輥壓方式對(duì)圓鋸片穩(wěn)定性的影響
2014-03-07 11:27:30柯建軍張明松朱普先朱億寬
關(guān)鍵詞:變形
柯建軍 張明松 朱普先 朱億寬
(三峽大學(xué)機(jī)械與材料學(xué)院,湖北宜昌 443002)
圓鋸片的穩(wěn)定性是指鋸片在受到各種應(yīng)力作用時(shí),保持其固有形狀和剛度的性質(zhì).鋸片的穩(wěn)定性是保證材料加工質(zhì)量、加工效率、能源利用率以及加工安全的重要前提.圓鋸片的不穩(wěn)定性機(jī)制目前證明的有兩種:一是鋸片的靜態(tài)彎曲失穩(wěn);二是鋸片的臨界轉(zhuǎn)速失穩(wěn).鋸片在高速切削工作時(shí),由于制造過(guò)程中的自身缺陷、切削熱應(yīng)力和離心應(yīng)力等影響,鋸片容易產(chǎn)生失穩(wěn).為了提高鋸片的穩(wěn)定性,鋸片制造業(yè)廣泛采用圓鋸片適張?zhí)幚恚壳把芯康倪m張方法有錘擊法[1-2]、噴丸法[3-4]、熱適張法[5-6]、漲孔法[7-8]和環(huán)形輥壓法[9-10].隨著對(duì)加工要求的提高,現(xiàn)有的適張已不能滿足使用要求,為此研究徑向輥壓適張和切向輥壓適張對(duì)圓鋸片穩(wěn)定性的影響.
1 圓鋸片的有限元分析模型
鋸片的適張?zhí)幚肀举|(zhì)就是使圓鋸片產(chǎn)生一定的內(nèi)預(yù)應(yīng)張力,提高鋸片的動(dòng)態(tài)性能,保證切削穩(wěn)定性.輥壓適張是其中一種.輥壓適張是在圓鋸片平面裝夾部和齒部之間,通過(guò)輥壓機(jī)輥壓使鋸片局部產(chǎn)生足夠的彈塑性變形,從而在鋸片體內(nèi)引入適張應(yīng)力.輥壓機(jī)的壓輪材料一般多為合金工具鋼Cr2、Cr或者滾柱軸承鋼制造,經(jīng)過(guò)熱處理后硬度能夠達(dá)到HRC 60~ 65度[11].壓輪的形狀如圖1所示.圖中Rg為壓輪直徑,B為壓輪寬度,Rgj為壓輪截面半徑.壓輪的截面半徑Rgj存在兩個(gè)極值,當(dāng)Rgj=B/2時(shí),壓輪截面的半徑最小.當(dāng)Rgj→+∞,壓輪截面的半徑最大.為了研究的方便,采用圖1(c)的壓輪截面形式.
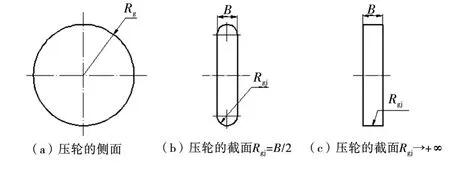
圖1 壓輪的形狀
本文研究對(duì)象是鋸片基體,金剛石圓鋸片的基體結(jié)構(gòu)參數(shù)見(jiàn)表1,鋸片基體經(jīng)過(guò)830℃油淬和540℃回火熱處理后,得到的材料性能見(jiàn)表2.

表1 普通金剛石圓鋸片基體的結(jié)構(gòu)參數(shù)(單位:mm)
表2 金剛石鋸片基體的材料彈性
如圖2(b)(c),可知它們都是循環(huán)對(duì)稱結(jié)構(gòu),在每條輥壓帶的輥壓時(shí)間都比較短,為此把輥壓過(guò)程當(dāng)做靜態(tài)問(wèn)題來(lái)處理.為了研究的方便,圖2(a)中的環(huán)形輥壓也采用循環(huán)對(duì)稱結(jié)構(gòu).
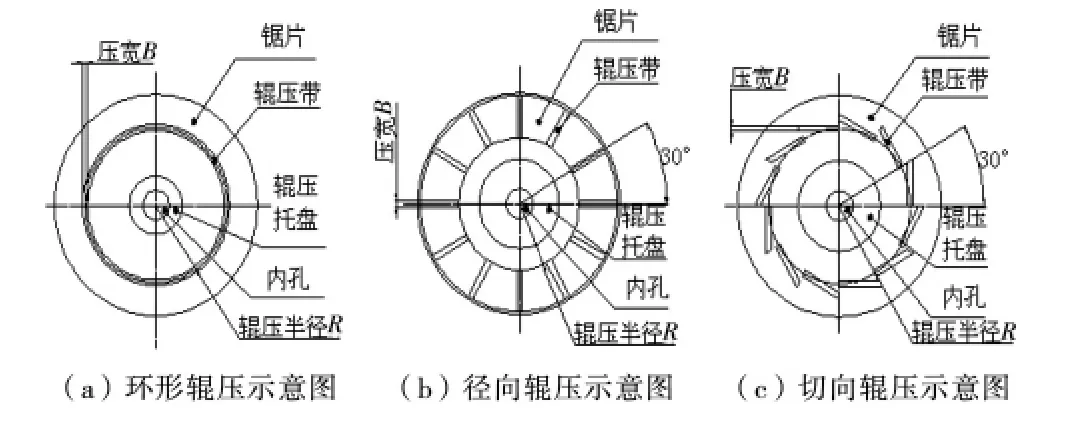
圖2 3種輥壓方式的示意圖
表3為環(huán)形輥壓、徑向輥壓和切向輥壓的30℃循環(huán)對(duì)稱模型的結(jié)構(gòu)參數(shù).

表3 3種輥壓方式循環(huán)對(duì)稱結(jié)構(gòu)的參數(shù)
如圖3所示,上下壓輪都采用圖1(c)的壓輪截面,在進(jìn)行輥壓時(shí),鋸片的內(nèi)孔裝配在芯軸上,下端面由輥壓托盤支撐.在上壓輪壓力P的作用下,把鋸片壓緊在輥壓托盤上,然后上下輥輪等速旋轉(zhuǎn),通過(guò)輥壓處產(chǎn)生的摩擦力來(lái)帶動(dòng)圓鋸片旋轉(zhuǎn),以實(shí)現(xiàn)沿鋸片環(huán)形輥壓.那么鋸片的內(nèi)孔在X方向,Y方向,撓X軸轉(zhuǎn)動(dòng),撓Y軸轉(zhuǎn)動(dòng)都被約束,鋸片的下端面Z方向被約束.徑向輥壓和切向輥壓都采用環(huán)形輥壓的方式.

圖3 圓鋸片環(huán)形輥壓的示意圖
上壓輪的壓力P由液壓系統(tǒng)提供,由于系統(tǒng)的復(fù)雜性施加到上壓輪的壓力P不容易確定.為此在有限元分析時(shí),直接把壓力施加在輥壓帶上.一般鋸片厚度均勻,相對(duì)鋸片直徑的也很小,故而將圓鋸片視為二維彈性薄板[12].不過(guò)實(shí)際上,鋸片在切削工作時(shí)受到的徑向力并不是沿鋸片厚度均勻分布的,同時(shí)鋸片在受到軸向載荷時(shí),端面發(fā)生變形會(huì)嚴(yán)重降低鋸片的加工質(zhì)量,甚至?xí)鹗Х€(wěn),為此把鋸片當(dāng)做一個(gè)帶有厚度的實(shí)體模型考慮更加合適.
鋸片的輥壓是一種材料的彈塑性變形,是一種非線性行為.目前的有限元法可以進(jìn)行彈塑性非線性靜態(tài)分析,能夠滿足精度要求.故采用有限元軟件ANSYS10.0對(duì)3種輥壓方式進(jìn)行分析,采用的結(jié)構(gòu)單元為SOLID185,鋸片的3種輥壓方式都采用30°循環(huán)對(duì)稱模型,內(nèi)孔的徑向X,切向Y,撓X軸轉(zhuǎn)動(dòng),撓Y軸轉(zhuǎn)動(dòng)都被約束,鋸片的下端面Z方向被約束.鋸片徑向的網(wǎng)格劃分每段長(zhǎng)為2.5mm.在圓周方向劃分15等份,每份對(duì)應(yīng)的圓心角為2°.有限元分析模型如圖4所示.
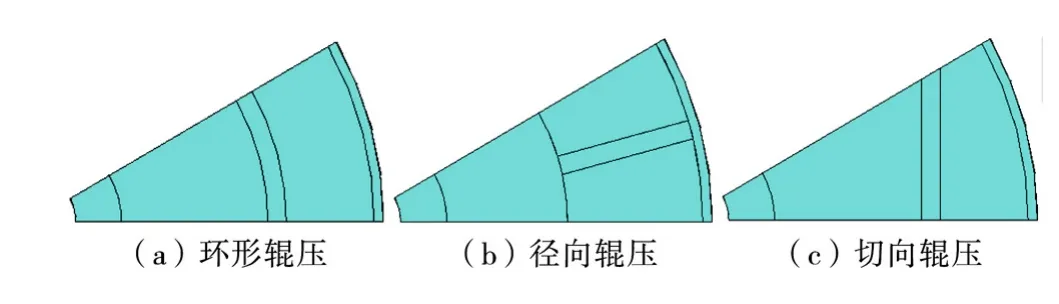
圖4 3種輥壓方式的30°循環(huán)對(duì)稱模型
2 輥壓后圓鋸片的應(yīng)力應(yīng)變
鋸片的輥壓過(guò)程可以分為兩個(gè)階段,第1個(gè)階段是把鋸片放在芯軸上,下端面由輥壓托盤支撐,然后用壓輪對(duì)鋸片進(jìn)行輥壓適張.第2階段是輥壓完成,把壓輪移走.上面輥壓的兩個(gè)階段,在ANSYS10.0中可以通過(guò)施加兩個(gè)載荷步的形式來(lái)模擬.第1個(gè)載荷步對(duì)鋸片施加壓力進(jìn)行彈塑性分析,第2個(gè)載荷步刪除施加壓力對(duì)鋸片進(jìn)行殘余應(yīng)力分析.在有限元分析中,施加壓力P=1.5×109Pa.在鋸片上端面,角度為0°,徑向方向從內(nèi)孔到鋸片外圓的路徑定義為路徑1.有限元的分析結(jié)果如圖5所示.由圖5可知,徑向輥壓的徑向位移都為正值,即鋸片在輥壓時(shí),從鋸片內(nèi)孔到鋸片外圓在徑向上伸張.環(huán)形輥壓和切向輥壓在輥壓帶以內(nèi)的徑向位移為負(fù)值,即在輥壓時(shí)輥壓帶以內(nèi)的鋸片被擠壓,同時(shí)由于內(nèi)孔存在約束,導(dǎo)致被擠壓部分不能伸張,使得徑向收縮,在輥壓帶以外徑向位移為正值,即在輥壓時(shí)輥壓帶以外的鋸片受到輥壓帶的伸展而被擠壓,由于鋸片外圓沒(méi)有約束,在擠壓力的作用下鋸片向外伸張.
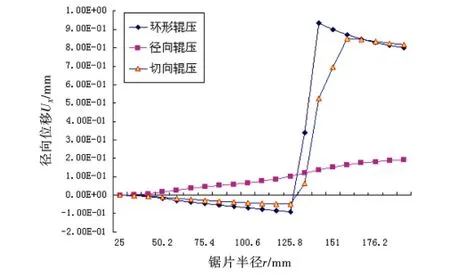
圖5 路徑1上的徑向位移
由圖6可知,環(huán)形輥壓的徑向應(yīng)力都為壓應(yīng)力,先增加后減小.徑向輥壓的徑向應(yīng)力都是拉應(yīng)力,先增加再減小,再增加再減小,呈現(xiàn)波浪形.切向輥壓的徑向應(yīng)力在輥壓帶以內(nèi)都是壓應(yīng)力,在相鄰兩輥壓帶的位置,有少量的區(qū)域?yàn)槔瓚?yīng)力,鋸片邊緣都為壓應(yīng)力.鋸片在高速切削工作時(shí),受到離心力和熱應(yīng)力的作用,形成徑向拉應(yīng)力[13].為了維持鋸片的穩(wěn)定性,不能讓這些拉應(yīng)力過(guò)大,為此通過(guò)輥壓引入徑向壓應(yīng)力,抵消離心力和熱應(yīng)力的影響.通過(guò)對(duì)圖6分析,徑向輥壓會(huì)增加離心力和熱應(yīng)力的影響,不利于鋸片的穩(wěn)定,而環(huán)形輥壓與切向輥壓可以起到抵消拉應(yīng)力的效果,增加鋸片的穩(wěn)定性.

圖6 路徑1上的徑向應(yīng)力
如圖7所示,環(huán)形輥壓和切向輥壓在輥壓帶附件,端面位移都是正值,說(shuō)明鋸片輥壓時(shí)鋸片翹起,翹起量向兩邊逐漸減小,在輥壓帶位置端面被壓縮,壓縮量較大.徑向輥壓的端面變形都為負(fù)值,說(shuō)明鋸片輥壓時(shí)鋸片下垂,由鋸片內(nèi)孔到鋸片外圓逐漸增大.
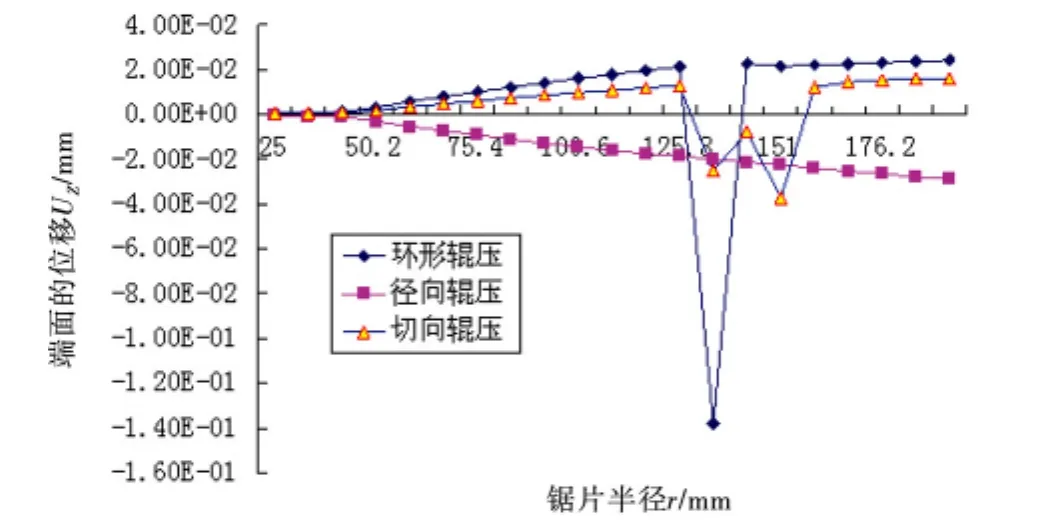
圖7 路徑1上的端面位移
從圖8中看到,圓鋸片在環(huán)形輥壓時(shí),輥壓帶以內(nèi)切向位移為正值,周向向兩外側(cè)伸展,輥壓帶以外,切向位移為負(fù)值,周向向兩內(nèi)側(cè)壓縮.徑向輥壓時(shí),在輥壓帶鋸片周向向兩外側(cè)伸展,位移較大,同時(shí)兩個(gè)輥壓帶之間的周向伸展相互擠壓,在輥壓帶以內(nèi),周向位移較小,且都為負(fù)值.切向輥壓時(shí),在輥壓帶以內(nèi)切向位移都為正值,鋸片在周向方向上向兩外側(cè)伸張,同時(shí)越靠近輥壓帶的位置,變形越大,在輥壓帶以外切向位移都為負(fù)值,鋸片在切向方向上向內(nèi)兩側(cè)壓縮,同樣越靠近輥壓帶的位置,變形越大.環(huán)形輥壓與切向輥壓產(chǎn)生周向位移內(nèi)部伸長(zhǎng),外部壓縮,是因?yàn)樵谳亯簬б詢?nèi),由于輥壓使得鋸片向內(nèi)擠壓,徑向被壓縮,同時(shí)內(nèi)孔被約束,導(dǎo)致徑向被壓縮的部分向周向轉(zhuǎn)移,使得周向向兩外側(cè)擴(kuò)展.輥壓帶以外,輥壓使得鋸片向外擠壓,由于鋸片外邊緣沒(méi)有約束,徑向向外伸張,同時(shí)由于徑向的向外伸張變形遠(yuǎn)遠(yuǎn)大于切向向外側(cè)伸張的變形,即切向與徑向的變形不協(xié)調(diào),使得徑向在向外伸張變形時(shí),導(dǎo)致切向向兩內(nèi)側(cè)壓縮.

圖8 3種輥壓方式的切向位移
由圖9可知,環(huán)形輥壓在輥壓帶以外是切向拉應(yīng)力,在輥壓帶以內(nèi)是切向壓應(yīng)力.徑向輥壓后,鋸片的切向應(yīng)力整體的分布是輥壓半徑以內(nèi)都是拉應(yīng)力,輥壓半徑以外幾乎為壓應(yīng)力,輥壓位置的應(yīng)力最大,同時(shí)在輥壓帶終止附近存在拉應(yīng)力,不過(guò)區(qū)域很小.切向輥壓后,鋸片在輥壓帶以內(nèi)為壓應(yīng)力,由輥壓帶向內(nèi)逐漸減小,輥壓帶以外為拉應(yīng)力,由輥壓帶向外逐漸增大,同時(shí)由切點(diǎn)位置到終止位置,拉應(yīng)力也由小逐漸增大.

圖9 3種輥壓方式的切向應(yīng)力
鋸片工作時(shí)受到熱應(yīng)力的作用,在鋸片形成由鋸片內(nèi)孔的拉應(yīng)力逐漸過(guò)渡到鋸片邊緣的壓應(yīng)力.同時(shí)鋸片鋸切時(shí)鋸齒受到徑向力作用,在鋸片上產(chǎn)生切向壓應(yīng)力.而環(huán)形輥壓與切向輥壓產(chǎn)生的切向應(yīng)力可以起到抵消熱應(yīng)力和鋸齒受到徑向力的效果,可以增加鋸片的穩(wěn)定性.徑向輥壓就沒(méi)有這個(gè)效果,而且還會(huì)使鋸片失穩(wěn).
3 輥壓后圓鋸片受軸向載荷的變形
鋸片輥壓后要進(jìn)行剛度測(cè)試,檢驗(yàn)鋸片適張的程度和鋸片的穩(wěn)定性.剛度測(cè)試是把鋸片固定在芯軸上,用夾盤夾緊,然后在鋸片的邊緣施加一個(gè)沖擊力,并在鋸片的一定位置測(cè)量鋸片的端面變形量.端面的跳動(dòng)量反映了不同的輥壓方式對(duì)鋸片端面平整度的影響,端面變形量反映了鋸片輥壓后抵抗軸向變形的能力.變形量越小,說(shuō)明效果越好.鋸片輥壓后進(jìn)行剛度測(cè)試,在有限元分析中可以通過(guò)施加3個(gè)載荷步的形式來(lái)模擬.第1個(gè)載荷步是在輥壓帶施加輥壓力,第2個(gè)載荷步是撤除施加的壓力,第3個(gè)載荷步是在距離鋸片邊緣5mm的環(huán)形區(qū)域施加5 000Pa的壓力.在鋸片上端面,半徑為193mm,角度從0°到30°的鋸片邊緣定義為路徑2.通過(guò)有限元分析,得到的端面位移如圖10~11所示.

圖10 路徑2的端面輥壓位移
圖10為鋸片經(jīng)過(guò)輥壓后,沿路徑2的端面位移.由圖知,環(huán)形輥壓后端面各處位移相等都為0.024 2 mm.徑向輥壓后端面位移最大值-0.025 9mm,最小值為-0.038 4mm.切向輥壓后端面位移最大值0.018 1mm,最小值為0.009mm.
由圖11的曲線可得,環(huán)形輥壓的端面測(cè)試位移各處相等都為-0.036mm.徑向輥壓的端面測(cè)試位移最大值-0.084 7mm,最小值為-0.099 4mm.切向輥壓的端面測(cè)試位移最大值-0.036mm,最小值為-0.047 8mm.
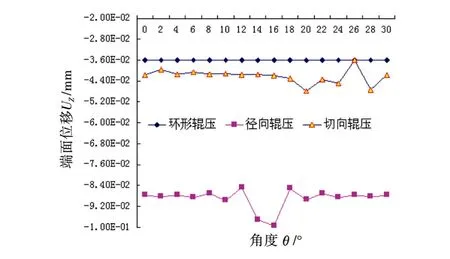
圖11 路徑2的端面測(cè)試位移
為此鋸片在環(huán)形輥壓后,沿路徑2的端面跳動(dòng)量為0,測(cè)試的跳動(dòng)量也為0,輥壓與測(cè)試的端面變形量為0.06mm.鋸片徑向輥壓后,沿路徑2的端面跳動(dòng)量為0.013mm,輥壓與測(cè)試的端面變形范圍是[0.047,0.074]mm,平均的端面變形量為0.061 mm.鋸片切向輥壓后,沿路徑2的端面跳動(dòng)量為0.009mm,輥壓與測(cè)試的端面變形范圍是[0.045,0.067]mm,平均的端面變形量為0.056mm.
4 結(jié) 論
1)環(huán)形、切向輥壓產(chǎn)生的徑向應(yīng)力是壓應(yīng)力,可以起到抵消離心力和熱應(yīng)力的作用,增加鋸片的穩(wěn)定性;徑向輥壓產(chǎn)生的是拉應(yīng)力不利于鋸片的穩(wěn)定.
2)環(huán)形、切向輥壓的切向位移是輥壓帶以內(nèi)伸張,以外壓縮;徑向輥壓反之.
3)環(huán)形、切向輥壓產(chǎn)生的切向應(yīng)力在輥壓帶以內(nèi)為壓應(yīng)力,以外為拉應(yīng)力,徑向輥壓反之.因此,環(huán)形、切向輥壓產(chǎn)生的切向應(yīng)力可以增加鋸片的穩(wěn)定性.而徑向輥壓就沒(méi)有這個(gè)效果,而且還會(huì)使鋸片失穩(wěn).
4)環(huán)形、切向輥壓都有較好的平整性,而徑向輥壓平整性比較差.在鋸片的3種輥壓效果上,切向輥壓鋸片的端面平均變形量最小,說(shuō)明切向輥壓有比較好的適張效果.
5)研究表明切向輥壓是一種有效的輥壓適張方式,可以提高鋸片的穩(wěn)定性.而徑向輥壓的適張效果不理想,會(huì)增加鋸片的失穩(wěn).
[1] 洪德純,張莫福.圓鋸片適張度處理的實(shí)用技術(shù)[J].木材加工機(jī)械,2000(4):20-22.
[2] 張占寬,習(xí)寶田,安靜賢.圓鋸片軸向多點(diǎn)加壓適張及振動(dòng)模態(tài)分析[J].木材加工機(jī)械,2002(3):2-4.
[3] 徐 晶.一種獲得圓鋸片適張度的新技術(shù)[J].木工機(jī)床,1989(2):48-49.
[4] 范秀麗.圓鋸片噴丸適張度處理技術(shù)[J].木材加工機(jī)械,1989(3):18-19.
[5] 崔 波,楊 沖.圓鋸加熱適張度的研究試驗(yàn)[J].木工機(jī)床,1992(3).
[6] 劉濟(jì)生.熱控圓鋸片適張度的理論討論[J].林業(yè)機(jī)械與木工設(shè)備,1985(5):1-5.
[7] Schajer G S,Mote C D.Asymmetric Tensioning of Circular Saws[J].Holz als Roh-und Werkstoff,1983(4):143-151.
[8] Parker R G,Mote C D.Tuning of the Natural Frequency Spectrum of a Circular Plate by in-plane Stress[J].Journal of Sound and Vibration,1991,145(1):95-100.
[9] Stakhiev Y M.Research on Circular Saws Roll Tensioning in Russia:Practical Adjustment Methods[J].Holz als Roh-und Werkstoff,1999(1):57-62.
[10]Nicoletti N,F(xiàn)endeleur D,Nilly L,et al.Using Finite Elements to Model Circular Saw Roll Tensioning[J].1996(2):99-104.
[11]唐振雄.帶鋸條輥壓機(jī)及其使用技術(shù)[J].木工機(jī)床,1982(4):33-36.
[12]高永軍.金剛石圓鋸片基體的失效分析[D].桂林:廣西大學(xué),2007.
[13]李 黎.溫度場(chǎng)對(duì)圓鋸片動(dòng)態(tài)穩(wěn)定性影響的理論與實(shí)驗(yàn)研究[M].北京:中國(guó)環(huán)境出版社,2006:96-98.
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
