小徑管焊口未焊透深度射線檢測特殊工藝
2014-03-08 08:26:27李隆駿郭黎群洪君華臺州市特種設備監督檢驗中心臺州318000
中國特種設備安全 2014年10期
李隆駿 郭黎群 洪君華(臺州市特種設備監督檢驗中心 臺州 318000)
小徑管焊口未焊透深度射線檢測特殊工藝
李隆駿 郭黎群 洪君華
(臺州市特種設備監督檢驗中心 臺州 318000)
本文介紹了JB/T 4730.2-2005標準未能涵蓋的、適用于在用壓力管道的小徑管焊口未焊透深度射線檢測的一種特殊工藝,并配套設計了特殊的未焊透深度RT對比試塊。
小徑管 未焊透深度 射線檢測 特殊工藝 對比試塊
在用壓力管道的全面檢驗目前執行的是《在用工業管道定期檢驗規程》[1](試行)(質檢鍋[2003]108號,以下簡稱《工業管道檢規》),該規程規定對全面檢驗中發現的未焊透等焊接缺陷按照《工業管道檢規》第四章的規定進行安全狀況等級評定,在某特殊下可按局部減薄定級。
針對今年發生在吉林長春、上海兩涉氨企業的重大事故,國家質檢總局于2013年11月4日發布《質檢總局特種設備局關于氨制冷裝置特種設備專項治理工作的指導意見》(質檢特函〔2013〕61號),對以氨為介質的制冷裝置中壓力管道的治理工作提出指導意見,尤其是對低溫側氨制冷壓力管道允許存在的未焊透深度做了特殊規定。
本文針對上述規程和文件中在用壓力管道焊口環焊縫的未焊透深度的特殊規定,提出一種專門適用于小徑管(外直徑D0≤100mm)焊口未焊透深度范圍射線檢測(RT)的特殊工藝,并配套設計了特殊的未焊透深度對比試塊。
該工藝同時適用于管道環焊縫根部內凹深度范圍的射線檢測。
1 標準與規程的矛盾
根據JB/T 4730.2-2005《承壓設備無損檢測第2部分:射線檢測》[2],對于外直徑D0≤100mm的小徑管,檢測未焊透時,采了標準附錄H規定的專用對比試塊即IA型與IB型。該標準評定內容與試塊均僅適用于小徑管未焊透及根部內凹缺陷深度與壁厚之比≤15%時的情況。
對于在用工業管道的安全狀態等級確定,根據《工業管道檢規》第四十九條,子管道的材料為20鋼、16Mn或奧氏體不銹鋼時,未焊透可按局部減薄定級。對在用壓力管道允許存在的未焊透深度要求已大大放寬。《工業管道檢規》第四十七條允許局部減薄定級相關規定見表1。
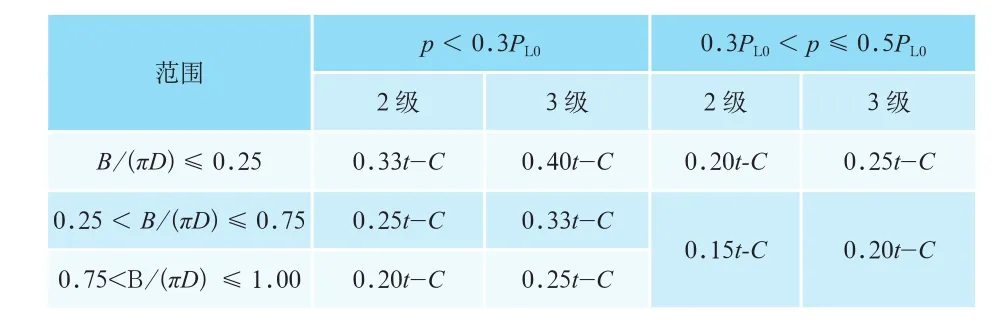
表1 GC2或GC3管道所允許的局部減薄深度的最大值 mm
注:D——缺陷附近管道外徑實測最大值,mm;t——缺陷附近壁厚的實測最小值減去至下一檢驗周期的腐蝕量的2倍,mm;
B——缺陷環向長度實測最大值,mm;
p——管道最大工作壓力,MPa;
pL0——管道極限內壓,MPa;
σs——管道材料的屈服強度,MPa;
C——至下一檢驗周期局部減薄深度擴展量的估計值,mm。
而在質檢特函〔2013〕61號函中,對按3級評定安全狀況等級的低溫側氨制冷壓力管道,規定“未焊透深度與管道實測壁厚之比小于0.6,且缺陷底部最小壁厚≥2mm”。
所以,JB/T 4730.2-2005已無法適用于上述規程、文件要求的未焊透缺陷深度范圍的RT檢測。
2 小徑管未焊透深度專用射線檢測方案與工藝介紹
現場透照時,在工藝上,筆者首先設計了特殊用途的未焊透對比試塊,該對比試塊一般需與被檢測管道同材料、同規格尺寸。試塊及人工缺陷尺寸的設計應符合前文規程、文件的要求,保證未焊透深度采用黑度對比的范圍確定,具體見本文第3章。
工藝要求:對比試塊與需檢測管子并列擺放(捆綁)在一起,并且緊密貼合。保證對比試塊中間的人工缺陷槽與焊縫中心線水平對齊,如圖1所示。透照方式如圖2所示。
透照時射線束中心應垂直指向透照區中心,該中心點位置位于人工試塊與管道焊口交界部位的正中,見圖2左。使試塊和管子各可對比部位受到的射線強度大致相同,從而保證黑度均勻、保證評定時黑度對比的有效性。
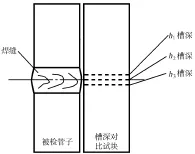
圖1 試塊布置圖

圖2 透照方式
應采用雙壁雙影傾斜透照,且傾斜角度不宜超過30°,避免雙壁單影時焊縫畸變過大,雙壁雙影時控制影像的寬度在1倍焊縫寬度左右。
其它工藝要求如焦距、曝光參數等應符合JB/T 4730.2-2005的規定。
評定未焊透深度范圍時,以管道焊口的未焊透黑度與對比試塊的人工缺陷黑度進行判定,可借助黑度計,得出未焊透缺陷的深度范圍。
采用本工藝后,一次攝片一張即可完成管道焊口未焊透缺陷與對比試塊人工缺陷槽的黑度對比。
3 未焊透對比試塊的制作
未焊透深度RT檢測用試塊分為兩大類, 一類是適用于所有在用工業管道,以《工業管道檢規》第四十九條、四十七條為安全狀況等級評定依據的“通用型未焊透深度RT對比試塊”;另一類為質檢特函〔2013〕61號文適用的專門針對在用氨制冷壓力管道低溫側的“氨管道專用型未焊透深度RT對比試塊”。
3.1 通用型未焊透深度RT對比試塊的制作
考慮到小徑管焊接頭基本采用手工焊條電弧焊為主,暫取余高平均為2mm,制作出的通用型未焊透深度RT對比試塊模型見圖3。試塊總長100mm上下均可,外壁在圖中采用人工焊接加工模擬2mm的余高,當然也可由厚壁管直接加工而成。

圖3 通用型未焊透深度RT對比試塊模型
按照表1進行試塊的制作,以實驗驗證為目的,制作了一組試塊,以氨制冷壓力管道為例,對表1中的數據進行簡化設計如下:
計算取p<0.3pL0,根據本地區氨制冷管道焊口實際情況及多年檢測經驗,僅需制作安全狀態等級為3級的一整套試塊。安全狀態等級為2級的試塊一般認為已無制作的必要。
參考國家質檢總局壓力管道檢驗師培訓教材《壓力管道檢驗(試用版)》,近似取C=0;根據實際經驗,氨制冷管道基本無內腐蝕,外腐蝕一般約為0.05~0.1mm/年,可取t=試塊管道公稱厚度減去0.5mm。
每塊通用型未焊透深度RT對比試塊內有三條環向人工缺陷,人工缺陷形狀為環形槽,人工缺陷尺寸也由表1換算得出,槽寬尺寸則參考了氨制冷管道焊口的實際間隙, 環形槽間距A的取值可在3~20mm之間,推薦取5mm,可根據管道焊口外觀實際尺寸等情況及RT人員經驗取一定值。且設公稱壁厚等于實測壁厚,得出一組試塊的人工缺陷具體數據見表2。
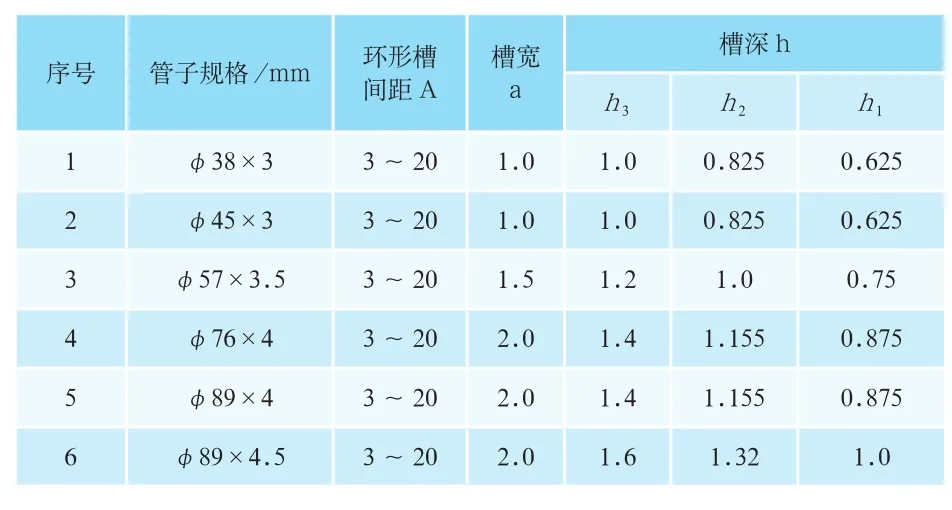
表2 通用型未焊透深度RT對比試塊人工缺陷尺寸 mm
3.2 氨管道專用型未焊透深度RT對比試塊的制作
氨管道專用型未焊透深度RT對比試塊以質檢特函〔2013〕61號函文中規定(見前文)為制作依據,制作出適用于在用氨制冷壓力管道低溫側的對比試塊模型見圖4。試塊總長100mm上下均可,同樣,外壁在圖中采用人工焊接加工模擬2mm的余高,當然也可由厚壁管直接加工而成。每塊氨管道專用型未焊透深度RT對比試塊內有一條環形槽人工缺陷,同樣設公稱壁厚等于實測壁厚,得出一組試塊的人工缺陷尺寸見表3。余高、槽寬尺寸取法同上文。
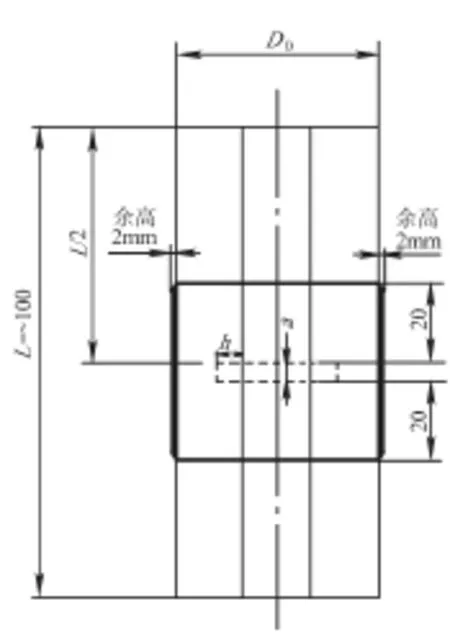
圖4 適用于在用氨制冷壓力管道低溫側的對比試塊模型
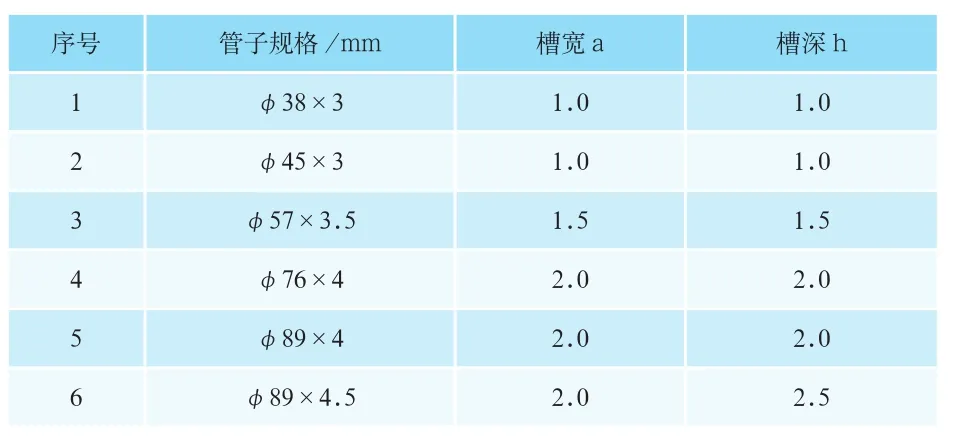
表3 氨管道專用型未焊透深度RT對比試塊人工缺陷尺寸 mm
4 實際應用
4.1工作圖片
實際工作對比試塊與底片的放置可參如圖5所示。

圖5 對比試塊與底片的放置照片
4.2 典型底片
典型底片參如圖6所示,左為實際焊口,右為通用型未焊透深度RT對比試塊。可判定缺陷焊口的未焊透深度范圍相當于對比試塊的人工槽h2~h3深度之間。

圖6 典型底片
5 結束語
1)本文推薦的在用壓力管道小徑管焊口未焊透缺陷深度射線檢測的特殊工藝,在目前國家質檢總局特種設備專項治理的大環境下有很強的適用性、能解決JB/T 4730.2-2005未能覆蓋的實際問題,判定缺陷焊口的未焊透深度范圍實用、有效,所以希望該工藝能得到有關部門的認可。
2)為保障未焊透深度RT檢測工作的順利進行,推廣試塊的應用,可對試塊及人工缺陷的一些具體尺寸取值作簡化修正處理。且試塊人工缺陷應有權威部門的計量檢定。如果條件允許,試塊做得越多越好,可根據在用管道壁厚、余高等數據的實測值全部做針對性的專用對比試塊。
3)根據檢測對象的實際尺寸(如實測壁厚與試塊的壁厚差、余高的實際尺寸與試塊的偏差),檢測人員在進行未焊透深度斷定時,要進行適當的修正性判斷。
4)對外徑超出小徑管范疇的,雖然在一定外徑范圍內仍可采用本文的工藝,但在試塊加工、布片操作、結果判定等方面難度會大大增加,所以不推薦。
5)黑度對比法估計未焊透、根部內凹缺陷深度本身就有很大的不確定性,所以希望將來能有更科學的方法、技術(如數字化技術等)來解決這個問題。
1 在用工業管道定期檢驗規程(試行)[S].
2 JB/T 4730.2-2005 承壓設備無損檢測2部分:射線檢測[S].
3 韓立柱,等.膠片放置方式對小徑管環焊縫橢圓成像及缺陷檢出率的影響[J].中國特種設備安全,2012,28(11):26~28.
Special technology for Ray Detection about Incomplete Penetration Depth of the Small Diameter Pipe Welds
Li Longjun Guo Liqun Hong Junhua (Taizhou Special Equipment Supervision and Inspection Center Taizhou 318000)
This paper introduces a kind of special technology which is not covered in JB/T 4730.2-2005 standard. The technology is suitable for ray detection about incomplete penetration depth of the small diameter pipe welds in service pressure pipe, and the matching spe cifi c RT reference block is designed.
Small diameter pipe Incomplete penetration depth Ray detection Special technology
X924.3
B
1673-257X(2014)10-38-04
10.3969/j.issn.1673-257X.2014.10.010
李隆駿(1971~),男,高級工程師,從事承壓類特種設備的檢驗、無損檢測及科研工作.
2014-03-21)
Reference block
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
海峽科技與產業(2016年3期)2016-05-17 04:32:12
