組合機床液壓系統(tǒng)性能分析及改造
2014-03-09 02:07:00李現(xiàn)友
機床與液壓 2014年8期
李現(xiàn)友
(1.包頭職業(yè)技術(shù)學(xué)院,內(nèi)蒙古包頭 014030;2.北京科技大學(xué),北京 100083)
組合機床液壓系統(tǒng)性能分析及改造
李現(xiàn)友1,2
(1.包頭職業(yè)技術(shù)學(xué)院,內(nèi)蒙古包頭 014030;2.北京科技大學(xué),北京 100083)
簡要介紹組合機床功能,針對機床在應(yīng)用中出現(xiàn)的問題,分析其原因,提出了液壓系統(tǒng)改造的方案。改造后的液壓系統(tǒng)在實際使用中達到了很好的效果,為專機相關(guān)類設(shè)計提供了參考。
組合機床;變夾緊力;液壓系統(tǒng)改造
組合機床是以大量的通用部件為基礎(chǔ),配以少量的專用部件所組成的專用機床,以實現(xiàn)對一種或幾種零件按預(yù)先確定的工序進行高效加工的專用設(shè)備[1],在各行各業(yè)的裝備制造中極為常用。結(jié)合某組合機床應(yīng)用中出現(xiàn)的問題,對現(xiàn)有機床的液壓系統(tǒng)進行了改進[2]。
1 機床的功能介紹
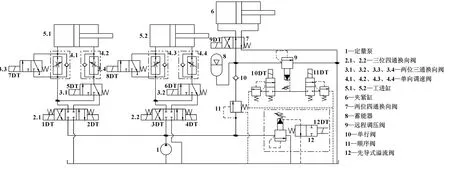
圖1 組合機床液壓系統(tǒng)圖
該機床為車削專用床,主要能完成車削和鏜削的功能,如果把動力頭和卡具進行更換還能完成鉆孔和部分的銑削功能。其液壓系統(tǒng)如圖1所示,送進缸5.1和5.2分別完成沿X軸和Y軸的直線運動,并要求有快進、一工進、二工進的3級調(diào)速功能。夾緊缸6為與旋轉(zhuǎn)動力箱配合使用的專用六爪液壓夾具。此機床加工對象為工程用車專用的焊接式薄壁部件,經(jīng)過長期的摸索發(fā)現(xiàn):在加工過程中如果使用統(tǒng)一的夾緊力,會由于后期鏜削孔后的零件壁變薄使受夾部位變形,達不到圓度的要求。所以系統(tǒng)采用3級夾緊力的設(shè)計。
2 機床主要運動及實現(xiàn)方式
機床在設(shè)計時X、Y向的主運動都考慮了三級調(diào)速。但是在實際應(yīng)用中要根據(jù)實際加工零件的特點,調(diào)整X、Y向的運動速度和先后順序,并且根據(jù)行程傳感器的設(shè)置使主運動可以實現(xiàn)多次的徑向進給。為了加快工作效率,只要改變PLC運行程序也可以方便地控制兩個方向同時動作。系統(tǒng)的快速運動采用差動連接的方式[3]。工進采用回油節(jié)流調(diào)速系統(tǒng),產(chǎn)生的被壓使運動更加平穩(wěn)。夾具的夾緊采用蓄能器和多級遠程控制先導(dǎo)式溢流閥組成的調(diào)壓系統(tǒng),主泵源系統(tǒng)會在每個循環(huán)之后給蓄能器沖液,達到夾緊所需的最高壓力,沖液的過程依靠PLC進行時間控制,沒有采用壓力傳感的形式。在系統(tǒng)設(shè)計中使用了順序閥,其主要的功用是當工件處于夾緊狀態(tài),而此時主運動需要的工作壓力低于夾具所需的夾緊力時,防止蓄能器液壓油回流到主運動缸,而造成夾緊力下降。
3 運行中存在的問題
(1)原來的機床采用的是由先導(dǎo)式溢流閥9組成的遠程三級調(diào)壓系統(tǒng),基本能滿足生產(chǎn)的要求[4]。但是隨著新產(chǎn)品的引入,產(chǎn)品在加工過程中對三級夾緊力值的要求發(fā)生了變化,導(dǎo)致在每一種新產(chǎn)品的加工之前,都要重新對三級壓力進行調(diào)整,這種調(diào)整不僅浪費了大量的工時,而且由于設(shè)備操作者調(diào)試的精度各不相同,導(dǎo)致各組夾緊力略有不同,從而導(dǎo)致產(chǎn)品的合格率明顯下降。

圖2 改進后的液壓系統(tǒng)圖
(2)設(shè)備的主運動主要由X軸和Y軸的直線運動組成,且多數(shù)情況為沿一個方向運動到位靜止后,再沿另一方向進行進給運動。通過測量加工后零件發(fā)現(xiàn):被加工孔的圓柱度達不到要求,呈現(xiàn)喇叭口狀。
(3)設(shè)備在長時間使用后,發(fā)現(xiàn)有油溫過高的現(xiàn)象。
4 問題的分析及解決方案
針對上述產(chǎn)品出現(xiàn)的問題和液壓系統(tǒng)出現(xiàn)的現(xiàn)象,結(jié)合液壓系統(tǒng)設(shè)計及現(xiàn)場生產(chǎn)情況,分析主要原因如下,并將液壓系統(tǒng)做了相應(yīng)的改進,改進后的液壓系統(tǒng)如圖2所示。
(1)針對多變化的三級壓力調(diào)整,去除了原來的遠程控制三級先導(dǎo)式溢流閥,而采用比例減壓閥代替[5]。對于多級壓力調(diào)整,比例溢流閥也可以達到這種效果。針對此機床如果采用比例溢流閥,每次由最高壓變成最低壓時會有大量的油液從蓄能器經(jīng)溢流閥溢流,造成能量損失,并且連續(xù)的沖液也會加大蓄能器的疲勞。
(2)被加工件圓柱度不達標的原因主要是由于主運動定位不精確造成。雖然液壓系統(tǒng)設(shè)計中使用了三位四通換向閥2.1、2.2的“O”型自密封的中位機能,但是這種滑閥式的密封效果不好,會存在泄漏現(xiàn)象,當一個方向的運動靜止、另一方向做進給運動時,避免不了由于切削分力的作用和振動等原因使靜止方向液壓缸受力,受力導(dǎo)致的泄漏使缸定位不精確,這是產(chǎn)品圓柱度不合格的主要原因。系統(tǒng)改造中加入雙向液壓鎖,保證某方向滑臺處于靜止時不會因為泄漏而發(fā)生偏移。相應(yīng)的三位四通換向閥選擇為“Y”型機能。
(3)系統(tǒng)采用了定量泵的形式。雖然組合機床的壓力不高,流量也不是很大,但是在真正使用中,由于快進和工進的速度相差太大,導(dǎo)致系統(tǒng)在工進中出現(xiàn)流量大量溢流、少量工作的現(xiàn)象,如果機床長期處于工作狀態(tài)會由于溢流造成大量的能量損失。采用雙泵供油,一個為高壓、小流量限壓式變量葉片泵,另一個為大流量、低壓齒輪泵,工進時,對大流量泵卸荷,只有高壓小流量泵工作,實現(xiàn)節(jié)能。
5 結(jié)束語
改進后的液壓系統(tǒng)圖,在造價方面由于采用比例減壓閥、引入新泵源、加入液壓雙向鎖的原因有所提高,但是只要將系統(tǒng)的PLC程序根據(jù)不同加工件設(shè)定好,就可以不用進行繁瑣的壓力調(diào)整,很好地適應(yīng)了產(chǎn)品的頻繁更換,并且系統(tǒng)能夠很好地保證加工精度和達到節(jié)能的目的。
【1】狄景微.一種組合機床液壓系統(tǒng)設(shè)計[J].液壓氣動與密封,2012(8):26-28.
【2】鄧加尊,何國金.組合機床液壓與電氣系統(tǒng)的整體優(yōu)化設(shè)計[J].裝備制造技術(shù),2005(4):24-27.
【3】左建民.液壓與氣壓傳動[M].北京:機械工業(yè)出版社,2010:121-123.
【4】周進民.一臺組合機床雙夾緊力液壓系統(tǒng)的設(shè)計[J].內(nèi)燃機,2002(4):36-38.
【5】成大先.機械設(shè)計手冊[M].5版.北京:化學(xué)工業(yè)出版社,2008:22-182.
TH137
B
1001-3881(2014)8-163-2
10.3969/j.issn.1001-3881.2014.08.053
2013-04-07
李現(xiàn)友 (1981—),男,博士研究生,主要從事液壓技術(shù)教學(xué)科研工作。E-mail:530209071@qq.com。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
