應(yīng)用ECRS方法提升手工裝配線生產(chǎn)能級
2014-03-25 10:22:50
中國新技術(shù)新產(chǎn)品 2014年8期
(上海交通大學(xué),上海 200000)
應(yīng)用ECRS方法提升手工裝配線生產(chǎn)能級
邵 晉
(上海交通大學(xué),上海 200000)
合理的分配資源是生產(chǎn)能級提升的核心。本文采用ECRS方法闡述了對生產(chǎn)線瓶頸工序的分析方法和改善措施,結(jié)合變速器裝配線實例,通過從工藝流程到作業(yè)指導(dǎo)的逐步優(yōu)化,在不增添人員、設(shè)備的前提下,實現(xiàn)了生產(chǎn)能級的提升。結(jié)果表明,ECRS的理論和方法是一種提高企業(yè)生產(chǎn)效率的有效方案,顯著作用。
ECRS方法;手工裝配;裝配線布置
變速器產(chǎn)品往往采用裝配線的形式來實現(xiàn)經(jīng)濟效益,裝配線在國內(nèi)的應(yīng)用已經(jīng)非常普遍,但相比國外企業(yè)在裝配線平衡技術(shù)應(yīng)用上取得的成果,國內(nèi)還尚未深入到實際生產(chǎn)中去,由于裝配線不平衡引起的效率低下、成本浪費的現(xiàn)象還有待人們?nèi)ソ鉀Q。
一、ECRS方法原理
ECRS方法是工業(yè)工程的程序分析原則,通過對生產(chǎn)工序按取消、合并、對調(diào)、簡化四個步驟來不斷精益生產(chǎn)過程,從而起到消除瓶頸工位,改善平衡情況,能級提升的作用。
對于待分析的目標,一般采取提問的方式,促進分析者思考工序的必要程度,首先判斷是否可以取消,在不可取消的前提下,是否可以與其他工序進行合并,從而實現(xiàn)工藝程序乃至工藝步驟的簡化,工序與工序之間通過節(jié)拍的對比,考慮是否可以通過對調(diào)順序來縮短工作時間,最后考慮是否可以采用工具、裝置或通過對現(xiàn)場定置的調(diào)整來簡化具體的操作步驟,上述的這些方法,核心目標是通過簡化流程、平衡工序來提高生產(chǎn)線的整體節(jié)拍。
二、X企業(yè)手工裝配線的現(xiàn)狀
現(xiàn)有的變速器手動裝配線的節(jié)拍約為1.5分鐘,正常一天的產(chǎn)量為200臺(按單班生產(chǎn)),低于業(yè)內(nèi)同類產(chǎn)品300臺/班的水平。目前企業(yè)承接了一款新型變速器總成,按照年度產(chǎn)量爬坡計劃進行測算,每班產(chǎn)量需達到300臺,由于新產(chǎn)品與原產(chǎn)品結(jié)構(gòu)相近,希望通過對現(xiàn)有裝配線進行改造(新增部分設(shè)備、改造現(xiàn)有設(shè)備),實現(xiàn)新老產(chǎn)品的共線生產(chǎn),將原單一品種裝配線改建為適應(yīng)多品種小批量生產(chǎn)的裝配線,具體的實施布置如下:
1 對比新老產(chǎn)品裝配過程尋找出兩者的差異點和共同點,收集原裝配線生產(chǎn)過程中的各類信息對各工序作業(yè)情況進行研究分析,改善新老產(chǎn)品的裝配流程、操作方法中的不合理性。
2 對作業(yè)元素重新進行分配,提高
裝配線的平衡性,降低整體裝配節(jié)拍,將產(chǎn)量提升至業(yè)內(nèi)平均水平之上
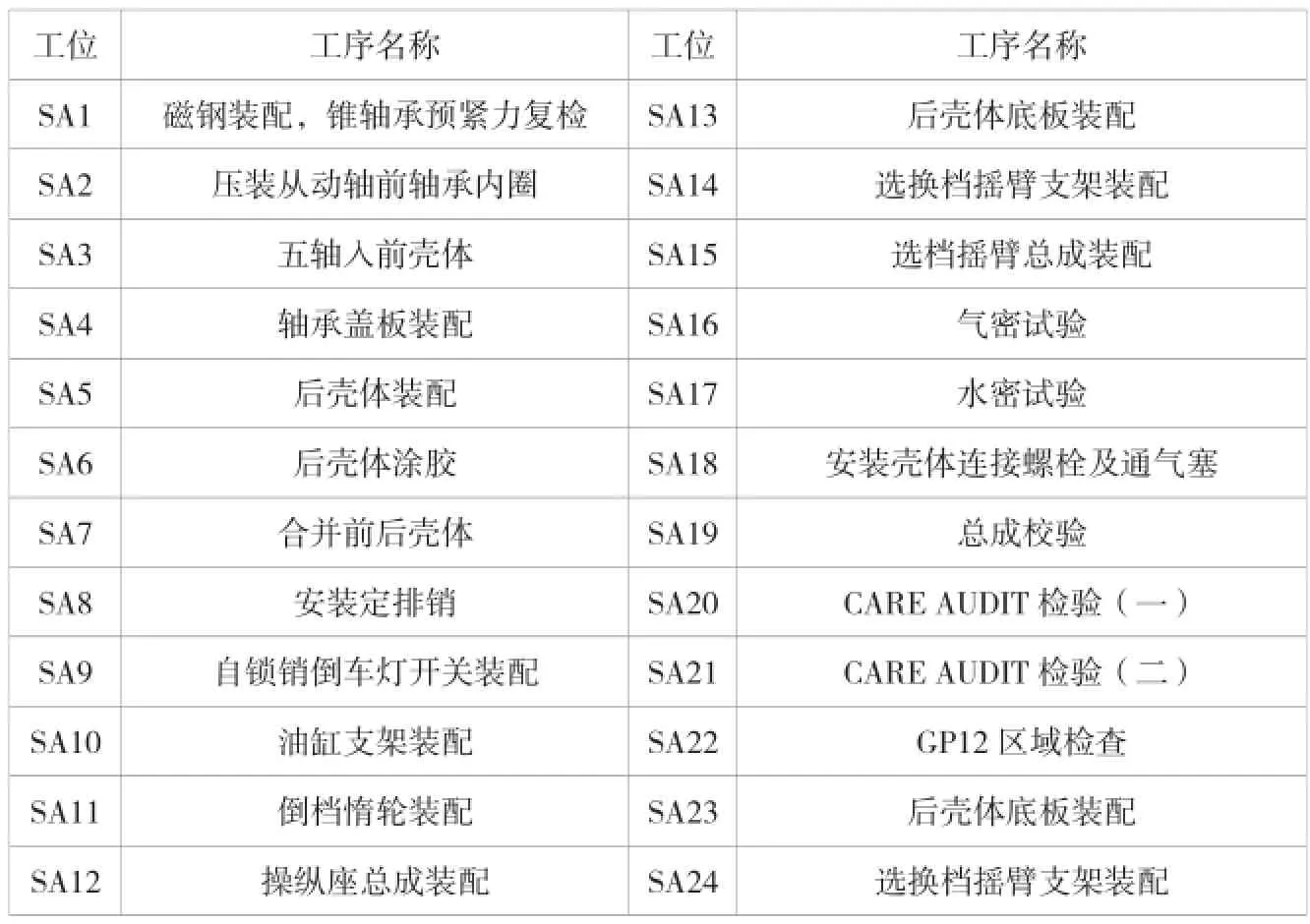
表1 變速器手動裝配線的工藝程序

表2 各道工序可采取的調(diào)整方式
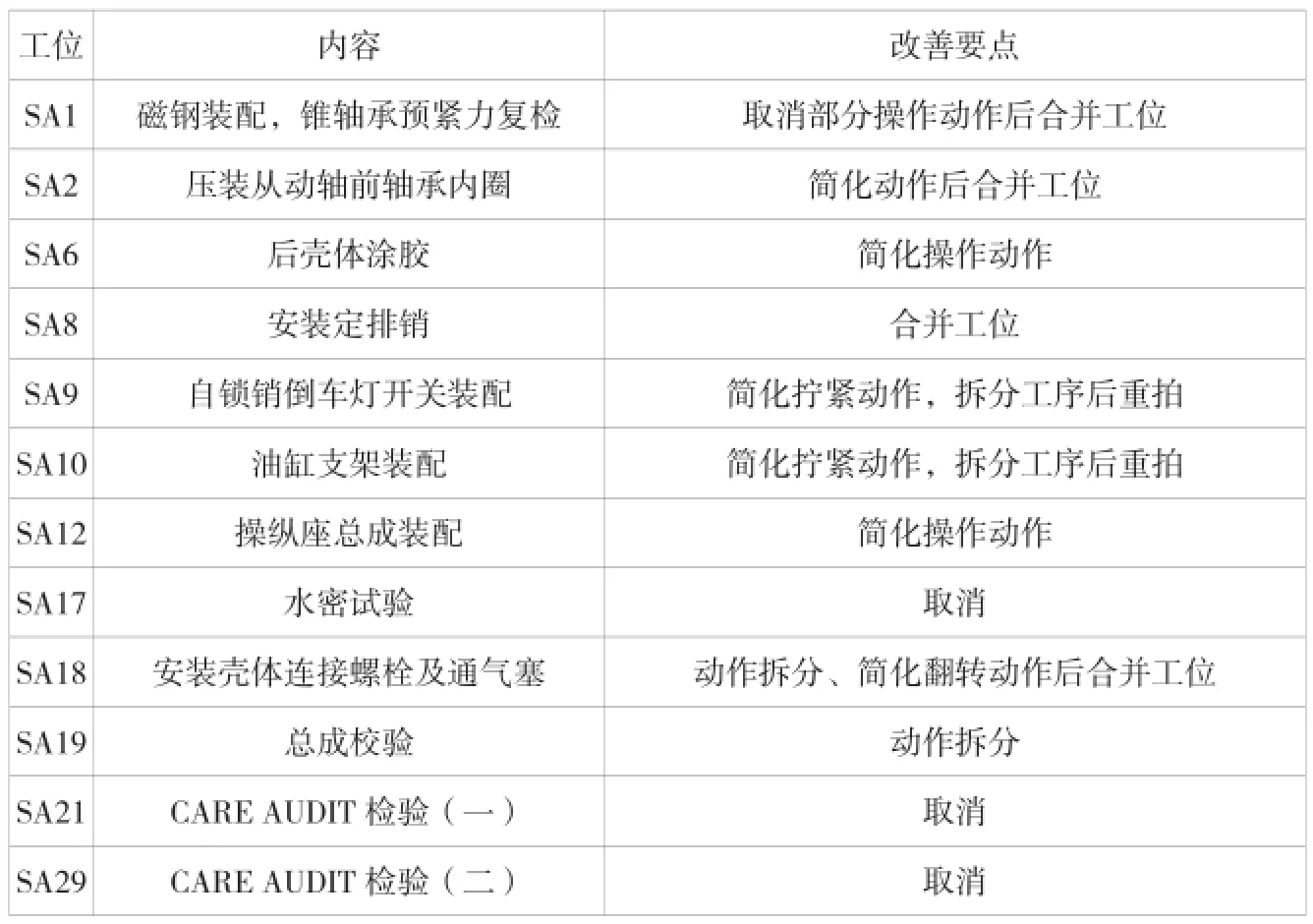
表3 整體工序的優(yōu)化方案
三、應(yīng)用ECRS方法進行分析
現(xiàn)有變速器手動裝配線的工藝程序共包含24道工序,生產(chǎn)流程較為復(fù)雜、繁瑣,具體生產(chǎn)流程如表1:
通過ECRS的提問計劃,按順序?qū)Ω鞯拦ば蜻M行分析,判斷各道工序可采取的調(diào)整方式如表2:
按上述的方式逐道對流程進行分析、判定后,完成了對整體工序的優(yōu)化方案制定如表3:
整體的工序倒序由24道優(yōu)化到17到,優(yōu)化后的工序情況如表4:
改善前后裝配線生產(chǎn)情況對比
改善后,生產(chǎn)工位從21道縮減到了17道,單臺總成的裝配時間從24分鐘降低到了18分鐘,裝配線的生產(chǎn)節(jié)拍時間從94 s壓縮到了76s,裝配線操作人員由37名減少到了24名。
根據(jù)上述數(shù)據(jù)統(tǒng)計情況,對改善后的生產(chǎn)線進行平衡情況分析:
W=(1 8×6 0)÷(7 6×1 7)=83.59%
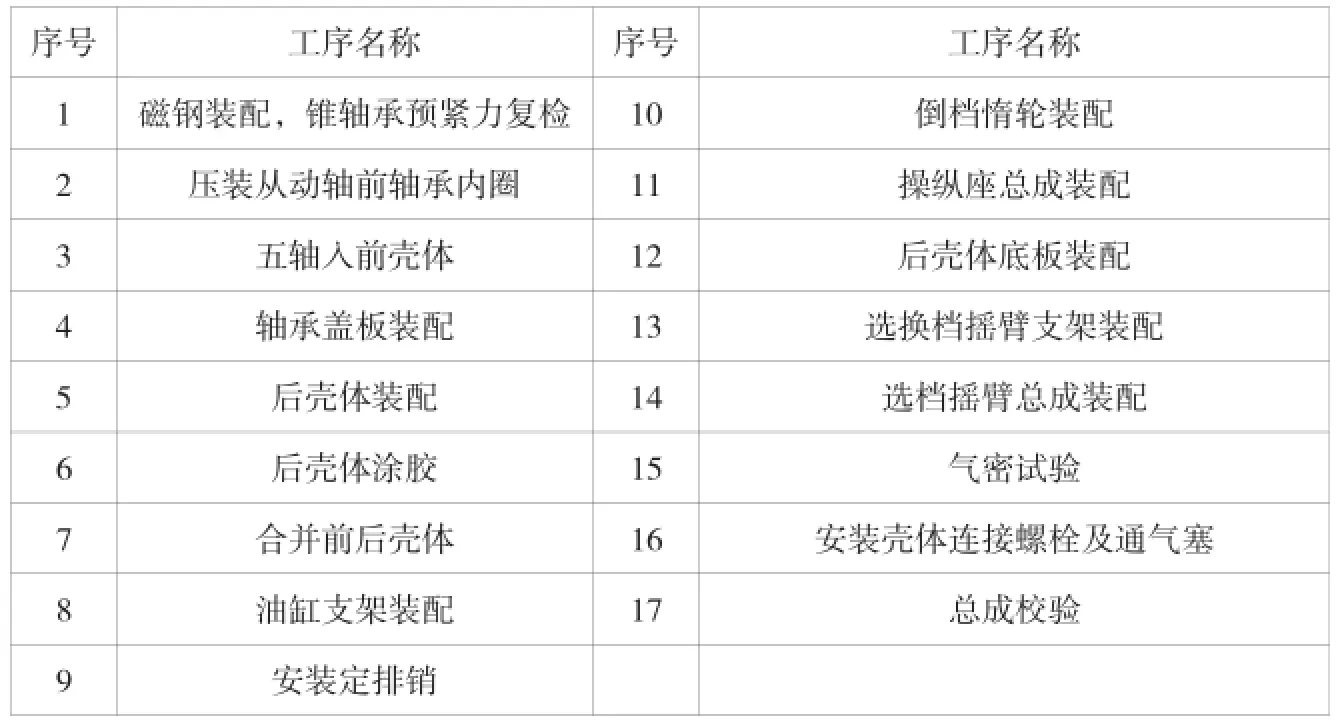
表4 優(yōu)化后的工序情況
通過ECRS方法的優(yōu)化,生產(chǎn)線平衡情況由原來的69.74%優(yōu)化到82.59%,裝
依據(jù)裝配線平衡效果優(yōu)劣評判標準,裝配線的平衡情況得到了較大幅度的改善。
結(jié)語
汽車變速器作為動力總成的核心部件之一,其裝配過程的質(zhì)量控制和產(chǎn)量控制一直位于天秤的兩端。如何在保證質(zhì)量的前提下提高升級能級,不單需要設(shè)備、人力的投入,運用ECRS等現(xiàn)代工業(yè)工程的方法,從工藝流程、現(xiàn)場布局、工藝計劃的合理性、必要性、靈活性等方面著手,也能發(fā)揮有效的改善作用,值得借鑒和推廣。
[1]呂宏.基于IE技術(shù)的汽車內(nèi)飾裝配線的改善研究[C].昆明理工大學(xué)碩士論文,2009(05).
[2] 王軼.空調(diào)壓縮機裝配生產(chǎn)的精益化研究[C].上海交通大學(xué)碩士論文,2009(12).
TP27
A
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年18期)2018-11-14 01:48:24
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
