
基于機器視覺的飲料瓶標簽檢測設備
2014-03-11 07:03:38張樹君辛瑩瑩陳大千
食品研究與開發 2014年3期
張樹君,辛瑩瑩,陳大千
(1.山東明佳包裝檢測科技有限公司,山東泰安271000;2.泰安航天特種車有限公司,山東泰安271000)
基于機器視覺的飲料瓶標簽檢測設備
張樹君1,辛瑩瑩2,陳大千1
(1.山東明佳包裝檢測科技有限公司,山東泰安271000;2.泰安航天特種車有限公司,山東泰安271000)
在包裝檢測行業,產品的質量引起了廣大消費者的關注。如何實現飲料瓶高效的全標簽檢測是飲料行業面臨的重要問題。基于上述問題,研發了對飲料瓶標簽進行檢測的專用設備,其控制系統采用的是TM258LD42DT,主要特點是能夠精細的檢測缺陷(如飲料瓶上標簽的高低、標簽的破損、標簽的折皺等現象),而且設備的檢測效率高(其檢測精度可達到4mm×4mm)。它是集機器視覺的標簽檢測、歷史數據顯示、異常情況報警和不合格瓶子的剔除等功能為一體,運用在高速自動化生產線上,代替了人工檢測,提高了檢測的效率和檢測的質量,為開發性能更優越的機型提供基礎。
機器視覺;標簽檢測;漫反射;剔除器
機器視覺檢測是模擬人工檢測方法及判斷邏輯,具有更高的檢測精度和更好的一致性的自動化檢測方法。近幾年,隨著食品飲料包裝檢測行業的迅速發展,尤其是自動化生產線的普遍使用,部分環節采用人工檢測,已經不能滿足自動化生產線的要求。本公司針對人們對食品飲料瓶進行灌裝前質量檢測的重視和國外貼標機等先進自動化設備的引進,人工達不到生產線檢測要求的情況,根據廠家具體的要求,研發了基于TM258LD42DT的智能標簽檢測機器視覺系統設備。其中采用的是TM258LD42DT控制系統,激光光電作為數據的采集源,硬件比較簡單,使用成本低。在同一條生產線上裝有本公司自主研發的柔性多段剔除器[1],可以檢測標簽的缺失、標簽折角、標簽高度不協調、無標簽等不合格產品,并能進行準確剔除,填補了國內在全標簽檢測設備行業的空白。本產品還可以和多種檢測裝置配套,運用在酒、飲料等產業的高速自動化生產線上,適應于中小企業的使用。
1 系統的工作原理
機器視覺技術,是電子學、信號處理、系統控制、軟件工程、現代光學等多學科的交叉與融合。本系統是基于機器視覺技術,集控制單元、檢測單元、剔除單元、顯示單元以及輔助單元為一體的高自動化檢測設備。其具體檢測過程如下圖1所示。
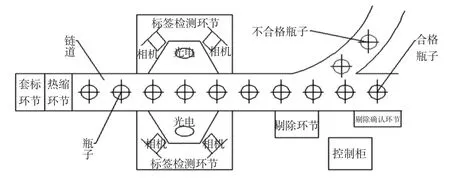
圖1 檢測過程圖Fig.1 Detection processdiagrm
此系統最終完成的是飲料瓶標簽的全標檢測,其整個檢測工作原理如下所述:
灌裝滿的飲料瓶首先進行套標—熱縮—然后進行此機器視覺的標簽檢測環節[2]。
1)經熱縮工藝后的飲料瓶通過鏈道進行傳輸,首先觸發定位檢測光電,光電通過高低電平的轉換來捕捉下降沿來確認瓶子的具體位置,把相應的信息存在相應的存儲單元上,然后通過編碼器輸出脈沖進行表示。
2)收到具體位置信號后,4個相機同時進行拍照,每個相機的拍照范圍為90°,應用本公司自主研發的嵌入式圖像處理軟件對4幅圖片進行自動排列、調整,與先前設定好的完整圖片進行對比,確認標簽的好壞(其中光源采用的是漫反射原理)。
3)當到達剔除器位置的時候,通過提取的瓶子好壞的信息,對瓶子做出相應處理,把標簽有問題的瓶子進行剔除,將其剔到回收鏈道上。
4)剔除確認是對經過剔除器的好瓶進行一次核查,若發現有貼標不合格而未被剔除的瓶子,則進行報警。
整個過程中完成全標簽檢測和剔除的機械結構的三維圖分別如下圖2、圖3所示。
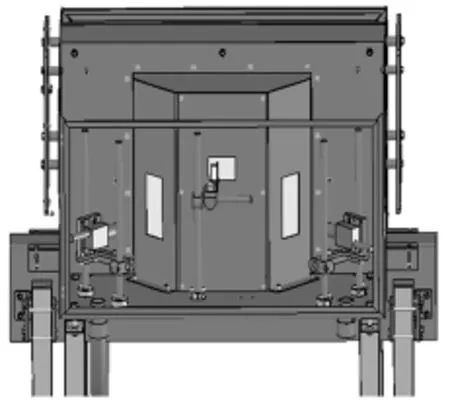
圖2 標簽檢測結構Fig.2 Label detection structure
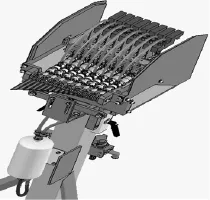
圖3 剔除器結構Fig.3 Excluding structure
為了滿足各種不同瓶型的檢測,其標簽檢測的機械支撐結構的高度可以進行上下調整,以適應所檢測瓶子高度的不同。
2 系統的硬件選型
系統的硬件包括操作面板、定位光電、相機、工控機、編碼器、柔性剔除器等。其系統硬件組成如下圖4所示。
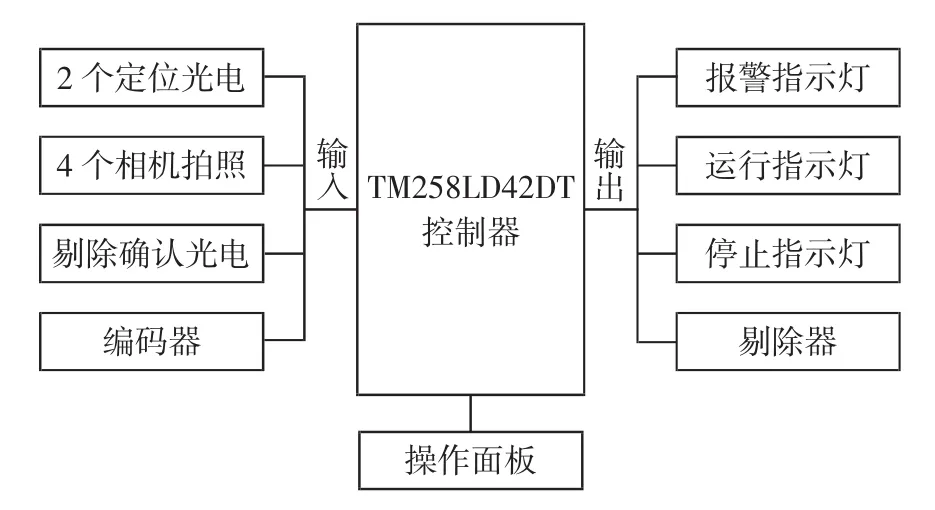
圖4 系統硬件組成Fig.4 System hardware components
1)操作面板:采用濟南匯控的“HK-150GV-R”工業液晶顯示屏,通過此操作面板可以比較方便的查看數據顯示和修改參數以及報警確認等[3]。
2)檢測定位光電:采用的是邦納的QS18VP6LLP型號,是一種直接反射式傳感器,對瓶子進行精確定位。
3)相機:采用的是DALSA的M640相機,采用4個相機,分別對瓶子的90°范圍進行拍照。
4)工控機:采用的型號是“TANK-101B”一臺和“NUVO-1005b”兩臺。此工控機結構比較緊湊、具有良好的擴展性、價格比較便宜,指令功能比較多,適用于小規模的控制。
5)剔除器:采用的是本公司自主研發的柔性剔除器,可以克服一般的直接式剔除方式,避免將瓶子剔倒的弊端。
3 關鍵技術
3.1 軟件設計
軟件主要是系統控制軟件,包括清零數據和設置計數器方式的初始化子程序;對瓶子進行全標檢測的子程序;對不合格瓶子進行剔除的子程序和剔除確認子程序;報警子程序等[4]。
3.2 機器視覺
1)定位光電的位置,定位光電必須通過反復調整—包括上下高度和旋轉角度,來確定光電的最佳觸發位置。保證相機準時、清晰的拍照。
2)因為根據客戶要求需要進行全標簽檢測,所以使用一般的檢測光電,無法完成。此標簽檢測結構采用四個M640相機,當定位光電觸發完成后,四個相機對所負責的90°范圍內同時進行拍照,將四幅圖片拼成一張,應用本公司自主開發的嵌入式軟件,按照事先預定好的位置,對圖片進行排列,與完整標簽進行對比,從而完成整個檢測過程。相機的調整方向和旋轉角度對形成的圖像精度有很大影響[5]。
3)在光源的選定上,采用的是漫反射原理,其中的漫反射光即從光源發出的光進入飲料瓶內部,經過多次反射、折射、散射及吸收后返回到瓶子表面的光,其所攜帶的結構和信息更加豐富。從而使相機采取的圖像結構更可靠,提高了數據的穩定性和重復性。
4)剔除器采用的是公司研發的柔性多段剔除器,對不合格的瓶子進行柔性剔除即引導式剔除,避免了常見的倒瓶現象。
基于機器視覺的檢測系統,由于具備著高品質的成像系統、成熟的圖像處理和分析算法、機械結構的自動調節、方便的參數設定和修改、穩定的配套設施,使其高精度、高質量的完成全標簽檢測。下圖5和圖6為此設備的電氣控制系統圖和現場運行圖。
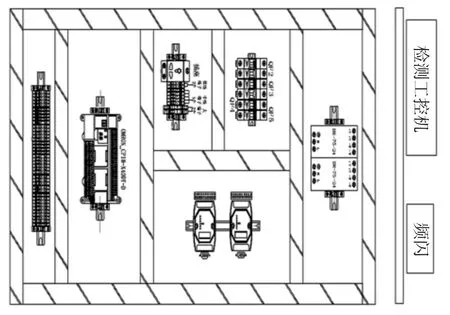
圖5 電氣控制系統圖Fig.5 Electrical control system diagram
3.3 檢測率分析
通過現場的運行和調試,對檢測的精度做了統計,如下表1所示。

圖6 現場運行圖Fig.6 Site diamgram
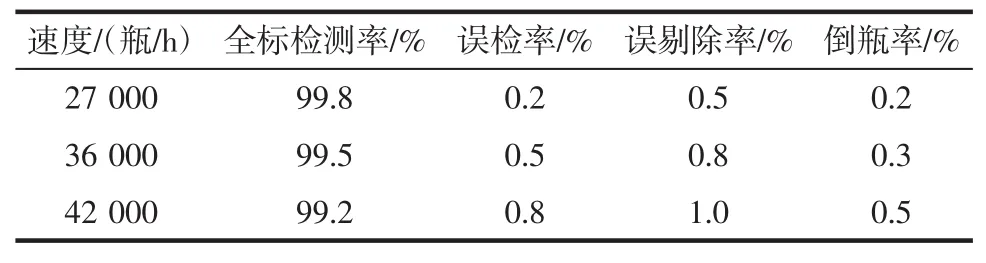
表1 運行檢測數據Table1 Run the test data
其中檢測6萬個瓶子,其中全標有缺失的瓶300個。通過上表顯示,本系統檢測速度對檢測準確性的影響很大。因為在檢測過程中,如果檢測速度過快,會出現漏檢的情況,而影響檢測率。其顯示的檢測的準確率99.5%能夠保證廠家要求的速度36 000瓶/h。其中誤剔除率限制在0.8%以下[6]。
4 結論
本公司研發的基于機器視覺的標簽檢測設備,其硬件簡單,功能齊全,在滿足自動化生產線高速運行的前提下,還能精確的進行全標簽檢測,其檢測速度達到36 000瓶/h,其中配備的柔性剔除器運行可靠、穩定性能好、倒瓶率低。經過現場的試運行和調試,該系統的應用不僅能提高效率,還能增加效益,對飲料標簽檢測行業的自動化進程產生了深遠的影響;為開發性能更優越的機型,提供理論參考。
[1]劉書姣.基于S7-200的扁平酒瓶標簽檢測控制系統[J].PLC與工業計算機,2011,3(6):3-5
[2]李金熱.剔除式飲料啤酒分瓶器設計及電氣控制[J].制造業自動化,2011,11(25):2
[3]黃振軍.Tobacco Sorter III型雜物剔除器的應用[J].Sensor Word, 2002,12(5):4-5
[4]范春陽,王正宵,潘曉弘.飲料灌裝輸送線數字化設計系統的研究與實現[J].輕工機械,2011,29(6):4-7
[5]劉海豐,周秀梅.啤酒及飲料包裝機械的幾種分瓶系統的比較[J].食品與包裝機械,2003(5):39-4
[6]史建華,史淑君.氣動技術在全自動灌裝機中的應用[J].包裝與食品機械,2004,22(2):38-40
The Bottle of Beverage Label Detection Device Based on Machine Vision
ZHANG Shu-jun1,XIN Ying-ying2,CHEN Da-qian1
(1.Shandong Mingjia Packaging Inspection Technology Co.,LTD.,Taian 271000,Shandong,China;2.Taian Aerospace Vehicles,Ltd.,Taian 271000,Shandong,China)
In the packaging testing industry,consumers pay attention to the quality of the products.How to realize the bottles and efficient full label detection is the important problems facing with the beverage industry.Basing on the above problem,The company developed to test the beverage bottle label of special equipment,the control system by TM258LD42DT,the main characteristic is to be able to elaborate testing(for example the tag of beverage bottle high or low,the tag such as crease,labels),and the equipment of detection have the high efficiency(its detection precision can be achieved 4mm×4mm).This machine has the following functions,for example,the machine-vision detection for tag,the historical data display,the abnormal situation alarm and taking out of the unqualified bottle.And these functions used in the high-speed automatic production line,replace the artificial detection,improve the quality of the testing efficiency and testing,provide the basis for developing the more superior performance model.
machine vision;label detection;diffuse re-flectance;removing device
10.3969/j.issn.1005-6521.2014.03.037
2012-07-26
張樹君(1972—),男(漢),兼職教授,本科,研究方向:食品包裝檢測行業。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
