基于Solid Works仿真模擬基礎(chǔ)上的深孔鉆頭結(jié)構(gòu)設(shè)計(jì)研究(上)①
2014-03-24 07:02:06潘曉毅謝德龍林峰羅文來王帥
超硬材料工程 2014年6期
關(guān)鍵詞:結(jié)構(gòu)設(shè)計(jì)設(shè)計(jì)
潘曉毅,謝德龍,林峰,羅文來,王帥
(1.廣西超硬材料重點(diǎn)實(shí)驗(yàn)室,廣西桂林541004;2.國(guó)家特種礦物材料工程技術(shù)研究中心,廣西桂林541004; 3.中國(guó)有色桂林礦產(chǎn)地質(zhì)研究院有限公司,廣西桂林541004;4.桂林理工大學(xué)材料科學(xué)與工程學(xué)院,廣西桂林541004)
基于Solid Works仿真模擬基礎(chǔ)上的深孔鉆頭結(jié)構(gòu)設(shè)計(jì)研究(上)①
潘曉毅1,2,3,謝德龍1,2,3,林峰1,2,3,羅文來1,3,王帥4
(1.廣西超硬材料重點(diǎn)實(shí)驗(yàn)室,廣西桂林541004;2.國(guó)家特種礦物材料工程技術(shù)研究中心,廣西桂林541004; 3.中國(guó)有色桂林礦產(chǎn)地質(zhì)研究院有限公司,廣西桂林541004;4.桂林理工大學(xué)材料科學(xué)與工程學(xué)院,廣西桂林541004)
根據(jù)激光焊接工藝的獨(dú)特性,利用SolidWorks對(duì)深孔鉆頭鉆齒結(jié)構(gòu)進(jìn)行初始建模,并根據(jù)Solid-Works自帶的nSimulation Xpress仿真模塊加載失效模擬的應(yīng)力分布情況分析結(jié)果進(jìn)行結(jié)構(gòu)設(shè)計(jì)優(yōu)化,令其能在既定工況負(fù)載下保證不發(fā)生斷齒失效的同時(shí)最大化的提升所設(shè)計(jì)深孔鉆頭的理論使用壽命。通過加載實(shí)驗(yàn)及力學(xué)推算完成了模擬優(yōu)化結(jié)果的驗(yàn)證,證明了計(jì)算機(jī)模擬優(yōu)化輔助設(shè)計(jì)在鉆頭設(shè)計(jì)中的可行性。進(jìn)一步通過Solid Works的nSimulation Xpress仿真模塊完成對(duì)鉆頭的胎體結(jié)構(gòu)優(yōu)化設(shè)計(jì)。
金剛石鉆頭;激光焊接;力學(xué)性能;SolidWorks;結(jié)構(gòu)設(shè)計(jì);鉆頭胎體
0 前言
對(duì)于深孔鉆頭而言,盡可能地提高使用壽命、減少起下鉆次數(shù)是重要的研究方向,通過提升鉆頭胎體可用工作長(zhǎng)度來增加鉆頭使用壽命是目前最有效的方法。但是由于胎體-鋼體間結(jié)合強(qiáng)度、胎體燒結(jié)致密度、胎體強(qiáng)度等方面的限制,傳統(tǒng)工藝下的胎體工作高度提升范圍有限[1]。借助激光焊接,配合以胎體工藝調(diào)整(如配方改良、鉆齒雙向壓制、低溫?zé)Y(jié)等),能有效提升工作胎體層高度、提升胎體燒結(jié)致密度、提升胎體-基體結(jié)合強(qiáng)度、降低燒結(jié)對(duì)金剛石的質(zhì)量影響,是解決限制鉆頭胎體可用長(zhǎng)度問題的可用思路之一。由于激光焊接工藝的獨(dú)特性,需對(duì)深孔鉆頭胎體進(jìn)行結(jié)構(gòu)匹配設(shè)計(jì)才能更好的發(fā)揮其作用[2][3][4]。
本文通過采用模擬軟件對(duì)胎體結(jié)構(gòu)進(jìn)行研究分析,力求獲取工藝匹配性、安全鉆進(jìn)性更優(yōu)異的鉆頭結(jié)構(gòu)設(shè)計(jì),并希望對(duì)計(jì)算機(jī)模擬在避免鉆頭提前失效的設(shè)計(jì)研究方面有所啟示。
1 齒內(nèi)結(jié)構(gòu)設(shè)計(jì)
1.1 初始結(jié)構(gòu)設(shè)計(jì)及分析
在激光焊接中,不同的焊接材料熔化區(qū)間存在著一定的差異。如果將WC、Cu等元素為主要成分的工作層胎體通過激光焊接直接焊在鋼體上的話,將很難保證焊接接頭強(qiáng)度。因此,需要在鉆齒中設(shè)計(jì)與基體熔化性能相近的焊接層,以確保焊接層與鋼基體結(jié)合強(qiáng)度,避免焊材熔化區(qū)間差異范圍過大。根據(jù)超硬材料工具設(shè)計(jì)經(jīng)驗(yàn)[2],相對(duì)于常規(guī)中頻鉆頭而言,激光焊接鉆頭不需要較厚的焊接層即可達(dá)到胎體與基體的高強(qiáng)度連接。焊接層厚度一般設(shè)計(jì)為1~3mm。

圖1 激光焊接鉆齒初始設(shè)計(jì)結(jié)構(gòu)圖Fig.1 The initial designed structure chart of drill bit teeth by laser welding
根據(jù)粉末冶金原理,分層粉末塊體中層與層之間需要具有一定的相似相容性以及相近的熱膨脹系數(shù)才能保證其燒結(jié)性能。因此,工作胎體層與焊接層之間需要設(shè)置與兩者差異性較小的過渡結(jié)合層(以下簡(jiǎn)稱過渡層)方能保障體系的整體強(qiáng)度。鉆齒中,過渡層不具備鉆進(jìn)能力,主要用來保障工作層與焊接層的結(jié)合強(qiáng)度,并防止它們相互滲透,厚度要求較低。過渡層的厚度一般設(shè)置在1~2.5mm之間。根據(jù)超硬材料工具設(shè)計(jì)經(jīng)驗(yàn)[2],在同等高度的鉆齒中,壓縮過渡層、結(jié)合層(焊接層)的設(shè)計(jì)厚度有利于提升鉆齒的可鉆進(jìn)高度,進(jìn)而延長(zhǎng)鉆頭有效工作壽命。
綜上,激光焊接式鉆頭鉆齒的初始設(shè)計(jì)結(jié)構(gòu)如圖1所示。
如前所述,以16mm高激光鉆頭的鉆齒為例,可明顯發(fā)現(xiàn):在焊接層設(shè)計(jì)高度為1~3mm、過渡層設(shè)計(jì)高度為1~2.5mm時(shí),初始設(shè)計(jì)結(jié)構(gòu)下的工作層高度可以達(dá)到10.5~14mm。在鉆進(jìn)效率、單位時(shí)間消耗量一致的前提下和同等高度常規(guī)中頻鉆齒(齒高16mm,工作高度約6~8mm)相比較,理論上可鉆進(jìn)壽命預(yù)估延長(zhǎng)近1倍以上。可見該激光鉆頭的初始設(shè)計(jì)結(jié)構(gòu)有益于深孔鉆頭壽命的提升。
1.2 計(jì)算機(jī)模擬分析及優(yōu)化
初始條件設(shè)置:鉆齒中以WC-Cu基配方定義為F1#,將其與75%的金剛石混合作為工作層(FD1 #),以目前應(yīng)用成熟的預(yù)合金粉NEXT300(物理參數(shù)見表1)作為焊接層配方,以F1#與NEXT300按一定混合比例混合的FN1#作為過渡層配方。

表1 NEXT300預(yù)合金粉物理參數(shù)Tab.1 Physical parameters of the NEXT300 pre-alloyed powders
以Φ36.5/Φ21.5尺寸、5齒獨(dú)立的鉆頭形貌按前一小節(jié)的鉆齒設(shè)計(jì)結(jié)構(gòu)通過Solid Works軟件進(jìn)行建模,鉆頭模型及唇面如圖2所示。鉆頭模型中,由上至下依次為:10.5mm高的FD1#工作層,2.5mm高的FN1#過渡層,3mm高的NEXT300焊接層, 85mm高的45#鋼材基體。

圖2 Φ36.5/Φ21.5激光鉆頭建模圖Fig.2 The modeling diagram ofΦ36.5/Φ21.5 laser welding drill bit
將F1#、FD1#、FN1#、NEXT300壓制成試樣,在870℃、25MPa的條件下進(jìn)行燒結(jié),獲得燒結(jié)樣進(jìn)行相關(guān)力學(xué)測(cè)試,將測(cè)試結(jié)果作為理論設(shè)計(jì)參考依據(jù)。其相應(yīng)物理及機(jī)械性能如表2所示,其中抗彎強(qiáng)度大小依次為:NEXT300>FN1#>F1#>FD1#。

表2 燒結(jié)試樣物理及機(jī)械性能Tab.2 The physical and mechanical properties of sintering samples
鉆頭在實(shí)際鉆進(jìn)過程中主要受到鉆齒頂端的擠壓力,磨削巖石所反饋回來的、與鉆進(jìn)時(shí)運(yùn)轉(zhuǎn)方向相反的切向壓力,及轉(zhuǎn)動(dòng)過程中孔壁對(duì)鉆齒的軸向側(cè)壓力等幾種力的影響。現(xiàn)通過Solid Works軟件對(duì)最易造成鉆頭斷齒提前失效的切向力及垂直軸向力進(jìn)行加載模擬失效分析。
(1)切向載荷模擬
通過Solid Works軟件中的nSimulation Xpress仿真模擬模塊對(duì)已建好的Φ36.5/Φ21.5鉆頭模型進(jìn)行計(jì)算機(jī)力學(xué)模擬分析。運(yùn)行nSimulation Xpress仿真模塊,設(shè)定鋼體為受夾持固定部分,根據(jù)實(shí)際工況預(yù)設(shè)鉆齒頂端受到沿鉆頭運(yùn)轉(zhuǎn)方向相反的5k N切向力,鉆齒屈服強(qiáng)度預(yù)設(shè)為500MPa,運(yùn)行加載模擬,輸出加載模擬應(yīng)力分布結(jié)果如圖3所示。
如圖3,模擬結(jié)果應(yīng)力分布情況按顏色進(jìn)行分布,對(duì)應(yīng)應(yīng)力值如圖右方的色標(biāo)所示。由應(yīng)力分布圖可發(fā)現(xiàn),當(dāng)鉆齒受到切向力加載時(shí),會(huì)產(chǎn)生彎曲內(nèi)應(yīng)力,鉆頭最大應(yīng)力分布區(qū)域?yàn)殂@齒底層邊沿及與鋼體連接部分(圖3中紅圈部分),在5k N的切向載荷作用下,最大應(yīng)力值達(dá)到了552.1MPa,齒內(nèi)其余應(yīng)力基本小于414.1MPa(色標(biāo)中黃色部分)。

圖3 Φ36.5/Φ21.5鉆頭切向載荷5k N模擬結(jié)果Fig3 The 5k N simulation result of lateral load onΦ36.5/Φ21.5 drill bit
若要保證在5k N切向載荷下鉆頭不發(fā)生提前失效(斷齒、撕裂等),需鉆齒最底部焊接層-接頭-鋼體上端這一體系結(jié)構(gòu)抗彎強(qiáng)度高于552.1MPa,且齒內(nèi)其余部位抗彎強(qiáng)度高于414.1MPa。結(jié)合表2數(shù)據(jù)可知, NEXT300焊接層抗彎強(qiáng)度可達(dá)1824.5MPa,遠(yuǎn)超該載荷下的安全數(shù)值,齒內(nèi)其余部分(FD1#、FN1#)抗彎強(qiáng)度也均大于414.1MPa,則只要保證接頭強(qiáng)度及鋼體強(qiáng)度超過552.1MPa即可保證該結(jié)構(gòu)鉆齒在5k N的切向載荷作用下的安全鉆進(jìn)。在實(shí)際情形下,激光焊接接頭強(qiáng)度、鋼體強(qiáng)度均遠(yuǎn)大于552.1MPa。所以就模擬情形而言,在5k N的切向載荷下初始結(jié)構(gòu)下的鉆頭基本不會(huì)發(fā)生提前失效。
(2)垂直軸向載荷模擬
按同樣的方式通過nSimulation Xpress仿真模塊進(jìn)行Φ36.5/21.5鉆頭受垂直軸向5k N載荷的模擬,輸出模擬結(jié)果如圖4所示。由圖分析可知,在鉆齒受到垂直軸向力時(shí),最大彎曲應(yīng)力分布在內(nèi)徑處鋼體上端面同鉆齒的相互擠壓部位,雖然最大應(yīng)力值達(dá)到了1988.4MPa,但是鋼材同NEXT300層的耐壓縮性能極高,其對(duì)鉆齒整體影響不大。而對(duì)受垂直軸向力最易發(fā)生彎曲斷裂的外徑曲面的應(yīng)力結(jié)果分析可以發(fā)現(xiàn),此時(shí)鋼體端面以上2~3mm間所產(chǎn)生的應(yīng)力最大,達(dá)到約646.1~807.7MPa。
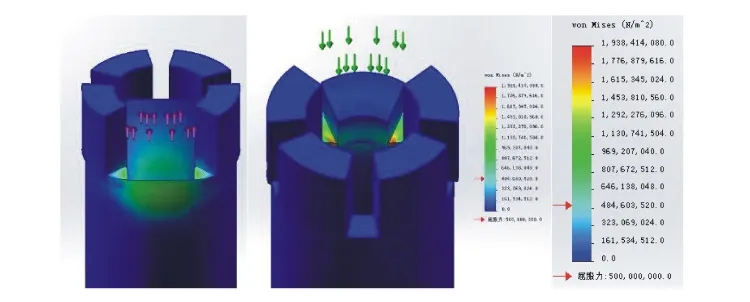
圖4 Φ36.5/Φ21.5鉆頭5KN垂直軸向力模擬結(jié)果Fig.4 The 5KN simulation result of vertical axial load onΦ36.5/Φ21.5 drill bit
結(jié)合表2數(shù)據(jù)分析可以發(fā)現(xiàn),鉆齒中能承受最大807.7MPa應(yīng)力的只有FN1#過渡層及NEXT300焊接層,若該應(yīng)力出現(xiàn)在FD1#層,鉆齒將會(huì)發(fā)生提前斷裂事故。
雖然壓縮非工作層的厚度可以提升固定高度鉆齒內(nèi)的工作層厚度,進(jìn)而提升鉆頭使用壽命,但是由垂直軸向模擬加載結(jié)果可以發(fā)現(xiàn),當(dāng)過渡層FN1#與焊接層NEXT300的總高度低于3mm時(shí)將無法保障鉆頭在5k N垂直軸向載荷出現(xiàn)時(shí)正常的運(yùn)轉(zhuǎn)。由此可見,過度的對(duì)非工作層進(jìn)行壓縮會(huì)引發(fā)鉆進(jìn)安全隱患。
綜合以上,為求在鉆頭保證安全鉆進(jìn)的基礎(chǔ)上獲取最大的使用壽命,16mm鉆齒的齒內(nèi)結(jié)構(gòu)設(shè)計(jì)可優(yōu)化為:NEXT300焊接層2mm,FN1#過渡層1.5mm,FD1#工作層12.5mm。假設(shè)鉆進(jìn)效率與損耗相近,同常規(guī)中頻鉆頭(齒高16mm工作高度約6~8mm)對(duì)比可以發(fā)現(xiàn),優(yōu)化后鉆頭理論工作壽命提升量可在56.25%~108%之間。
[1] 呂智,劉志環(huán),等.深部找礦金剛石鉆進(jìn)工具發(fā)展現(xiàn)狀及趨勢(shì)[J].超硬材料工程,2013,25(4):39-44.
[2] 呂智,等.超硬材料工具設(shè)計(jì)與制造[M].北京:冶金工業(yè)出版社,2010.
[3] G.Weher.Laser welding of diamond tools[J].Industrial Diamond Review.1991,3:126-128.
[4] 雷玉成,等.焊接成形技術(shù)[M].北京:機(jī)械工業(yè)出版社,2004.
[5] 單輝祖,等.材料力學(xué)(I)[M].北京:高等教育出版社, 2004.8.
Research on Structure Design of Deep Hole Drill Based on the SolidWorks Simulation
PAN Xiao-yi1,2,3,XIE De-long1,2,3,LIN Feng1,2,3,LUO Wenlai1,3,WANG Shuai4
(1.Guangxi Key Laboratory of Superhard Materials,Guilin,China541004; 2.National Engineering Research Center for Special Mineral Materials,Guilin,China541004; 3.China Nonferrous Metal(Guilin)Geology and Mining Co.,Ltd.,Guilin,China541004; 4.College of Materials Science and Engineering,Guilin University of Technology,Guilin,China541004)
Based on the uniqueness of laser welding,the drill bit structure of deep hole drill has been initially modeled by Solidworks.Meanwhile,the structure design of deep hole drill has been optimized according to the analysis result of the stress distribution simulated by the nSimulationXpress Simulation Module Loading Failure System which comes with SolidWorks.Therefore,the theoretic service life of the deep hole drill has been extremely increased under the conditions that drill bit works normally under the given load without any damage or failure.The simulated optimization result has been tested through loading experiment and mechanical calculation,thus the feasibility of computer aided simulation optimization design in drill bit designing has been proved.The matrix structure optimization design will be also conducted through the nSimulation Xpress Simulation Module of the Solid Works.
diamond drill bit;laser welding;mechanical property;Solid Works;structure design; dirll bit matrix
TQ164
A
1673-1433(2014)06-0010-05
2015-01-08
潘曉毅(1988-),男,學(xué)士,助理工程師,四川大學(xué)材料科學(xué)與工程學(xué)院畢業(yè),2012年起就職于中國(guó)有色桂林礦產(chǎn)地質(zhì)研究院國(guó)家特種礦物材料工程技術(shù)研究中心,從事超硬材料及制品的研發(fā)工作。E-mail:joky_pan@126.com
科技部科研院所技術(shù)開發(fā)研究專項(xiàng)(項(xiàng)目編號(hào):2013EG115007);廣西自然科學(xué)基金面上項(xiàng)目(項(xiàng)目編號(hào):2013GXNSFAA019320);廣西科學(xué)研究與技術(shù)開發(fā)計(jì)劃項(xiàng)目(項(xiàng)目編號(hào):桂科攻1348008-3);中色集團(tuán)科技開發(fā)項(xiàng)目(項(xiàng)目編號(hào):2013KJJH11);桂林科學(xué)研究與技術(shù)開發(fā)計(jì)劃項(xiàng)目(項(xiàng)目編號(hào):20140104-4)。
猜你喜歡
建材發(fā)展導(dǎo)向(2023年6期)2023-03-31 02:51:38
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年13期)2021-07-28 07:15:50
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
專用汽車(2016年5期)2016-03-01 04:14:49
中國(guó)房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:23
