AlSiC復合材料磨削加工研究進展(下)①
2014-03-24 03:41:48曹根張鳳林劉鵬牛亮歐陽承達
超硬材料工程 2014年1期
曹根,張鳳林,劉鵬,牛亮,歐陽承達
(廣東工業大學機電工程學院,廣州510006)
AlSiC復合材料磨削加工研究進展(下)①
曹根,張鳳林,劉鵬,牛亮,歐陽承達
(廣東工業大學機電工程學院,廣州510006)
AlSiC復合材料擁有比鋁合金更高的比強度和比模量、耐高溫、耐磨損、高導熱率、可調節熱系數等優點,在航空航天、汽車、電子、軍工等領域有重要應用。由于SiC增強相的高硬度和鋁基體的高塑性,使得該類材料在切削加工、磨削加工及非傳統加工的方面可加工性較差。為了獲得高的表面質量和精度,磨削加工是必不可少的一種加工方式,文章針對AlSiC復合材料的磨削加工研究現狀進行綜述,重點對磨削加工中材料表面完整性、磨削砂輪的磨損形式和磨削加工工藝等方面進行總結和分析。
AlSiC復合材料;表面完整性;金剛石砂輪;磨損;磨削工藝
3.2 高體積分數AlSiC復合材料磨削砂輪的磨損
國內外對于高體積分數的AlSiC復合材料磨削加工研究較少,國內最近幾年始有學者[31-32]開始研究高積分數AlSiC復合材料的磨削機理,但在磨削實驗研究過程中對砂輪磨損形式沒有涉及。高體積分數的復合材料由于增強相SiC顆粒的加入,磨削加工過程中會對磨粒產生沖擊和摩擦,使磨粒磨損嚴重和部分磨粒脫落,加速砂輪磨損失效[18](如圖3)。
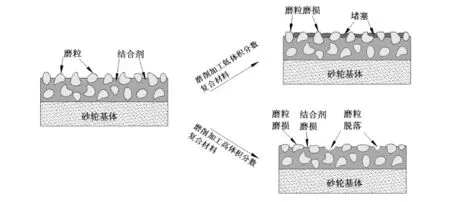
圖3 砂輪磨損失效形式示意圖Fig.3 Schematic illustration of wear on grinding wheel
國內外研究所使用的砂輪主要為傳統的陶瓷砂輪、樹脂砂輪、電鍍砂輪,這些砂輪的出刃高度、磨粒耐磨性、結合劑強度、導熱性等方面都存在不足,在磨削加工AlSiC復合材料的過程中容易出現砂輪堵塞、磨粒磨損、脫落、結合劑磨損、開裂起皮、急劇溫升等問題[27-28],進而影響工件的表面質量和加工效率。因此有必要針對各種SiC體積分數的AlSiC復合材料研制相應的超硬磨料砂輪,以提高加工效率和加工質量。
4 磨削工藝
磨削工藝參數是砂輪發揮磨削性能的重要保證,圍繞參數與評價指標,國內外學者在AlSiC復合材料的磨削加工上做了大量的實驗研究和理論研究。Dillio通過磨削體積分數為20%的AlSiC復合材料,研究了磨削力、工件表面粗糙度與磨削深度、工件進給速度的關系。得到如下結論:法向、切向磨削力隨工件進給速度、磨削深度的增大而增大;工件表面粗糙度隨工件進給速度、磨削深度的增大而增大(如圖4、圖5)[16]。
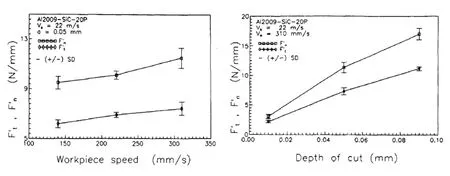
圖4 磨削力與磨削工藝參數的關系[16]Fig.4 Relationship between the grinding force and grinding parameters[16]
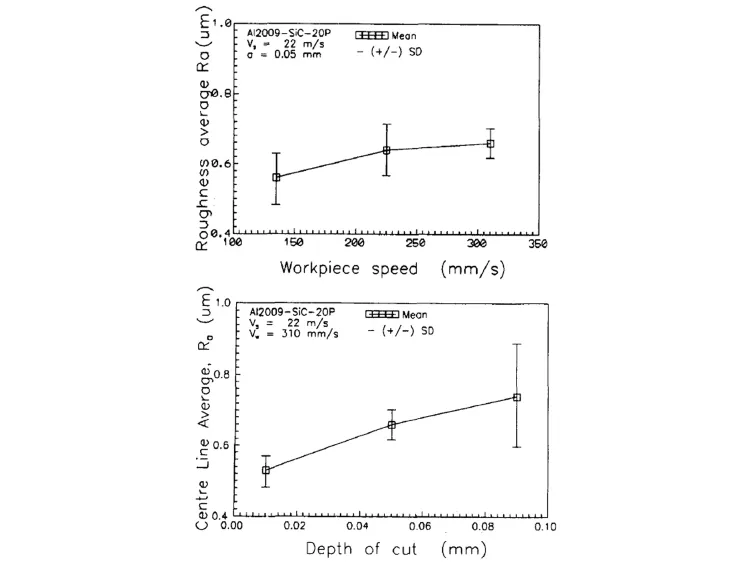
圖5 工件表面粗糙度與磨削工藝參數的關系[16]Fig.5 Relationship between the workpiece surface roughness and grinding parameters[16]
匡仁軍[34]采用電鍍金剛石砂輪磨削加工體積分數為45%的AlSiC復合材料,發現磨削力隨進給速度和磨削深度的增大而增大,隨砂輪線速度的增加而減小。周志勇、李德溥[19]、趙德良[29]、Kwak[30]等也通過實驗研究發現了同樣的規律。
張春陽[31]采用樹脂結合劑金剛石砂輪磨削加工體積分數為54%~58%的AlSiC復合材料,通過測量不同磨削參數下磨削溫度的大小,發現磨削溫度隨磨削深度、工件進給速度的增大而逐漸升高。
國內外對AlSiC復合材料磨削工藝參數的研究,主要為實驗研究和沿用傳統磨削模型的理論研究。對于實驗研究,存在磨削溫度測試不準確、工件表面質量表征方式不夠全面等問題;對于理論研究,缺乏針對磨削加工對象即不同SiC體積分數的AlSiC復合材料的磨削加工理論模型,復合材料對純金屬基體材料或金屬難加工材料而言,由于自身組分復雜,在建立模型時既要考慮內部各材料組成情況,還要考慮不同組成材料間界面的性質,因此,研究還有待深入。
5 總結
對于AlSiC復合材料的磨削加工,雖然國內外進行了較多的實驗研究,但現階段需要進一步進行的研究包括:一方面需要從AlSiC復合材料SiC顆粒的體積分數、分布情況、顆粒尺寸、鋁合金基體的性質、界面性質等方面為磨削加工的被加工材料建立物理模型,并進一步完善AlSiC復合材料的磨削力、磨削溫度、材料去除機理研究;另一方面是要有針對性的進行磨具設計研究,應針對不同SiC體積分數的AlSiC復合材料,設計、制造高鋒利度、長壽命的新型超硬磨料砂輪。
[10] 徐可偉,等.顆粒增強鋁基復合材料的振動切削研究[J].航天工藝,2001,(3):1-6.
[11] 許幸新,劉傳紹,趙波.超聲振動鉆削SiC顆粒增強鋁基復合材料時的切削力研究[J].工具技術,2007,41(1):49-52.
[12] 鄧朝暉,萬林林,張榮輝.難加工材料高效精密磨削技術研究進展[J].中國機械工程,2008,19(24):3018-3023.
[13] R.L.Deuis,C.Subramanian,J.M.Yellup.Dry sliding wear of aluminum compositereview[J].Composites Science and Technology,1997,57(4):415.
[14] I.M.Hutchings.Ductile-brittle transitions and wear maps for the erosion and abrasion of brittlematerials[J].In:Edward Arnold,Tribology,London,1992:77.
[15] 崔葵馨,常興華,李希鵬,莫俳,王旭,金勝明.高體積分數鋁碳化硅復合材料研究進展[J].材料導報,2012,26(20):401-405.
[16] A.Dillio,A.Paoletti et al.An experimental study on grinding of Silicon Carbide reinforced Aluminum Alloys[J].International Journal of Tools Manufacture,1996,36(6):673-685.
[17] A.Pramanik,L.C.Zhang,J.A.Arsecularatne.Deformation mechanisms of MMCs under indentation[J].Composites Science and Technology,2008,68(6):1304-1312.
[18] 李德溥.SiC顆粒增強鋁基復合材料磨削中砂輪磨損與加工質量研究[J].金剛石與磨料磨具工程,2009.6(3):77-80.
[19] 李德溥,李志奎.顆粒增強鋁基復合材料磨削加工表面質量與磨削力研究[J].現代制造工程,2009(9):93-95.
[20] 李德溥.顆粒增強鋁基復合材料磨削加工研究[J].哈爾濱商業大學學報,2011,27(2):248-251.
[21] T.W.Clyne,P.J.Withers(著).余永寧,房志剛(譯).金屬基復合材料導論[M].北京:冶金工業出版社,1996.
[22] 許富民.梯度分布的SiC顆粒增強鋁基復合材料的制備,組織和力學行為[D].大連理工大學博士學位論文,2003,7.
[23] Z.W.Zhong.Grindingofalumina/aluminum composites[J]. Journalof MaterialsProcessing Technology,2002,(123):13-17.
[24] Z.W.Zhong.Grinding of aluminum-based metal matrix compositesreinforced with Al2O3or SiCparticles[J].Int J Adv-Manuf Technol,2003,(21):79-83.
[25] A.Dillio,A.Paolettietal.A comparison between conventional abrasives andsuperabrasives in grindingof SiC/aluminum composites[J].International Journal of Machine Tools and Manufacture,2000,40:173-184.
[26] B.Anand Ronald,L.Vijayaraghavan,R.Krishnamurthy. Studies on the influenceof grinding wheel bond material on the grindability of metal matrix composites[J].Materials and Design,2009,30(3):679-686.
[27] 周志勇.SiCp增強鋁基復合材料的銑磨加工實驗研究[D].哈爾濱工業大學碩士學位論文,2009,6.
[28] 李英杰.SiC顆粒增強鋁基復合材料精密磨削技術的研究[D].哈爾濱工業大學碩士學位論文,2008,6.
[29] 趙德良,張高峰,李謨旺.SiCp/Al復合材料銑削加工工藝參數的優化實驗研究[J].制造材料,2012,50(576):75-77.
[30] J.S.Kwak,Y.S.Kim.Mechanical properties and grinding performance onaluminum-based metal matrix composites[J]. Journal of Materials Processing Technology,2008,201(1-3): 596-600.
[31] 張春陽.SiCp/Al復合材料磨削溫度場的研究[D].沈陽理工大學碩士學位論文,2012,3.
[32] 王福松.SiCp/Al復合材料磨削機理的研究[D].沈陽理工大學碩士學位論文,2012,3.
[33] G.Werner.Influenceofwork material ongrindingforces[J].Annals of the CIRP,1978,27(1):243-248.
[34] 匡仁軍.鋁復合材料SiCp/Al窄槽磨削技術研究[D].哈爾濱工業大學碩士學位論文,2006, 6.
Advance of study on grinding of AlSiC composite materials
CAO Gen,ZHANG Feng-lin,LIU Peng,NIU Liang,OUYANG Cheng-da
(School of Mechanical and Electronic Engineering,Guangdong University of Technology,Guangzhou 510006,China)
In comparison with aluminum alloy,AlSiC composite materials have higher specific strength,specific modulus,high-temperature resistance,wear resistance,high thermal conductivity and tunable thermal expansion coefficient,and were widely used in the aerospace,automotive,electronics and military fields etc.Due to the higher hardness of SiC reinforcement and the higher ductility of aluminum matrix phase,machining of AlSiC composite materials was a tough work.In this paper,the advance of research on grinding of AlSiC composites materials was reviewed.The surface integrity of the ground AlSiC composite materials,the wear of grinding wheels and the grinding process were summarized and analyzed.
AlSiC matrix composites;surface integrity;diamond grinding wheel;wear; grinding process
TQ164
A
1673-1433(2014)01-0032-05
2014-02-25
曹根(1989-),廣東工業大學機電學院,碩士研究生,主要從事金剛石工具制造及AlSiC復合材料磨削加工機理研究。
國家自然科學基金項目(51275096),廣東省高等學校科技創新項目(2012KJCX0047)
張鳳林,1972年9月出生,廣東工業大學機電學院,教授,主要從事超硬材料工具制造及硬脆材料加工機理研究。E-mail:zhangfl @gdut.edu.cn
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
建材發展導向(2021年14期)2021-08-23 00:56:16
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
紡織科技進展(2021年3期)2021-06-09 08:07:14
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
汽車工程學報(2017年2期)2017-07-05 08:13:02