直縫焊管短成型工藝
2014-03-09 03:13:52蔣道頂
焊管 2014年1期
陳 斌,蔣道頂
(1.寶山鋼鐵股份有限公司,上海 210009;2.佛山重本異型鋼管有限公司,廣東 佛山 528234)
隨著生產工藝和裝備的不斷提升,高頻焊接鋼管質量日趨提高,其材質可選擇范圍大,并具有拉伸變形等深加工的優勢,因此,廣泛應用在鍋爐、電站等領域,并逐漸替代無縫管。在直縫焊管生產工藝中,成型方法對焊管質量有很大的影響。近年來新的成型技術和軋輥孔型設計方法不斷發展。但隨著機組設備投入的增大,軋輥模具費用也相應增大,因此,必須在孔型設計上不斷地尋求高效節約的設計方式。本研究以生產φ102mm×4mm直縫焊管和100mm×80mm×4mm矩形管的焊管軋輥孔型設計為例,介紹該短成型工藝的設計方法。
1 鋼帶寬度計算
鋼帶寬度計算方法與常用壁厚的圓管鋼帶寬度計算方法基本相同。以成品管徑101.6 mm,板厚為4 mm的鋼帶為例進行計算,即
B用=π×D擠壓+K-2t=3.14×102.5+1.6-2×4=315.45 mm, 取值(316±0.1)mm;
D0=101.6 mm, △D=D0+0.3×3=102.5 mm;RF=51.35 mm。
B設=LF=2πRF=2π(D擠壓+C)=2π(102.5+0.25)/2=322.64 mm,取C=0.25 mm;
其中,B用為實際用材料寬度;B設為設計用材料寬度;RF為設計擠壓輥半徑;LF為設計用變形弧長;D擠壓為成品管直徑+定徑量;D0為成品管直徑;t為壁厚;K為焊接余量。焊接余量和板厚的關系見表1。
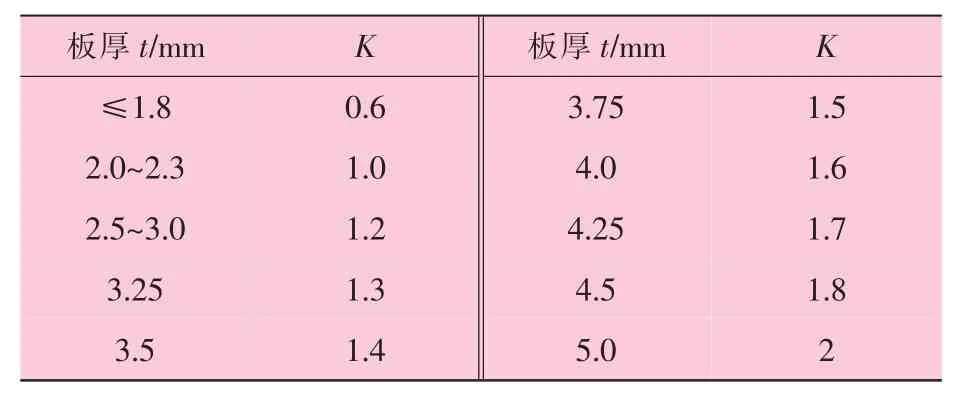
表1 焊接余量和板厚的關系
2 變形道次的選擇
一般焊管成型過程大致分以下幾個階段:粗成型段—中間成型(組合輥)—精成型段—擠壓焊接段—定徑段—矯直段。以雙半徑孔型設計為例,粗成型段的主要目標是彎曲邊部,彎曲半徑接近成品管半徑,精成型段是將經過中間成型的雙半徑截面進一步閉合,使最終截面成為圓形。
現在一般采用W成型的焊管機組都采用的是粗成型3平2立,中間段(組合輥)3架立輥,精成型部分為3平2立,到焊接部分,定徑部分應是5平5立。
而短成型的機組布置成型部分是5平4立,定徑部分是3平3立,具體成型的機架排列如下:平、立、平、立、立、平、立、平、平(擠壓對焊成閉口)。這樣的成型方式和正常相比,成型段的長度要縮短近1/3,平面布置如圖1所示。
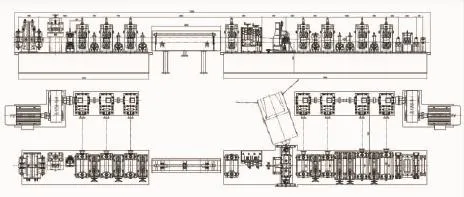
圖1 短成型機組平面布置圖
3 各架軋輥孔型圖的設計
第1道平輥采用傳統的邊緣變形,兩邊緣彎曲的鋼帶寬度約占鋼帶總寬度的1/4,其彎曲角R1=210×51.35/24=449.3 mm, R3=56 mm, 變形角度420°。上下輥都可以采用輥片,中間用隔套的方式組合,這樣可以擴大調整范圍,而且這樣還可以大大的節省模具費用。
第1道立輥是在保持第一道邊緣彎曲變形的基礎上對中間部分進行變形,變形角度為740°,變形后半徑為182 mm。
第2道平輥變形是在基本保持第一道邊緣彎曲半徑不變的基礎上,主要彎曲中間部分,彎曲角度為102°,彎曲半徑為119.2 mm。也可以采用輥片和隔套的方式構成孔型來變形。各架次軋輥成型半徑的計算見公式(1)。

其中:Ri為參與變形的第i個圓弧成型半徑;ai為參與變形的第i個彎曲角度;Li為參與變形的第i個圓弧的長度。
各變形道次的設計參數見表2。
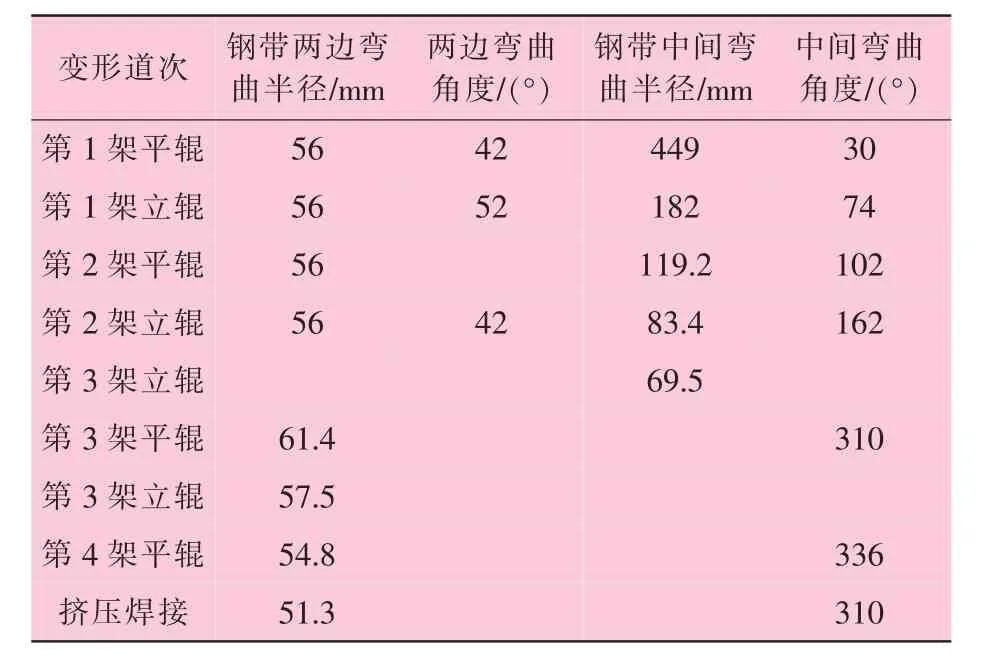
表2 各變形道次設計參數
根據表2中的數據繪制出變形過程的變形花,如圖2所示。通過調整Li和ai的大小來調整變形圖,使其變形均勻。在軋輥的配置上,前面幾架多采用輥片和隔套組合的方式進行,這樣最大限度地提高了軋輥的共用性。在一定的規格范圍內,優化邊部彎曲半徑,使一件軋輥通過調整隔套能滿足不同規格和壁厚成品管的成型要求;優化帶鋼的中部變形,減小對帶鋼中部的約束,使中間成型段自然成型,降低軋制摩擦,提高成品管表面質量。加強立輥的成型作用,對設備的強度要求相對要高。
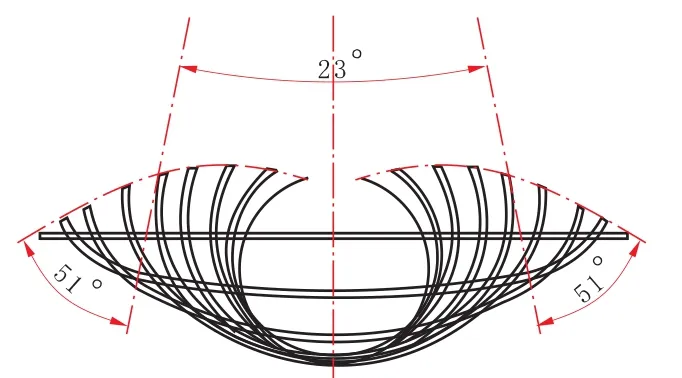
圖2 變形花
4 繪制變形圖
計算好每道次截面的中心位置,按上山成型法配置軋制底線,繪制變形圖,如圖3所示。
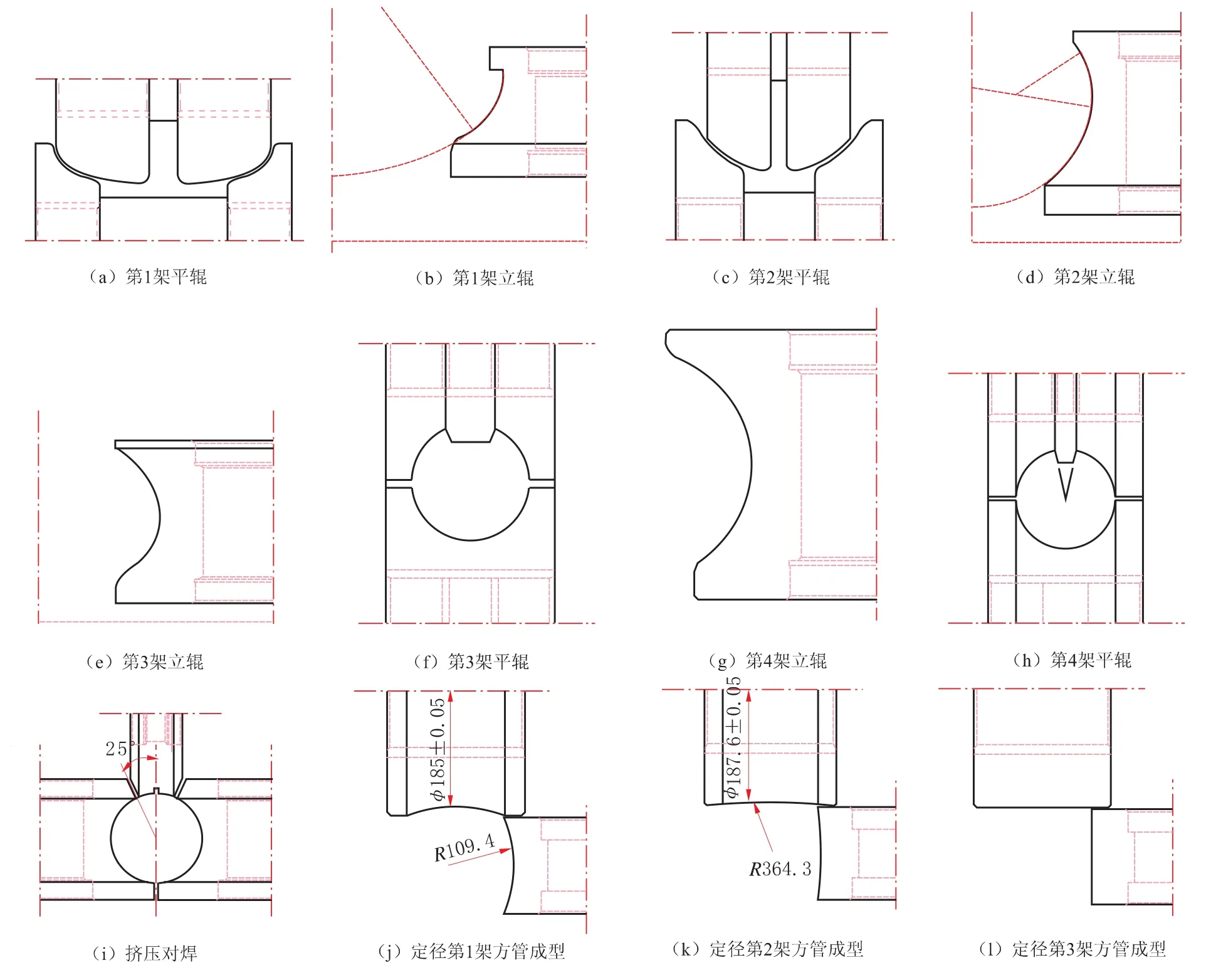
圖3 各架次變形示意圖
5 結 語
按照常規雙半徑(W成型)設計,一套φ102mm軋輥的重量,節約模具為40%,而且所占用的空間也縮短很多,調試更加快捷,采用短成型法軋制的成品管表面沒有明顯擦痕,成品管的尺寸及橢圓度都達到直縫焊管的國標要求。而且在大連增益重工機械廠調試都獲得成功,幾臺機組都遠銷到俄羅斯。綜上所述,短成型法有以下幾個特點:
(1)有利于鋼帶的自然成型,減少摩擦,降低軋制功耗;
(2)大大降低了軋輥的消耗,節約軋輥達到40%左右;
(3)降低了設備的投入成本,節省場地。安裝快捷,調整方便。
[1]小奈弘,劉繼英.冷彎成型技術[M].北京:化學工業出版社,2008.
[2]王先進.冷彎型鋼生產及應用[M].北京:冶金工業出版社,1994.
[3]吳鳳梧.國外高頻直縫焊管生產[M].北京:冶金工業出版社,1981.
[4]哈姆斯.冷彎成型技術手冊[M].北京:化學工業出版社,2009.
[5]徐福昌.鋼管生產工藝和理論[D].北京:北京科技大學,1995.
[6]崔高健,呂相艷,遲正洪.冷彎型鋼成型技術發展現狀[J].機械制造,2005(10):39-42.
[7]劉志檢.ERW 直縫焊管成型裝置的發展[J].鋼管,2007(01):1-8.
[8]馮釗堂,李鵬.JCO成型過程中鋼板的變形規律研究[J].鋼管,2013(01):17-20.
[9]周淑軍,駱傳教,吳秀宇,齊國政.FFX成型技術的先進性分析[J].鋼管,2010(01):53-55.
[10]蘭興昌,張海軍,于百勤,等.大口徑直縫埋弧焊管成型技術的進步[J].鋼管,2006(01):26-31.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
