聚乙烯農(nóng)用薄膜吹塑工藝冷卻定型機理的研究
2014-03-16 12:26:44史民強冷貴海金洪波
哈爾濱軸承 2014年2期
關鍵詞:效率
史民強,冷貴海,金洪波
(1.哈爾濱塑四塑膠有限責任公司,黑龍江 哈爾濱 150038;2.哈爾濱軸承集團公司 動能公司,黑龍江 哈爾濱150036)
1 前言
冷卻定型裝置是吹塑薄膜工藝裝備中很重要的組成部分,對薄膜產(chǎn)量和質量都有很大的影響。目前吹塑系統(tǒng)采用直接驅動方式,為提高擠出機的速度和產(chǎn)量,就必須克服因冷卻不充分而使產(chǎn)量受到限制的問題。因此,冷卻定型裝置的冷卻效率已成為影響產(chǎn)量的關鍵因素,包括膜泡表面和冷卻空氣之間的熱傳導。通過分析冷卻條件、聚乙烯物理性能指標與薄膜成型穩(wěn)定性之間的關系,找到了改進聚乙烯吹塑薄膜冷卻效果的方法。
2 冷卻定型裝置的分類極其作用
聚乙烯吹塑薄膜冷卻定型裝置的種類較多,但按其冷卻部位分類,大致可分為三大系統(tǒng):在膜泡外表面進行冷卻的外冷系統(tǒng)和在膜泡內表面冷卻的內冷系統(tǒng),還有對薄膜內外表面同時進行冷卻的雙冷系統(tǒng)。
按冷卻方式的不同可分為自然風冷和人工風冷兩種。雖然冷卻部位及方式不同,但作用是一致的,都要滿足以下幾點要求。
(1)保證風環(huán)口的風量均勻,使薄膜冷卻均勻,泡管穩(wěn)定,薄膜的厚薄均勻度良好,且能對薄膜厚度的不均勻性進行一定的調整,保證薄膜的透明度、外觀質量及機械性能良好。如果出風量不均勻,就會引起泡管冷卻快慢不一,使冷卻快的地方厚,冷卻慢的地方薄。
(2)要有與擠出機生產(chǎn)能力相適應的冷卻效率,使薄膜能充分冷卻,避免薄膜在牽引和卷曲過程中產(chǎn)生粘連、摩擦形變和起皺現(xiàn)象。
(3)易于調整,便于操作,盡量適應多種幅寬的薄膜生產(chǎn)。
3 冷卻機理
為很好地達到上述質量要求,有必要對塑料薄膜的冷卻機理進行研究,主要包括成型條件和薄膜物理性能的關系;在成型過程中(熔融樹脂形變)應變速度和拉伸應力之間的關系;大膜泡表面和冷卻空氣之間的熱傳導之間的關系;冷卻條件、成型穩(wěn)定性與薄膜物理性能之間的關系等。
當熔融(粘流態(tài))膜泡受對流和結晶放熱的影響與剛從風環(huán)出來的冷卻介質相接觸,在薄膜與冷卻介質的溫度差的作用下,薄膜的大量熱量通過冷卻介質被帶走,從而使薄膜得以冷卻,其溫度明顯降低的過程,即產(chǎn)生熱交換的過程(對流換熱過程)如圖1 所示,可用下面的計算式來表示。

式中:
Q——傳熱速率/kcal/h,
Δtm——傳熱平均溫度差/℃,
S——傳熱面積,冷卻介質與薄膜接觸面積(m2),
K——傳熱總系數(shù)/kcal/m2℃·h。
根據(jù)1式,傳熱效率Q與K?S?Δtm成正比。

T1——機頭出口處的物料溫度/℃,
T2——薄膜經(jīng)冷卻后的溫度/℃,
t1——離開風環(huán)出口時,冷卻介質的溫度/℃,
t2——薄膜冷卻后,冷卻介質的溫度/℃。
根據(jù)1、2 式,增強冷卻過程的傳熱速度可通過增大Δtm和降低t1與t2的溫度來實現(xiàn)。吹塑薄膜成型中有效冷卻膜泡的方法可考慮如下。
(1) 降低冷卻空氣溫度(t1,t2),
(2)增大冷卻面積(S),
(3)增加導熱總系數(shù)(K)。
首先,增大膜泡的冷卻面積(S)就是增大膜泡直徑。增大導熱系數(shù)K,外風環(huán)空冷流動風速加大,能使膜泡變形(細頸),如圖2 所示。空冷流動風速過大,會引起膜泡不穩(wěn)定,而導致薄膜的厚度不均。在這種情況下可從膜泡內部加大氣體流動進行有效冷卻,并且在膜泡外表面和內部形成壓力,抵消了彼此的沖擊力,作用力平衡后膜泡形狀如圖3 所示,就可以正常生產(chǎn)。由于在外冷系統(tǒng)的基礎上上引入了內冷系統(tǒng),使得冷卻面積增加1倍。降低冷卻空氣的溫度可提高冷卻效率。從離開口模到結晶時平均膜泡溫度T平均和冷卻空氣溫度t1的差ΔT=T平均-t1。夏季膜泡表面附近的冷卻風溫多超過40℃,加工聚乙烯時,平均膜泡溫度多為110℃~135℃。若使用冷凍裝置可以使冷卻風溫下降到15℃以下,然后再送入風環(huán)中冷卻,冷卻效率可望提高20%,這種辦法是可行,但要消耗一定的功,增加設備投資,不符合當前節(jié)能減排要求。如果把風機放到地下,利用地下溫度低于地上溫度的特點,能提高冷卻效率。
另一種方法是減小圖1 中長度L,即減小引起導熱的界面層厚度。如圖2 所示,風環(huán)吹出的空氣接觸膜泡,若空氣沿著膜泡長時間流動,則界面層增厚,意味著冷卻效果降低。因此通過增大膜泡的表面積,在能夠進行有效冷卻的位置附近,減小界面層的厚度,加大冷卻效果(減小L),進而提高口模出口附近的冷卻效率。減小L對于增大整體導熱系數(shù)和提高生產(chǎn)率是很重要的。
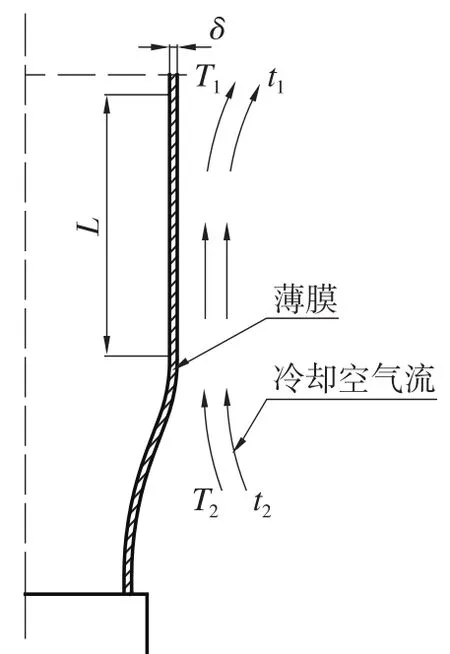
圖1 換熱過程
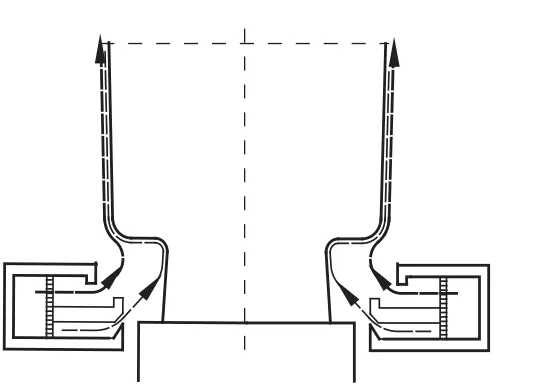
圖2 外風環(huán)空冷流動風速加大使膜泡變形(細頸)示意圖
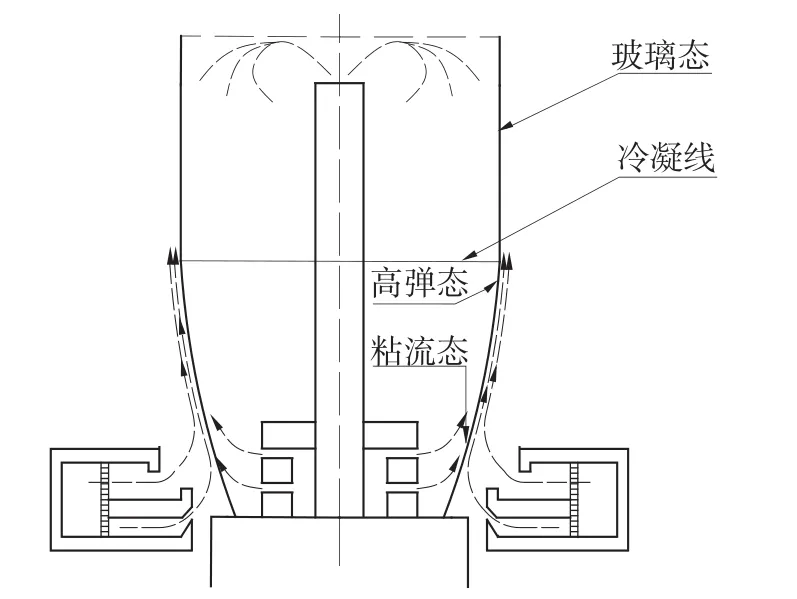
圖3 內外氣流平衡后膜泡形狀示意圖
4 各種風環(huán)結構
4.1 雙向進風冷卻風環(huán)
根據(jù)減小L理念設計的雙向逆流冷卻結構如圖4所示。與過去的風環(huán)相比較,這種上吸氣下吹氣中間有圓形護罩帶排氣孔的裝置,上風環(huán)可移動調節(jié)。逆流雙向風環(huán)在膜泡位置處導熱系數(shù)大得多,而且也不會降低口模附近的導熱系數(shù),冷卻效率可提高20-30%。此風環(huán)冷裝置在小膜和包裝膜上用還可以,但在大規(guī)格農(nóng)膜上使用外形過大,調整操作困難,不宜使用。
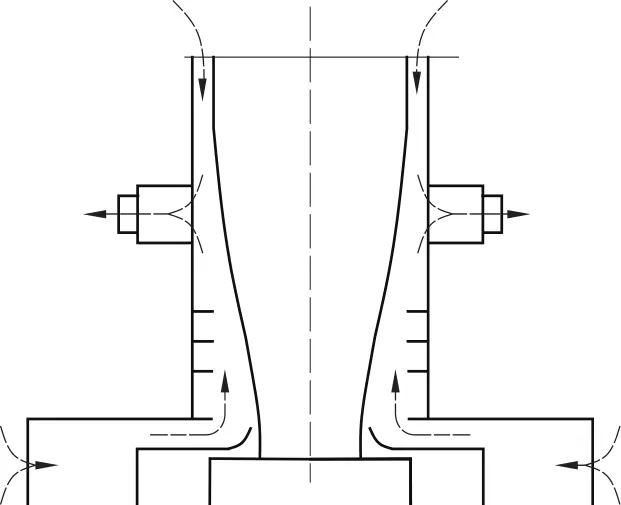
圖4 雙向逆流冷卻結構
4.2 帶有多個出風口間隙的風環(huán)
對于單風環(huán)來說,在膜泡外表面形成了一氣層,使靠近膜泡外表面的溫度越來越高,形成滯流邊界層,吹出的空氣流幾乎與膜泡縱向平行,對膜泡的冷卻效率會越來越低。如圖5 所示,用速度矢量表示膜泡附近風速曲線的數(shù)據(jù),可算出各位置上表示冷卻效果的導熱系數(shù)K,導熱系數(shù)通常用無因次數(shù)來表示。若采用了3個出風口間隙的風環(huán),自下而上,各個出風口的吹出角逐漸增大,下面出風口吹出的氣流受到上面出風口吹出的氣流沖擊,沖亂了下風口的滯留層,使冷卻氣體層產(chǎn)生湍流,強化了熱量傳播過程,同時上風口吹出的氣流對下面的氣流還起到攜帶作用(空氣密度不同),使較多的冷卻空氣不斷地高速流過膜泡表面,使冷卻效率有很大的提高。
4.3 自動風環(huán)
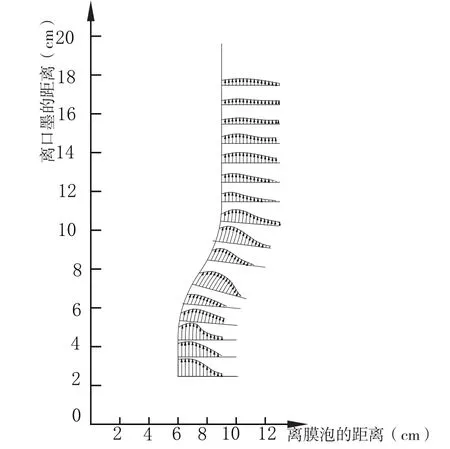
圖5 膜泡表面的距離(cm)
為了使風環(huán)更好地控制薄膜橫向厚度的均勻性,采用自動風環(huán)。自動風環(huán)也是雙風口風環(huán),它是薄膜厚度自動控制系統(tǒng)的重要組成部分。目前有兩種型式:一種是分段式加熱自動風環(huán),只能對厚點調節(jié)(提高段溫),對薄點難以調節(jié),既加熱又散熱,降低了冷卻效率和產(chǎn)量,耗能大;另一種是 分段式風控自動風環(huán),在圓周上分為若干個風道,每個風道由風室、閥門和步進電機組成,由步進電機驅動閥門調整風道開口度,控制每個風道風量的大小。控制過程中,由測厚探頭將薄膜厚薄信號送到PLC,PLC把厚薄信號與當前設定的平均厚度進行比較,根據(jù)厚度偏差量以及曲線變化的趨勢進行數(shù)據(jù)處理,控制電機驅動閥門移動,當薄膜偏厚時,風口關小;相反風口增大。通過改變風環(huán)圓周各點風量大小,調整各點的冷卻速度,使薄膜橫向厚薄偏差控制在目標范圍內,一般均勻度達到±4%~±5%。
5 熔融聚乙烯物理性能與成型條件
在吹塑成型過程中熔融樹脂的粘流形變(產(chǎn)生應變速率和拉伸應力)取決于在雙軸拉伸下的自由邊界流動狀態(tài),產(chǎn)生雙軸取向。聚乙烯薄膜物理性能及光學特性與成型溫度、吹脹比、擠出量、冷卻線高度的關系很大。
5.1 成型溫度
LLDPE成型溫度升高,使得薄膜的霧度降低,光學性能提高。
5.2 吹脹比
LLDPE幾乎不受吹脹比的影響。
5.3 擠出量
加工同樣規(guī)格的薄膜時,增加擠出量可使LLDPE薄膜沖擊強度稍有提高。
5.4 冷凝線的高度
當熔體從口模內擠出后,在冷卻和拉伸作用下,其粘度和形變隨開口模的高度而發(fā)生變化,直到膜泡降低至熔點Tm溫度以下為止。此時沿著縱向拉伸方向,熔體粘度和形變不再發(fā)生變化的部位稱為冷凝線,它標志著熔體從熔融狀態(tài)到固態(tài)的轉變。因為吹膜生產(chǎn)中最重要的過程發(fā)生在機頭和冷凝線之間,因此這段中膜泡的外形尺寸、力學和光學性質決定著冷凝后膜泡的質量,所以冷凝線以下區(qū)域是吹膜生產(chǎn)過程研究的主要地方。
在加工LLDPE過程冷凝線增高時,透明度急劇降低(霧度增大),如圖6 所示。這是因為冷凝線增高,冷卻速度慢,結晶過程中容易形成晶核,使薄膜的結晶度增加、透明性下降,因此降低冷凝線高度,可以使得薄膜透明性提高,表面質量得到改善,力學性能得以增強。

圖6 線性低密度聚乙烯的冷卻線高度和薄膜物理性能的關系
6 結束語
通過從理論及實際生產(chǎn)兩方面對聚乙烯農(nóng)用薄膜冷卻定型機理的研究,進一步明確了為提高薄膜產(chǎn)量和質量、降低材料成本和能源消耗應采取的方法及注意事項,對提高企業(yè)競爭力和經(jīng)濟效益、生產(chǎn)用戶滿意的產(chǎn)品具有參考作用。
[1] 北京化工學院,華南工學院.塑料機械設計[M].北京:輕工業(yè)出版社,1983.
[2] 占國榮,周南橋.國外多層共擠吹塑薄膜技術[J].塑料制造, 2007.
[3] 史民強.塑料擠出機多層螺旋模頭設計分析[J].哈爾濱軸承,2014,35(1):47~48.
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數(shù)理化(高中版.高考數(shù)學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經(jīng)濟(2017年6期)2017-07-12 09:27:16
中國衛(wèi)生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(yè)(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32