優化磨片一次成漿降低電耗提高成紙品質
2014-03-07 09:48:15蔣小軍張迅高峰張
華東紙業 2014年6期
關鍵詞:優化
蔣小軍張 迅高 峰張 宇
(1.南通華嚴鑄造有限公司磨片研究中心, 江蘇 南通 226403;
2.山東冠軍紙業有限公司, 山東 齊河 251125)
優化磨片一次成漿降低電耗提高成紙品質
蔣小軍1張 迅2高 峰2張 宇2
(1.南通華嚴鑄造有限公司磨片研究中心, 江蘇 南通 226403;
2.山東冠軍紙業有限公司, 山東 齊河 251125)
對磨片齒型、材質進行優化,解決磨片易斷齒的問題,進而優化打漿系統、輔助控制手段,改循環打漿為一次成漿,改善紙漿指標,降低打漿電耗,同步穩定生產、提高紙機車速和成紙物理指標。
輕型紙 循環打漿 一次成漿 磨片 打漿電耗
0 前 言
近年來,山東冠軍紙業有限公司大力推進特種紙研發生產,目前已有再生靜電紙、輕型紙(Light-weight printing paper)、剛古紙(Conqueror Paper)、防偽紙、果袋紙、工程復印紙等十幾個品種,其中PM11生產線2640紙機主要生產58 ~ 80 g/m2高檔輕型印刷紙。鑒于PM11生產線原來采用的循環打漿方式打漿時間長、打漿電耗高、原磨片易損壞、影響正常生產。因此,冠軍紙業于2012年與南通華嚴磨片研究中心共同提出了磨片優化課題,藉以達到一次成漿目標,期望更好地穩定生產,并帶來成漿質量和成紙品質的進一步提升。
造紙打漿過程中,漿料在磨區受力具有復雜性和多變性,打漿理論頗有爭議;對于磨漿機打漿機理目前主要也是由假說支撐,打漿相關研究文獻主要集中于打漿濃度、設備對比、磨片選型和“有效緣角載荷”等方面的闡述;對如何控制打漿過程和優化打漿方式較少涉及。冠軍紙業與南通華嚴磨片研究中心協作, 在PM11生產線開展的磨片和打漿方式優化實踐取得了良好成效。對此次實踐過程和結果作簡要介紹,以期推動業界打漿節能和生產過程控制的進步。
1 優化磨片和打漿方式前的打漿狀況
(1)原料情況:PM11生產線使用進口漂白硫酸鹽針葉木漿(NBKP)和化學機械漿,生產58~80 g/m2高檔輕型印刷紙,其中以60 g/m2輕型紙產能最大。
(2)打漿方式:硫酸鹽針葉木漿和化機漿分開處理,循環打漿。
(3)打漿設備情況:硫酸鹽針葉木漿打漿系統,使用ZM460錐形磨漿機→DD600雙盤磨→DD600雙盤磨;化機漿打漿系統,使用高頻疏解機→DD660雙盤磨→DD660雙盤磨→DD660雙盤磨。
2 優化磨片和打漿方式的過程
循環打漿方式往往是在打漿設備能力不足的情況下采取的一種方法。經磨漿機打半漿進入漿池,再經循環泵送至磨漿機打漿,直至達到既定的合格指標。這種循環打漿方式可以解決打漿設備不足的問題,但是循環打漿的過程造成紙漿不均勻,部分紙漿過度打漿,還有部分紙漿打漿不充分,影響紙機抄造和成紙勻度等指標。南通華嚴磨片研究中心與冠軍紙業技術團隊共同研究分析,認為PM11生產線打漿系統與設備配置較高,完全具備一次成漿的硬件條件,不需要再循環打漿。
NBKP打漿系統,采用1臺ZM460錐形磨漿機、2臺DD600雙圓盤磨漿機,串聯打漿。原來配備ZM460(01)LF型(見圖1a)和DD600-D型(見圖1b)磨片處理NBKP,因為原來磨片進刀時容易損壞、磨損不均勻,磨片經常出現斷齒及鋸齒狀、波浪形劇烈磨損(見圖1),所以設定打漿功率較低,難以一次成漿,需長時間循環打漿以達到既定的打漿度和濕重指標,導致打漿電耗高,且影響打漿勻度、打漿效率和穩定性。

圖1 原ZM460(01)LF錐形磨片和DD600-D磨片斷齒
優化打漿課題提出后,南通華嚴根據P11生產線NBKP打漿工藝指標和硬件條件,充分考慮用漿量、打漿時間、設備動力配置及管線分布等方面因素,配給DD600-L3型多元合金磨片(見圖2a)安裝于2臺DD600雙盤磨,處理針葉木漿,帶漿檔磨片齒型,杜絕生漿泵出,且有助于打漿勻度和打漿度提升。此磨片齒型打漿面積大,打漿度上升較快,分絲帚化效果良好;經過車間現場調試后,關停1臺錐形磨漿機(250 kW·h),僅開2臺DD600雙盤磨漿機,不需要循環打漿即可一次成漿,達到打漿度42oSR,濕重9.5~11 g指標,節省了打漿時間和大量電耗成本;磨片整個使用周期經定期觀察,磨損均勻、平整,打漿電流穩定,磨片下機時未出現意外斷齒現象(見圖2b)。

圖2 DD600-L3型多元合金磨片使用后磨損均勻、平整、無斷齒現象
化機漿打漿系統采用3臺DD660雙盤磨,原來使用D型和G型磨片,也是因為加壓進刀時經常打壞磨片,且無法一次成漿達到既定打漿指標,只能采用低負荷、長時間循環的打漿方式。選用南通華嚴DD660-S17型(見圖3a)和DD660-L3型(見圖3b)兩種磨片齒型組合打漿后,提高雙盤磨有效使用負載,不經循環打漿,一次即可達到42oSR,濕重5 g指標,降低打漿空載功率所占比例。
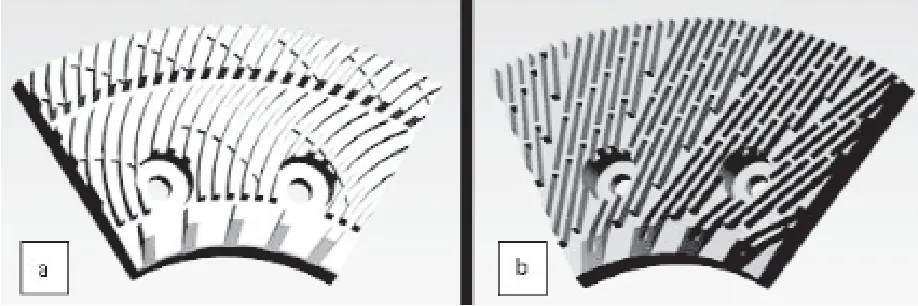
圖3 南通華嚴DD660-S17型和DD660-L3型磨片
3 優化前后的情況對比
打漿方式的差異或磨片選型不同會帶來不同的打漿指標和纖維性質,也會影響不同紙機的抄造適配性。打漿優化包括流體設備選型、管線布置、打漿設備啟用數量、串并聯形式、磨片選型、打漿方式等。打漿方式的優化包括打漿濃度、功率分配、壓力控制、流量控制、溫度控制等。打漿在紙廠電耗所占比例很高,但是因為打漿過程在整個紙廠流程中所占比例較小,裝備形式相對簡單,使管理者常常忽略打漿工段的作業流程細化和優化,導致打漿電耗高、打漿指標不穩定和成紙品質波動。
來自《Khanbaghi & Allison, PPRIC, 2000》的一份研究觀察了五十四個變量, 十二個月內每分鐘一次對1臺紙機觀察發現:44% 的紙機斷紙是由于制漿配料的改變而引起。冠軍紙業從細節入手,強化過程控制優化,改循環打漿為一次成漿,使打漿質量得到改善,最直觀的收益是打漿電耗下降,紙機車速提高而紙機斷紙次數減少,成紙品質也得到進一步提升和穩定,見表1~3和一個計算式作簡單表述。
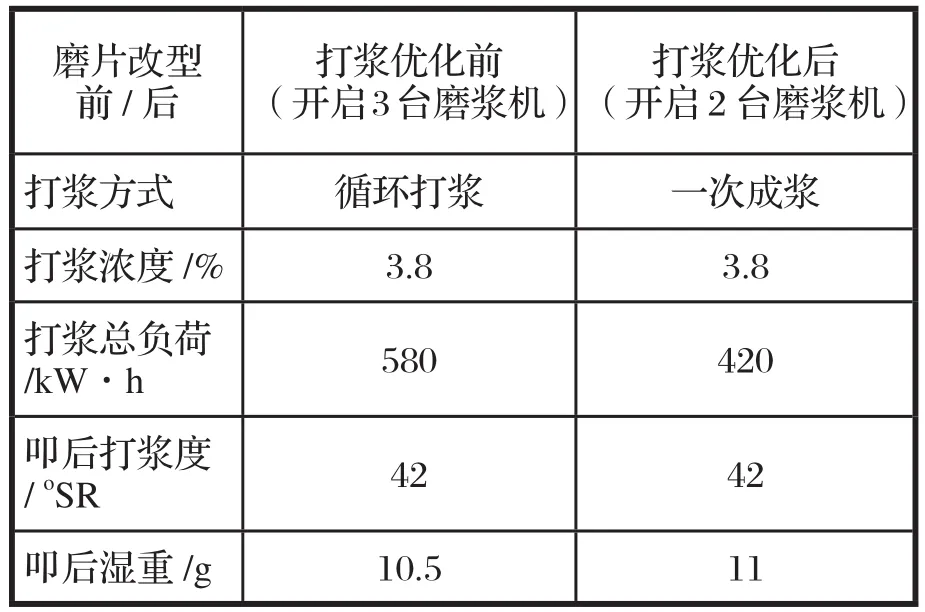
表1 針葉木漿打漿優化前后參數對比
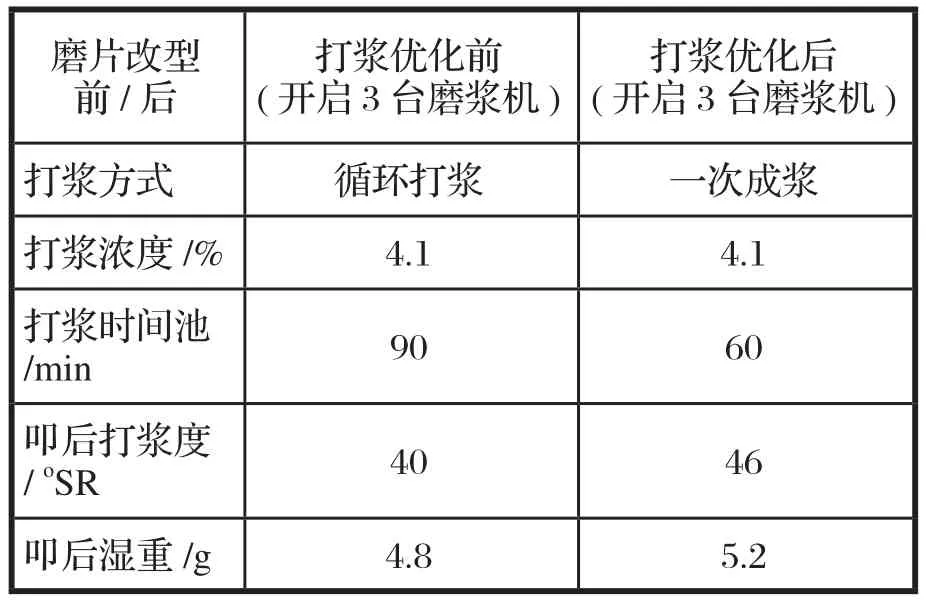
表2 化機漿打漿優化前后參數對比

表3 循環打漿優化為一次成漿前后成紙指標對比
以上表格數據對比可見,循環打漿優化為一次成漿后,PM11生產線輕型紙成紙指標、紙機穩定性有了進一步提升;從節能角度來觀察,除化機漿改為一次成漿節省打漿時間和大量電耗外,僅NBKP打漿系統關停1臺錐形磨漿機這一項節電效果也很明顯,額定功率250 kW·h,按照最低運行負載60%計算,每天打漿16 h, 300 d運行計算,峰、平、谷平均電價0.50元/kW·h統計,全年至少可節省36萬元電耗成本,節電計算式如下:

4 結束語
通過磨片優化和打漿方式由循環打漿優化為一次成漿課題的實踐,對打漿指標、成紙物理指標、紙機穩定性、打漿電耗等方面的分析,對磨片的實質性優化前后和打漿方式優化效果的數據對比,充分證實了磨漿機核心元件對影響打漿的質量具有關鍵作用;同時,一次成漿的打漿方式在造紙工業生產中提高成紙品質、降低打漿電耗成為越來越重要的課題。
[1] 蔣小軍.四類不同功能磨片的打漿機理與應用案例分析[C].江蘇省造紙學會第十一屆學術年會論集,2011.
[2] 任紅銳,尚慶武,蔣小軍.改造打漿系統 降低打漿電耗(GLVDD4500型雙圓盤磨漿機磨片國產化的實踐) [C].全國特種紙委員會第六屆年會論文集.2011.186-189.
[3] 蔣小軍,孔凡敏,徐慶珍.桉木化機漿APMP打漿節能與HY SOFT FIN弧形齒磨片應用實踐[J]:中國造紙學報,2010,25(增刊):384//中國造紙學會第十四屆學術年會論文集[C].
[4]袁麟,蔣小軍.打漿磨片材質與齒型的優化 [J].中國造紙,2011,30(3):71-73.
[5] 張菊先,郭勇為.機械漿質量及抄造工藝對含機械漿未涂布紙表面強度的影響[J].中國造紙2007(2):45.
Optimization of Refining Plates Refining Success Once, Reduce Power Consumption to Improve the Quality of Paper
JIANG Xiaojun1ZHANG Xun2GAO Feng2ZHANG Yu2
(1.Nantong Huayan Casting Co., Ltd. refining plates Research Center, Nantong, Jiangsu 226403; 2.Shandong Champion Paper Co., Ltd. Qihe,Shandong 251125)
Shandong Champion Paper Co., Ltd. PM11 Light-weight printing paper production refining optimization based presentation with Huayan Casting Co., Ltd. Nantong refiner plates research center collaborative, for refiner plate toothed , material optimization, solution easily broken teeth grinding problems, to optimize refining system, auxiliary control means for a change cycle refining, pulp indicators improve, reduce refining power consumption, synchronization stable production, improve machine speed and physical indicators of paper.
light-weight printing paper; loop refining; once successful refining; refiner plates; refining power consumption
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45