mm,透氣度70 CU;醋纖濾嘴棒,絲束規格為3.0Y/35000D,圓周24.1 mm,長度100 mm,吸阻3 140 Pa,硬度87%。主要設備儀器:KLD-2Z型薄板滾筒干燥設備、HDT-FX型氣流干燥設備、Protos 70卷煙機,德國Hauni公司;SevenMulti S40型多功能綜合測試儀,瑞士Mettler公司;101-2A型電熱鼓風干燥箱,北京市永光明醫療儀器廠;Tcz-3型填充值測量儀,鄭州煙草研究院。
1.2 方法
1.2.1 不同填充值煙絲的制備。取某牌號同一批切后煙絲分為7份,分別采用不同烘絲方式和烘絲加工參數進行烘絲干燥,得到不同填充值的煙絲,烘絲方式和烘絲溫度見表1。
1.2.2 煙絲卷制成煙支。待上述7份煙絲按不同烘絲方式和加工參數運行穩定后,用小車在烘絲出口分別接取100 kg,送入貯絲房平衡水分48 h,然后送入卷接包車間在同一臺Protos 70卷煙機進行卷制。在卷制過程中,關閉卷煙機的煙支重量控制系統,并保持吸阻(1 100±200)Pa、圓周(24.3±0.2)mm、長度(84±0.5)mm等其他卷煙規格不變。
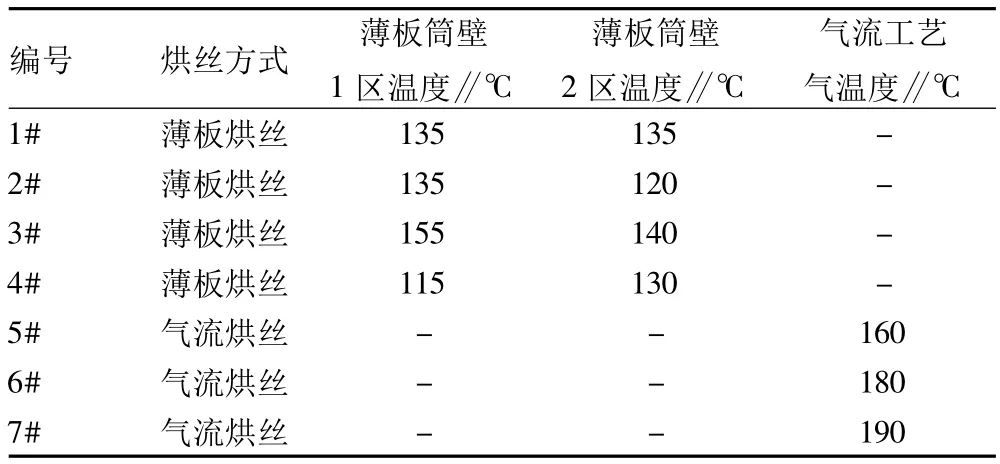
表1 烘絲方式和烘絲溫度
1.2.3 測定方法。煙絲含水率采用《卷煙工藝規范》規定的方法采用烘箱法測定;煙絲填充值是按照YC/T152-2001《卷煙煙絲填充值的測定》中的方法采用Tcz-3型填充值測量儀測定;煙支重量采用SevenMulti S40型多功能綜合測試儀測定。另外,該試驗采用標準偏差來表征煙絲填充值和煙支重量的穩定性,為減少試驗的成本和檢測的數量,統一選取樣本量為10。
2 結果與分析
2.1 煙絲填充值和煙支重量測定結果 對7種按照不同烘絲方式和烘絲加工參數烘絲并平衡水分48 h后的煙絲,每種煙絲取樣10次,每次50 g,測定其含水率和填充值,結果見表2和表3。
據相關文獻報道[10-11],煙絲含水率和填充值是影響卷煙質量的2個重要因素。從表2可見,7種烘后煙絲經過平衡水分48 h后,煙絲含水率均達到卷制要求(12.5±0.5)%,且標準偏差≤0.060,說明煙絲含水率穩定性較好。因此,在下面討論分析中,將忽略煙絲含水率對煙支重量及穩定性的影響。從表3可見,同一批切后煙絲經過不同烘絲方式(薄板和氣流)和烘絲加工參數(薄板筒壁溫度和工藝氣溫度)烘絲干燥后得到了不同填充值和穩定性的煙絲。其中,氣流烘絲方式得到的煙絲填充值(≥5.30 cm3/g)要高于薄板烘絲方式得到的煙絲填充值(≤5.00 cm3/g),這是由于氣流式烘絲溫度較高所造成的。7種煙絲填充值范圍為4.65~5.69 cm3/g,標準偏差范圍為0.013 4~0.084 2。
7種煙絲在相同卷制條件,并且在同一臺Protos 70卷煙機上卷制成煙支,分別取煙支樣10次,每次1支,測定其煙支重量,結果見表4。

表2 煙絲含水率測定結果

表3 煙絲填充值測定結果
從表4可以看出,不同填充值的煙絲按照同一規格(除煙支重量外)卷制后,得到不同重量的煙支。這說明煙絲填充值對煙支重量有顯著的影響。

表4 煙支重量測定結果
2.2 煙絲填充值與煙支重量間相關分析 以煙絲填充值為橫坐標,煙支重量為縱坐標,繪制出煙絲填充值與煙支重量的線性關系,如圖1所示。
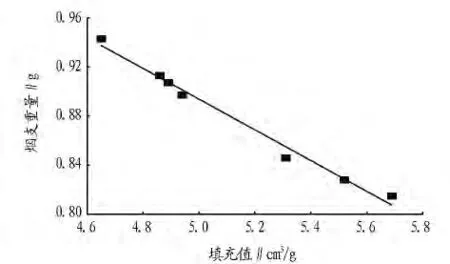
圖1 煙絲填充值與煙支重量的線性關系
從圖1可以看出,煙支重量隨煙絲填充值增大而下降,兩者呈顯著的線性負相關。在試驗煙絲填充值范圍內,煙絲填充值與煙支重量之間的線性相關方程為:y=-0.125x+1.518,相關系數為R2為0.987。這表明,在消除煙絲含水率對煙支重量的影響后,煙絲填充值是影響煙支重量的主要因素。從理論上分析,當煙支圓周、長度一定時,煙支中可填充的體積一定,即煙支容積率保持不變,隨煙絲填充值的增大,相同容積率的煙支可填充的煙絲量下降,從而煙支重量相應下降。因此,試驗結果與理論分析相吻合。
2.3 煙絲填充值標準偏差與煙支重量標準偏差間相關分析 以上分析可知,煙絲填充值是影響煙支重量的主要因素。因此,煙絲填充值的波動必然會影響到煙支重量的穩定性。用標準偏差來表征穩定性,以煙絲填充值標準偏差為橫坐標,煙支重量標準偏差為縱坐標,繪制煙絲填充值標準偏差與煙支重量標準偏差的線性關系,如圖2所示。
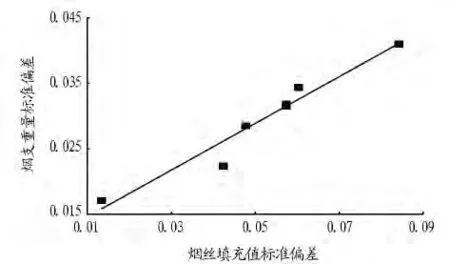
圖2 煙絲填充值標準偏差與煙支重量標準偏差的線性關系
從圖2可以看出,隨煙絲填充值標準偏差增大,煙支重量標準偏差增大,兩者呈顯著的線性正相關。在試驗煙絲填充值標準偏差范圍內,煙絲填充值標準偏差與煙支重量標準偏差之間的線性相關方程為:y=0.357x+0.011,相關系數R2為0.947。這說明,煙絲填充值波動對煙支重量的穩定性具有顯著影響。眾所周知[12-13],煙絲填充值的波動是由于來料波動、加工工藝參數控制精度、三絲摻配均勻性等因素所造成的,煙絲填充值對煙支重量的影響可歸納為制絲加工過程對煙支重量的影響。該試驗中各煙絲均用同一臺卷煙機按照同一規格卷制成煙支,卷制加工過程對煙支重量穩定性的影響是一定的。因此,該線性相關方程有著顯著的物理意義,方程中的斜率項表征了制絲加工過程對煙支重量穩定性的影響,而常數項是卷制加工過程對煙支重量穩定性的影響。該試驗中卷煙機對煙支重量標準偏差的影響為0.011 g或11 mg。
3 結論
在消除煙絲含水率對煙支重量的影響后,煙絲填充值是影響煙支重量及穩定性的重要因素。在試驗范圍內,煙絲填充值與煙支重量之間呈顯著的線性負相關性,其線性相關方程為:y=-0.125x+1.518,相關系數為R2為0.987。煙絲填充值標準偏差與煙支重量標準偏差呈顯著的線性正相關性,其線性相關方程為:y=0.357x+0.011,相關系數R2為0.947。而且,該方程中斜率項和常數項可分別表征制絲加工過程和卷制加工過程對煙支重量穩定性的影響。
[1]姚光明,王文輝,尹獻忠,等.煙絲結構對煙絲填充值和卷制質量的影響[J].鄭州輕工業學院學報:自然科學版,2003,18(4):62-64.
[2]劉新民,杜詠梅,程森,等.烤煙煙絲填充值與其理化指標和感官品質的關系[J].中國煙草科學,2012,33(5):74-78.
[3]魏步健.煙支重量的重要性及其相關性[J].煙草科技,2000(3):6-8.
[4]李娟,王建民,張天棟,等.煙支質量及其相關指標標準值的系統化設計[J].鄭州輕工業學院學報:自然科學版,2011,26(5):84-87.
[5]張圖偉.關于卷煙焦油量穩定性的研究[J].輕工科技,2012(2):106.
[6]郭景會,陳迎春.提高卷煙單支重量控制精度的研究[J].科技與生活,2011(16):165-166.
[7]周曉梅.同品種煙絲在不同卷煙機卷制重量差異分析[J].科學之友,2012(4):146,148.
[8]呂祥敏,趙朋賢,李秋彤,等.控制圖在卷煙質量穩定性中的應用[J].安徽農業科學,2012,40(10):6171-6172,6215.
[9]張慧筠,王玉勝,陳玉筠.主成分分析法在卷煙質量評價中的應用[J].廣東化工,2011,38(5):216-217,223.
[10]孫雯,李雪梅,曾曉鷹,等.煙絲含水率對卷煙燃吸品質、煙氣水分及粒相物揮發性成分的影響[J].煙草科技,2009(11):33-39.
[11]劉志華,楊松,王昆森,等.煙絲含水率對主流煙氣CO等7種有害成分釋放量的影響[J].煙草科技,2012(1):29-33.
[12]田秋生,侯平賢,姜均停,等.出料速度對煙絲結構和卷煙質量的影響[J].科技信息,2011(27):384,408.
[13]潘玥,郭雋.貯絲條件設計對煙絲質量的影響研究[J].河北農業科學,2011,15(6):72-73,103.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00