有全焊縫或沖擊試驗(yàn)要求的PQR覆蓋范圍
2014-03-28 01:14:34楊璐銘張傳剛四川川鍋鍋爐有限責(zé)任公司
中國特種設(shè)備安全 2014年3期
楊璐銘 張傳剛 四川川鍋鍋爐有限責(zé)任公司
隨著焊接工藝在越來越多的行業(yè)中應(yīng)用,人們對焊接工藝的要求也越來越嚴(yán)格,特別是在鍋爐壓力容器行業(yè),人們對焊接工藝的重要性理解也明顯增強(qiáng)。
1 《承壓設(shè)備焊接工藝評定》的評定原則
NB/T47014-2100《承壓設(shè)備焊接工藝評定》規(guī)定,變更任何一個(gè)重要因素,都需重新進(jìn)行焊接工藝評定;如果增加或變更了任何一個(gè)補(bǔ)加因素,則需要按增加或變更的補(bǔ)加因素增焊沖擊韌性用的試件進(jìn)行試驗(yàn);當(dāng)增加或變更次要因素時(shí),重新編制預(yù)焊接工藝規(guī)程(p-WPS)[1]。因此在編制產(chǎn)品的WPS時(shí),參考選用什么樣的焊接工藝評定(PQR),就必須首先考慮影響焊接工藝評定的重要因素,再次是補(bǔ)加因素、次要因素,同時(shí)選用合格的PQR。
2 《鍋爐安全技術(shù)監(jiān)察規(guī)程》和《承壓設(shè)備焊接工藝評定》的互相引用
NB/T47014開篇第1條明確說明了它的適用范圍是承壓設(shè)備(鍋爐、壓力容器、壓力管道)的對接焊縫和角焊縫的焊接工藝評定、耐蝕堆焊工藝評定、換熱管和管板焊接工藝評定和焊接工藝附加評定以及螺柱電弧焊工藝評定的規(guī)則、試驗(yàn)方法和合格指標(biāo)。在本規(guī)范的第4.1條也明確提出了承壓設(shè)備的工藝評定,除了遵守本規(guī)范外,還應(yīng)符合鍋爐、壓力容器、壓力管道的相關(guān)標(biāo)準(zhǔn)和技術(shù)條件的要求。也就是說,NB/T47014僅僅是基礎(chǔ),特別是檢驗(yàn)試驗(yàn)項(xiàng)目還要參照相關(guān)的標(biāo)準(zhǔn)和技術(shù)文件的規(guī)定。
TSG G0001-2012《鍋爐安全技術(shù)監(jiān)察規(guī)程》的第3.3.2條要求施焊單位應(yīng)當(dāng)對受壓元件之間的對接接頭、受壓元件之間或者受壓元件與非受壓元件之間連接的要求全焊透的T型接頭或角接接頭進(jìn)行焊接工藝評定,焊接工藝評定執(zhí)行符合《承壓設(shè)備焊接工藝評定》NB/T47014的要求。
由此可見,TSG G0001-2012的PQR和WPS肯定首先按照NB/T47014的要求進(jìn)行試驗(yàn)和編制,同時(shí)還應(yīng)滿足TSG G0001-2012第3.3.2條的要求。
3 全焊縫拉伸數(shù)量與覆蓋范圍的探析
3.1 增做全焊縫拉伸
按照NB/T47014的表11的規(guī)定,δ≥20mm的板材只需要做2個(gè)接頭拉伸試驗(yàn)(沒有明確規(guī)定做全焊縫拉伸的試驗(yàn))且本身和其它數(shù)據(jù)合格,它本身就是一個(gè)合格PQR。具體拉伸試驗(yàn)項(xiàng)目及取樣數(shù)量見表1。
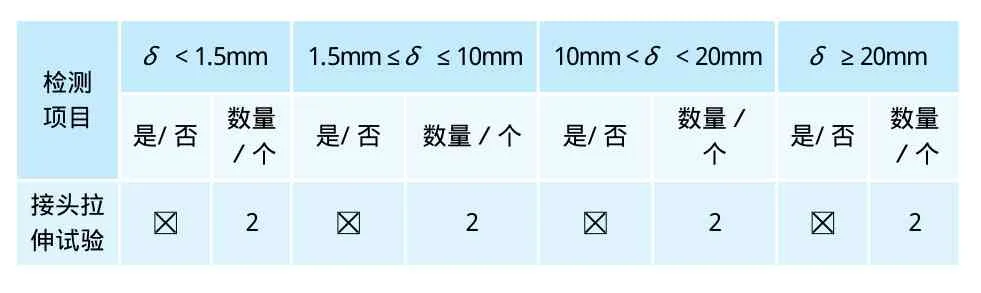
表1 NB/T47014-2011拉伸試驗(yàn)項(xiàng)目及取樣數(shù)量
TSG G0001-2012的4.3.2.2中的(1)條要求,當(dāng)20mm<δ≤70mm,應(yīng)取全焊縫金屬拉伸試樣1個(gè);當(dāng)δ>70mm,應(yīng)取全焊縫金屬拉伸試樣2個(gè),拉伸項(xiàng)目及取樣數(shù)量見表2。因此,支持TSG G0001的WPS的PQR中需要增做全焊縫金屬拉伸的項(xiàng)目。

表2 TSG G0001-2012增加的拉伸項(xiàng)目及數(shù)量
3.2 合格的評定不一定支持產(chǎn)品的WPS
現(xiàn)有某合格的PQR,評定材料為P355GH,厚度40mm,焊接工藝為SAW,評定執(zhí)行的規(guī)范為NB/T47014所有規(guī)定且數(shù)據(jù)合格,考慮到該評定今后會(huì)用在TSG G0001規(guī)范的產(chǎn)品,因此又參照了TSG G0001的4.3.2條的要求,進(jìn)行補(bǔ)充實(shí)驗(yàn),即做了1個(gè)全焊縫拉伸以及其他項(xiàng)目等且數(shù)據(jù)合格。因此,按照NB/T47014表7的規(guī)定,該評定的厚度覆蓋范圍為5~200mm,且能滿足TSG G0001的產(chǎn)品要求了。
但是,現(xiàn)有按照TSG G0001規(guī)范執(zhí)行的某鍋爐產(chǎn)品,鍋筒的材料為P355GH,厚度100mm,計(jì)劃焊接工藝為SAW。那么用于生產(chǎn)的WPS是否可以選擇上面的PQR?筆者認(rèn)為,該P(yáng)QR不能用于支持該鍋爐產(chǎn)品的WPS。
雖然該P(yáng)QR是滿足了TSG G0001-2012和NB/T47014這兩個(gè)標(biāo)準(zhǔn)的要求,且其覆蓋范圍也在NB/T47014表7規(guī)定的范圍內(nèi),作為單獨(dú)的個(gè)體,它是合格的PQR。
但是,該P(yáng)QR只做了1個(gè)全焊縫拉伸,不滿足TSG G0001規(guī)定的當(dāng)δ>70mm應(yīng)取全焊縫金屬拉伸試樣2個(gè)的條件,所以該P(yáng)QR對本產(chǎn)品就是一個(gè)不合格的PQR。只有該P(yáng)QR增做了2個(gè)全焊縫拉伸且其數(shù)據(jù)合格,才能用于本鍋爐產(chǎn)品。
從這點(diǎn)理解,筆者認(rèn)為該P(yáng)QR用在鍋爐產(chǎn)品上,如果執(zhí)行TSG G0001-2012又要符合NB/T47014這兩個(gè)標(biāo)準(zhǔn),在其他條件不變時(shí),其厚度覆蓋如下:
當(dāng)20mm<δ≤70mm,其覆蓋范圍為5~70mm;
當(dāng)δ>70mm時(shí),其覆蓋范圍為5~200mm。
綜上所述,上述的PQR(材料為P355GH、厚度40mm的焊接工藝評定)不支持材料為P355GH,厚度100mm產(chǎn)品的WPS,除非該P(yáng)QR本身就做了2個(gè)全焊縫拉伸且數(shù)據(jù)合格。
4 沖擊試驗(yàn)與覆蓋范圍
在NB/T47014-2011以及ASME IX,或者其他的工藝評定標(biāo)準(zhǔn)(例如:電力行業(yè)標(biāo)準(zhǔn)DL/T 868-2004,DL/T 1117-2009,石油行業(yè):SY/T 4117-2010)中,焊縫是否做沖擊是一個(gè)補(bǔ)加因素,在評定規(guī)則中其重要性具有舉足輕重的地位。因此,不得不重視沖擊韌性試驗(yàn)在PQR評定、使用時(shí)的重要性。
根據(jù)NBT47014評定規(guī)則,在產(chǎn)品和技術(shù)條件沒有沖擊要求時(shí),PQR的WPS厚度δ覆蓋范圍執(zhí)行規(guī)范NB/T47014中的表7、表8的規(guī)定,產(chǎn)品和技術(shù)條件有沖擊要求時(shí),PQR的WPS厚度δ覆蓋范圍執(zhí)行規(guī)范NB/T47014的規(guī)定(見表3)。在實(shí)際工作中,又常常為標(biāo)準(zhǔn)中表11力學(xué)性能試驗(yàn)和彎曲試驗(yàn)項(xiàng)目和取樣數(shù)量附表中“當(dāng)無法制備5mm×10mm×55mm小尺寸沖擊試樣時(shí),免做沖擊試驗(yàn)”這句話而感到使用的困惑。
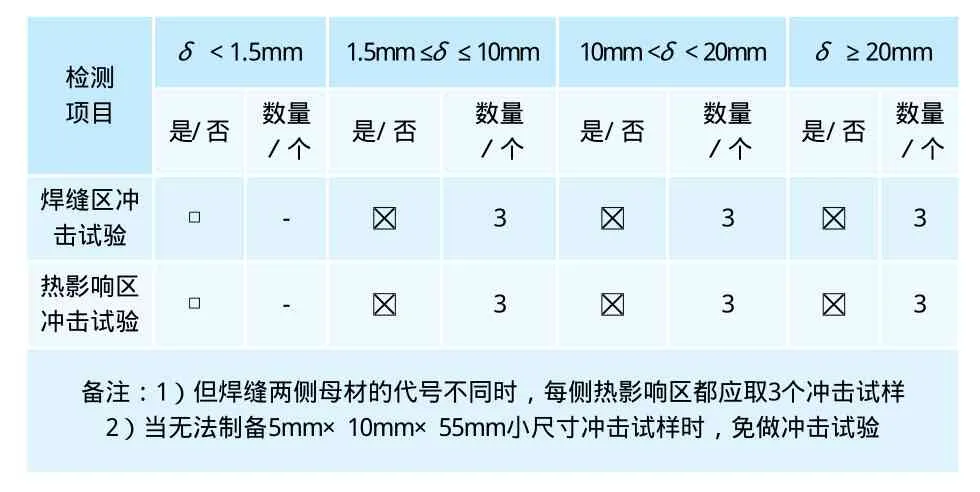
表3 沖擊試驗(yàn)取樣數(shù)量(摘自NB/T47014)
標(biāo)準(zhǔn)中的“無法制備5mm×10mm×55mm小尺寸試樣,免做沖擊試驗(yàn)”這句話對于不同的人就有不同的理解。特別是產(chǎn)品有沖擊要求時(shí),大家對小于6mm的鋼板或無法截取5mm×10mm×55mm的試樣管材PQR的覆蓋范圍理解分歧愈加明顯。
有人認(rèn)為,免做沖擊試驗(yàn),其覆蓋范圍就應(yīng)該是1.5mm~2T。
實(shí)際上在小于6mm的鋼板或無法截取5mm×10mm×55mm的試樣管材的PQR其覆蓋如下:
如果時(shí)產(chǎn)品沒有沖擊要求的情況下,小于6mm的PQR的覆蓋范圍執(zhí)行NBT47014表7、表8的規(guī)定,其覆蓋范圍就應(yīng)該是1.5mm~2T
如果產(chǎn)品有沖擊要求時(shí),而一定要用沒用做沖擊試驗(yàn)(免做沖擊試驗(yàn))的PQR的話,這個(gè)PQR的僅僅適用于焊件母材厚度的有效范圍最大值為2倍試件厚度且小于6mm,焊件母材厚度的最小厚度為T/2,而不是1.5mm~2T。因?yàn)槊庾鰶_擊試驗(yàn),也就是沒有做沖擊試驗(yàn),但它不等于不做沖擊試驗(yàn)。既然沒有做沖擊試驗(yàn),那么就無法用于支持有沖擊要求的產(chǎn)品的WPS。
在眾多的材料標(biāo)準(zhǔn)比如:GB 713-2008、GB/T 16270-2009、GB 24510-2009、GB/T 28909-2012、GB/T 28413-2012中規(guī)定厚度小于6mm的鋼板或無法截取寬度為5mm的試樣管材將不做沖擊試驗(yàn)。也就是說小于6mm的鋼板或無法截取5mm×10mm×55mm的試樣管材的產(chǎn)品就不要求做沖擊試驗(yàn)。我們的評定也就沒有必要討論沖擊試驗(yàn)了。
根據(jù)ISO15614-1:2004的理念,12mm是足夠取樣作沖擊試驗(yàn),如果小于這個(gè)厚度試件未做沖擊,則評定厚度的上限只能到12mm。而在NBT47014標(biāo)準(zhǔn)中的第6.1.5.2條又分了6mm和16mm的界限,所以筆者為6mm可以取小試樣,那么,小于6mm的PQR適用于焊件母材厚度的有效范圍最大值為2倍試件厚度且小于6mm,焊件母材厚度的最小厚度為T/2或1.5mm的較大值,而不是他們所講的1.5mm~2T的一個(gè)相對大的范圍,否則NB/T47014等6.1.5.2條就沒實(shí)際意義。
評定舉例。對此,按照NB/T47014標(biāo)準(zhǔn)分別作以下三個(gè)評定進(jìn)行舉例說明
4.1 PQR-1
評定試件材料厚度δ為4mm時(shí),免/未做沖擊試驗(yàn),則其它各項(xiàng)評定數(shù)據(jù)合格后,其合格的PQR的WPS厚度δ覆蓋范圍為1.5mm~8mm(產(chǎn)品無沖擊要求時(shí))或者2mm~6mm(產(chǎn)品有沖擊要求時(shí))。現(xiàn)假定該評定為“PQR-1”。
4.2 PQR-2
評定試件材料厚度δ為5mm時(shí),免/未做沖擊試驗(yàn),則其它各項(xiàng)評定數(shù)據(jù)合格后,其合格的PQR的WPS厚度δ覆蓋范圍為1.5mm~10mm(產(chǎn)品無沖擊要求時(shí))或者2.5mm~6mm(產(chǎn)品有沖擊要求時(shí))。現(xiàn)假定該評定為“PQR-2”。
4.3 PQR-3
評定試件材料厚度δ為6mm時(shí),評定進(jìn)行了沖擊試驗(yàn),則其它各項(xiàng)評定數(shù)據(jù)合格后,其PQR的WPS厚度δ覆蓋范圍為1.5mm~12mm(如果產(chǎn)品無沖擊要求時(shí))或者6mm~12mm(如果產(chǎn)品有沖擊要求時(shí))。現(xiàn)假定該評定為“PQR-3”。
4.4 PQR產(chǎn)品舉例
現(xiàn)有某產(chǎn)品板厚為8mm,沒有沖擊要求時(shí),那么支持產(chǎn)品WPS的PQR可以選擇PQR-1~PQR-3中的任何一個(gè)都可以。如果同樣產(chǎn)品板厚為8mm,有沖擊要求時(shí),那么支持產(chǎn)品WPS的PQR只能選擇PQR-3,而不是他們所謂PQR-1~PQR-3中的任何一個(gè)都有可以。
5 結(jié)論
5.1 全焊縫數(shù)量與PQR覆蓋范圍
1)當(dāng)試件厚度在20mm<δ≤70mm之間時(shí),只做一個(gè)全焊縫拉伸試樣,用于鍋爐產(chǎn)品其覆蓋范圍為5mm~70mm。
2)當(dāng)試件厚度δ>70mm時(shí),做了兩個(gè)全焊縫拉伸試樣,用于鍋爐產(chǎn)品其覆蓋范圍為5mm~200mm。
5.2 小于6mm的鋼板或無法截取5mm×10mm×55mm的試樣管材的PQR覆蓋范圍
1)產(chǎn)品無沖擊要求時(shí),小于6mm的PQR的覆蓋范圍執(zhí)行NBT47014表7、表8的規(guī)定;
2)產(chǎn)品有沖擊要求時(shí),而且一定要用沒有做沖擊試驗(yàn)的PQR來支持,那么小于6mm的PQR適用于焊件母材厚度的有效范圍最大值為2倍試件厚度且小于6mm,焊件母材厚度的最小厚度為T/2和1.5mm的較大值,而不是一味只執(zhí)行標(biāo)準(zhǔn)條款的1.5mm~2T。
3)如試件經(jīng)高于上轉(zhuǎn)變溫度的焊后熱處理或奧氏體母材焊后經(jīng)固溶處理時(shí),仍按NB/T47014-2011表7或表8執(zhí)行。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
