SSR6-2HRS不銹鋼軸承失效分析
2014-03-07 02:15:29黃曉輝
哈爾濱軸承 2014年3期
關(guān)鍵詞:不銹鋼
黃曉輝
(哈爾濱軸承集團公司 技術(shù)中心,黑龍江 哈爾濱 150036)
SSR6-2HRS不銹鋼軸承失效分析
黃曉輝
(哈爾濱軸承集團公司 技術(shù)中心,黑龍江 哈爾濱 150036)
通過對SSR6-2HRS不銹軸承鋼的失效分析,討論現(xiàn)市場上低端不銹鋼軸承的制造工藝及應用局限。
不銹鋼軸承;失效;殘余奧氏體;粗大一次碳化物;低端軸承
1 前言
G102Cr18Mo(原牌號9Cr18Mo)及G95Cr18(原牌號9Cr18)是目前市場上普遍采用的制造不銹鋼軸承的材料。由于材料的自身特點,存在一次碳化物粗大及淬火后殘余奧氏體含量過多等問題。不銹鋼軸承與普通鋼相比,有更強的防銹、防腐蝕性,選擇合適的潤滑油、防塵蓋等,可以在零下60至300攝氏度高溫環(huán)境下工作。不銹鋼軸承又因機械強度高、負載能力大,廣泛使用于各機械行業(yè),尤其是軸承行業(yè)。由于市場利潤空間較大,一些并不十分具備生產(chǎn)條件的軸承廠家也紛紛加入生產(chǎn)行列。這些低檔的不銹鋼軸承,在低轉(zhuǎn)速、低載荷、無噪音要求的應用場合還可勉強使用,但當用于高轉(zhuǎn)速、高載荷的應用場合時就會發(fā)生早期失效。引起早期失效的主要原因是未經(jīng)足夠鍛造細化的粗大一次碳化物殘留于滾道表面及軸承零件的不嚴格的熱處理制度而引發(fā)的尺寸失穩(wěn)。下面就近期發(fā)生的一起軸承失效案例來說明低檔不銹鋼軸承的應用局限。
2 失效背景
某家電生產(chǎn)廠家開發(fā)一豆?jié){機,其中攪拌主軸使用兩套SSR6-2HRS軸承。在新項目的測試過程中發(fā)現(xiàn)軸承卡死。把靠近刀片的軸承編號為1,靠近離合器的軸承編號為2。發(fā)現(xiàn)1#軸承損壞較為嚴重,保持架斷裂,軸承散架,鋼球和滾道表面出現(xiàn)嚴重的壓傷擦傷等。2#軸承外觀較為完好,但當軸承出現(xiàn)卡死,拆開密封圈后,發(fā)現(xiàn)軸承內(nèi)部有大量黑色粘附物,疑為油脂干涸后殘留物質(zhì)。

圖1 1#軸承外圈滾道硬質(zhì)顆粒壓痕
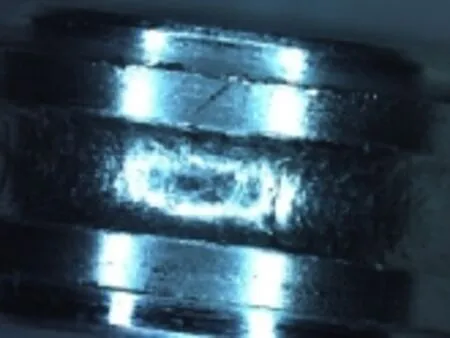
圖2 1#軸承內(nèi)圈滾道剝落及壓傷
3 檢查及分析
3.1 軸承零件檢查
在體視顯微鏡下對1#、2#軸承內(nèi)圈、外圈、滾道及鋼球進行檢察,發(fā)現(xiàn)以下情況。
(1)1#軸承外圈滾道有硬質(zhì)顆粒壓痕,如圖1 所示,內(nèi)圈滾道發(fā)生剝落,如圖 2 所示,鋼球表面發(fā)生剝落及壓傷,如圖 3 示,保持架破碎缺失。
(2)2#軸承內(nèi)、外圈滾道有硬質(zhì)顆粒壓痕,鋼球表面存在壓傷,保持架基本完好。

圖3 1#軸承鋼球剝落及壓傷

圖4 1#鋼球淬火組織500× 2%鹽酸苦味酸腐蝕
3.2 各零件熱處理質(zhì)量檢查(表1)
1#、2#軸承內(nèi)套、外套和鋼球熱處理質(zhì)量如表 1 所示。
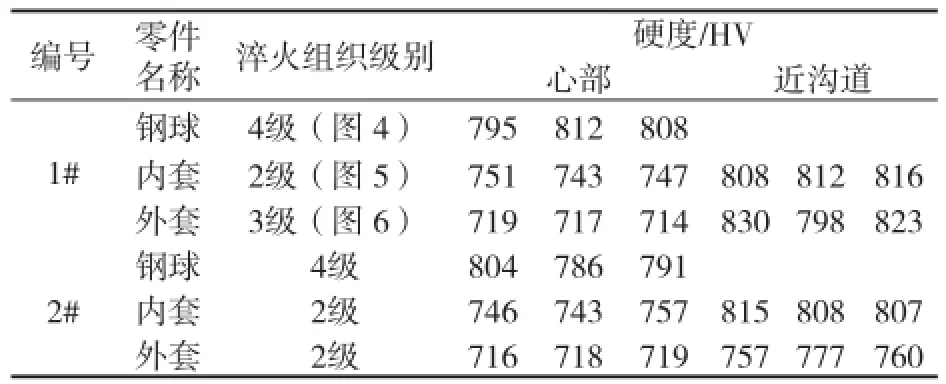
表1 軸承零件熱處理質(zhì)量
3.3 軸徑及內(nèi)圈內(nèi)徑測量
經(jīng)檢測,軸承內(nèi)徑與軸徑尺寸符合圖紙要求,軸與內(nèi)徑過盈量正常。
3.4 分析
(1)1#、2#軸承各零件淬火組織及硬度符合JB1460-92標準要求。
(2)軸承內(nèi)徑尺寸符合圖紙要求。
(3)內(nèi)外圈溝道處硬度高于心部硬度是因為該軸承熱處理過程中未經(jīng)冷處理,殘奧量較大,在運轉(zhuǎn)過程中由于溫升及壓力,發(fā)生殘余奧氏體向馬氏體的轉(zhuǎn)變。這種轉(zhuǎn)變不僅會使溝道表面硬度增加,同時還會引起內(nèi)圈溝道尺寸的增大。
(4)內(nèi)外圈組織中,一次碳化物較粗大。這種粗大碳化物裸露于溝道表面易引起溝道粗糙度增加,使軸承運轉(zhuǎn)時引起溫升。

圖5 1#內(nèi)套淬火組織500× 2%鹽酸苦味酸腐蝕
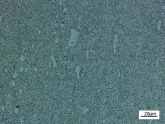
圖6 1#外套淬火組織500× 2%鹽酸苦味酸腐蝕
(5)該軸承所處環(huán)境為封閉環(huán)境,散熱條件差,粗大碳化物裸露于溝道表面引起溫升,溫升又導致內(nèi)圈溝道尺寸增大,使軸承游隙變小。游隙變小又進一步加劇溫升,從而引發(fā)軸承的抱死及損壞。
3.5 建議及措施
(1)家電生產(chǎn)廠家應采用高質(zhì)量不銹鋼軸承。高質(zhì)量的不銹鋼軸承無論是在原材料的選取上,還是在各工序的加工過程中都會嚴格把關(guān),而且由于熱處理過程本身就受原材料、預先熱處理質(zhì)量、車工質(zhì)量等各個環(huán)節(jié)的影響,高質(zhì)量的不銹鋼軸承從初始工序到最終工序嚴格把關(guān),最終才能獲得具有綜合力學性能的軸承,通過選用高質(zhì)量的產(chǎn)品可以有效避免因不銹鋼軸承質(zhì)量引發(fā)使用過程中的問題。
(2)不銹鋼軸承生產(chǎn)廠家應加大鍛壓比,在鍛造過程中盡可能將原材料中的一次碳化物打碎。一次碳化物系偏析引起的亞穩(wěn)定結(jié)晶產(chǎn)物,顆粒尺寸較大,常沿軋制方向分布,形成偏析碳化物帶,硬度高、脆性大,易引起淬火裂紋,使鋼的耐磨性變差,以至工件在使用過程中造成表面脫落或中心破裂。一次碳化物因為在加熱時,碳化物很難溶入奧氏體,無法在淬火過程中進行消除,因此其主要是靠合理的鍛造工藝(相當大的總鍛造比)和適當?shù)耐嘶鸸に噥淼玫剑虼藢︿摫仨毤哟箦憠罕葥羲榇执筇蓟铮蛊浼毣⑼ㄟ^金屬的合理熱塑性變形使其分布均勻,以此為熱處理工序提供良好的原始組織。
(3)不銹鋼軸承生產(chǎn)廠家應提高熱處理質(zhì)量,在淬火后增加冷處理,從而提高軸承的尺寸穩(wěn)定性。因為套圈經(jīng)過淬火后,內(nèi)部組織仍保留較多的奧氏體,這種殘余奧氏體組織是一種不穩(wěn)定性組織,在儲存和使用軸承過程中,會不斷地發(fā)生變化,從而改變軸承的精度。為此采用冷處理工藝,它能減少組織中的殘余奧氏體,稍微提高軸承的硬度。因此,通過淬火后對軸承零件進行冷處理的技術(shù)可以有效的防止軸承在使用過程中的尺寸變化,增加軸承的尺寸穩(wěn)定性。
(4)不銹鋼軸承生產(chǎn)廠家對軸承的生產(chǎn)各個環(huán)節(jié)進行嚴格把關(guān),增加對影響軸承性能要求的項目進行測試,比如熱處理后殘余奧氏體量的測試。同時,對產(chǎn)品質(zhì)量進行追溯跟蹤,建立軸承失效質(zhì)量數(shù)據(jù)庫,以便發(fā)現(xiàn)軸承在使用過程中影響軸承使用性能及壽命的因素。
4 結(jié)束語
由于目前很多小公司不具備不銹鋼軸承材料鍛造加工的技術(shù)能力,往往在不銹鋼軸承內(nèi)外圈成型方式上采用不銹鋼管料或棒料車制軸承內(nèi)外圈。由于鍛造比的不足,粗大一次碳化物未被充分破斷,會大量的存在于不銹鋼軸承套圈內(nèi)。雖然這些粗大一次碳化物按原材料標準GB3086中的不銹軸承鋼粗大碳化物評級標準評定是合格的,但并不代表它們是符合軸承的使用性能要求的。這些粗大的碳化物祼露于溝道表面時會影響溝道粗糙度,引起軸承振動及噪音的增加,同時也會引起軸承的溫升及使用過程中的早期滾道剝落。另外,由于不銹軸承鋼的合金含量較高,淬火后會有大量的殘余奧氏體。某些不具備冷處理加工條件的生產(chǎn)廠家,出于成本考慮,將此工序省略。殘余奧氏體如不經(jīng)冷處理消除,會在使用過程中由于溫度及壓力的變化而引起軸承零件尺寸發(fā)生變化,從而引起軸承失效。
[1] 王玉金,葉健熠,李 紅,方 芳,譚曙光.9Cr18不銹鋼軸承的 加工[J]. 軸承, 2005,(3).
[2] 王玉金,葉健熠.常用不銹鋼軸承的設計要點與材料[J].軸承, 2004(12).
[3] 俞 峰, 魏果能, 許 達.不銹軸承材料的研究和發(fā)展[J].鋼鐵研究學報,17(1).
(編輯:王立新)
SSR6-2HRS stainless steel bearing failure analysis
Huang Xiaohui
( Technical Center, Harbin Bearing Group Corporation, Harbin 150036,China)
By analyzing the failure of SSR6-2HRS stainless steel bearing , the manufacturing process and the application limitation of low-end stainless steel bearings on the market were discussed.
stainless steel bearings; failure; residual austenite; coarse primary carbides; low-end bearing
TH133.33+1
B
1672-4852(2014)03-0020-02
2014-05-16.
黃曉輝(1980 -),女,工程師.
猜你喜歡
趣味(數(shù)學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16