承壓輸水鑄鐵管道不停產開孔連頭施工研究
2014-03-23 06:20:10郭道厚
油氣田地面工程 2014年6期
關鍵詞:施工
郭道厚
大慶油田工程建設有限公司油建公司
承壓輸水鑄鐵管道不停產開孔連頭施工研究
郭道厚
大慶油田工程建設有限公司油建公司
大慶油田產能建設工程新建場站清水管道一般為碳鋼管道,與其連接的清水干線為鑄鐵管道。在不停產的清水干線鑄鐵管道外壁安裝鋼制“套袖”,采用灌注鉛水的方法對鑄鐵管道外壁和“套袖”內壁之間的空隙進行密封。在鋼制“套袖”外壁焊接帶法蘭的碳鋼支管,然后安裝閥門,利用開孔設備對鑄鐵管道進行帶壓開孔,完成不停產連頭施工。該施工方法解決了鑄鐵管道焊接性能差和不宜直接焊接連頭的難題,有效保證了施工質量。
鑄鐵管道;“套袖”法;不停產開孔連頭
大慶油田產能建設工程新建場站清水管道一般為碳鋼管道,與其連接的清水干線為鑄鐵管道。站內清水管道施工完成后,需要與清水干線連接,由于清水干線停產會對生產有較大影響,并且鑄鐵管道的焊接性能差,直接將碳鋼管道焊接在鑄鐵管道上質量難以保證,給鑄鐵管道的不停產連頭施工增加了難度。應用“套袖”法不停產開孔連頭施工方法,解決了鑄鐵管道焊接性能差、清水干線停產對生產影響大的問題,實現了鑄鐵管道不停產開孔連頭施工。
1 工藝原理
在不停產的清水干線鑄鐵管道外壁安裝鋼制“套袖”,采用灌注鉛水的方法對鑄鐵管道外壁和“套袖”內壁之間的空隙進行密封。在鋼制“套袖”外壁焊接帶法蘭的碳鋼支管,然后安裝閥門,利用開孔設備對鑄鐵管道進行帶壓開孔,完成不停產連頭施工,其工藝原理如圖1所示。
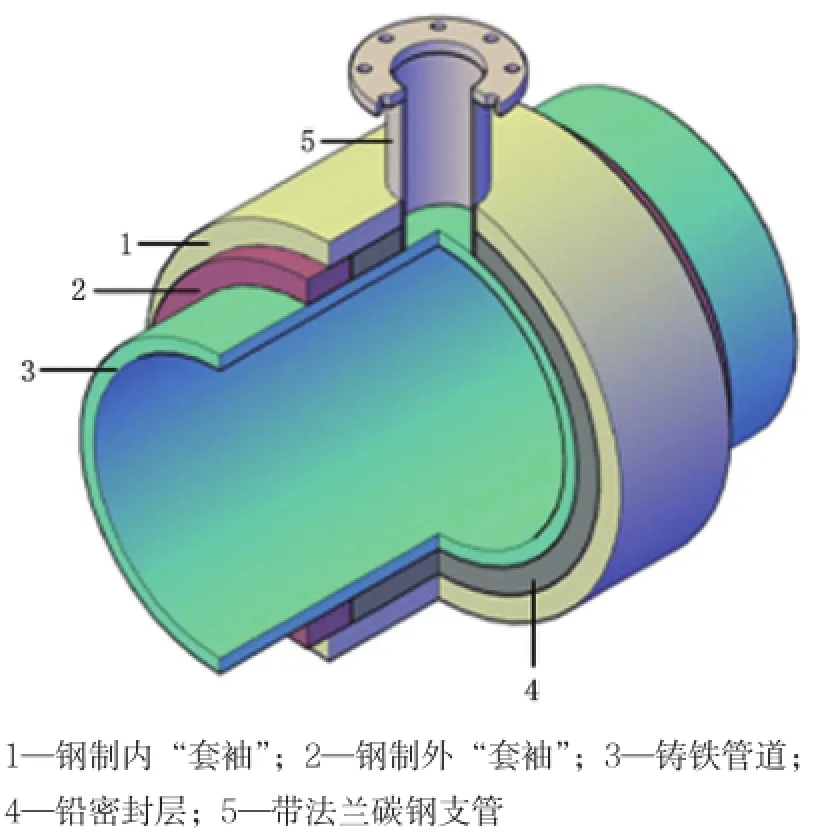
圖1 工藝原理示意圖
2 施工方法
2.1 制作鋼制“套袖”
鋼制“套袖”由3個套環組合而成,套環用10mm鋼板卷制,材質為Q235—B。2個內置套環寬度為100mm,外置套環寬度為500mm,內套環直徑比外套環直徑小20mm,套環橢圓度≤0.5mm。并在外套環上開出與連頭支管連接的馬鞍口。
2.2 安裝鋼制“套袖”
安裝前,采用磨光機打磨鑄鐵管道外壁及“套袖”外環套內壁至見金屬光澤,以確保鉛層澆注后與管道內外壁緊密結合。
(1)安裝內環套。將預制好的“套袖”套環用火焊均勻切成兩瓣。按照“套袖”尺寸用石筆畫出2個內“套環”安裝位置,內外“套環”搭接寬度為50mm,用和泥麻繩均勻密實地纏繞在劃線區域。然后將2個內套環對扣安裝,對好焊口后先點焊下部焊口,用大錘敲擊環套將密封麻繩壓嚴實,再點焊上部焊口,并用泥填充內環套兩側的縫隙。
(2)安裝外環套。將內套環外側同樣用麻繩和泥纏繞,然后將2個切開的外套環對扣安裝,將密封麻繩壓嚴實,上下焊口全部滿焊,最后用泥填充縫隙。
(3)安裝支管。將預制好的帶有法蘭的支管焊接在“套袖”外環套的馬鞍口上。支管與鑄鐵管間的縫隙用麻繩和泥封嚴,防止澆注時鉛水滲漏。
2.3 灌注鉛水
在外環套底部設置2個灌注口,外環套頂端設置2個排氣口,如圖2所示。灌注前,在“套袖”管底部進行加熱烘烤,保持灌注空間內干燥,防止鉛水遇水飛濺出來造成燙傷。將鉛水從澆注口連續均勻灌注,排氣口見到鉛水后停止灌注。整個澆注過程要保持連續,防止鉛水進入“套袖”內冷卻斷流形成斷層或缺陷。
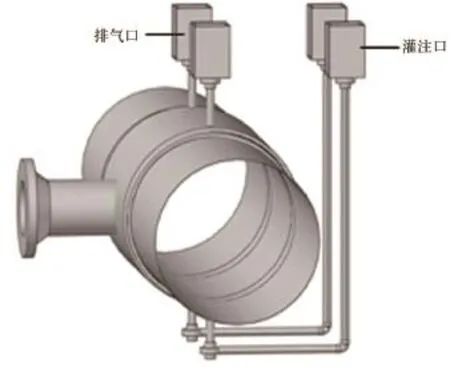
圖2 灌注口、排氣口示意圖
2.4 砸“套袖”鉛封
“套袖”灌鉛完成后,拆掉內環套。利用扁鏟塞入外環套與鑄鐵管之間的縫隙,用鐵錘敲擊扁鏟,將內部凝固的鉛層擠壓密實。分別從“套袖”的兩側沿圓周方向同步砸,防止鉛塊在“套袖”內移動,使內部鉛塊從兩側同時受擠壓,從而起到更好的密封效果。待兩組鉛封砸完兩圈后,切掉澆筑口和排氣口,并用鋼板將之焊接封堵。
2.5 水壓試驗
在支管法蘭上安裝一片盲法蘭,盲法蘭上安裝試壓絲頭及閥門。采用手動柱塞泵向“套袖”內注水,邊注水邊檢查“套袖”四周是否滲漏。當表壓升至2.0MPa時,停止注水,穩壓30min后,若無滲漏,即鉛封成功。
2.6 帶壓開孔
支管上安裝平板閘閥,將開孔設備安裝在平板閘閥上,進行帶壓開孔。帶壓開孔完成后,將清水管道安裝平板閘閥上,完成清水管線連頭。
3 結語
鑄鐵管道“套袖”法不停產開孔連頭施工方法,解決了鑄鐵管道焊接性能差和不宜直接焊接連頭的難題,有效保證了施工質量,并且避免了清水干線停產造成的經濟損失。
(欄目主持楊軍)
10.3969/j.issn.1006-6896.2014.6.009
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48