管座焊縫內側的相控陣超聲自動檢測
2014-03-28 01:14:34無錫市鍋爐壓力容器學會無損檢測專委會
中國特種設備安全 2014年3期
李 衍 無錫市鍋爐壓力容器學會無損檢測專委會
2011年版ASME 第Ⅰ卷《動力鍋爐》PW-52規定:焊縫用超聲方法對被檢體積進行檢測時,應全長檢測,所用方法和標準應按ASME第Ⅴ卷《無損檢測》第四章《焊縫超聲檢測》強制性附錄Ⅶ《基于制造質量驗收標準的UT要求》。而此附錄又明確指出:UT應使用基于計算機具有數據采集和分析能力的自動或半自動掃查設備進行。
長期以來,承壓設備管座焊縫一直是超聲檢測方法的焦點和難點。 按ASME法規,使用CITs法(即計算機成像法)UT,對一般縱向和環向對接焊縫來說沒有問題,但對管座焊縫來說,由于幾何形狀的復雜性,手工UT十分困難。本文介紹采用的機械掃查裝置,能靈活跟蹤,確保聲束對被檢管座焊縫及熱影響區達到全體積覆蓋,滿足法規要求。
本文討論有關管座焊縫檢測中的一些關鍵問題,并說明使用建模法有助于解決機械化檢測中的機械和超聲問題。
1 管接頭型式
管接頭一般是指連接在圓筒形或球形容器上的管型入口或出口。最簡單的結構是接管垂直插在本體上,接管與本體相貫線為一正圓。若接管斜插在本體上,則接管與本體相貫線為一橢圓。
對容器封頭正中的垂直接管,無論從容器表面或接管表面檢測管接頭,管接頭形狀呈各向對稱。對容器筒體的垂直接管,在筒體或接管表面檢測管接頭,以接管與筒體相貫線最高點連線或相貫線最低點連線為基準,管接頭形狀呈鏡面對稱。對容器筒體或封頭上的斜向接管,以接管與筒體相貫線最高點連線為基準,或以相貫線最高點與最低點連線為基準,檢測的管接頭形狀呈鏡面對稱。
管座焊縫的超聲檢測主要從開焊接坡口的工件(本體或接管)表面進行。管接頭型式分安置式(set-on)和插入式(set-in或set-through)兩種。安置式是接管一側開坡口,而插入式是本體一側開坡口。兩種管接頭型式見圖1。
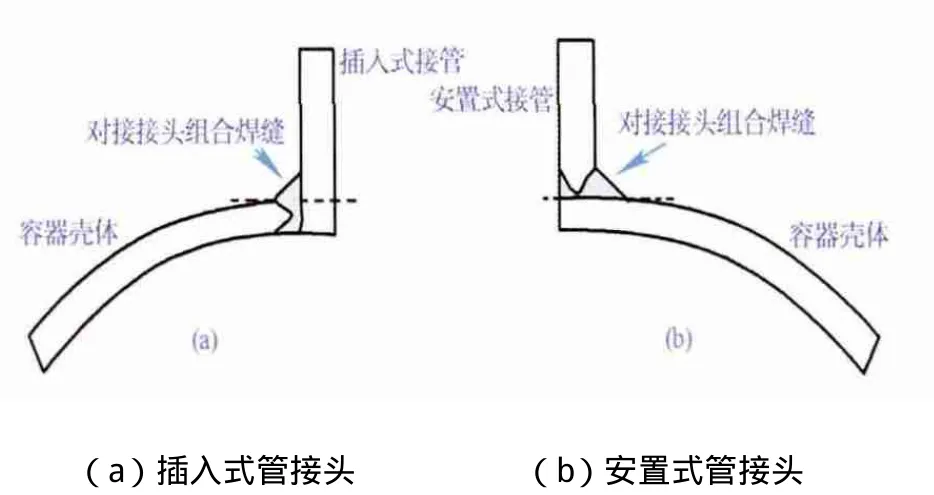
圖1 插入式和安置式管接頭示圖
有的插入式接管在連接處不成馬鞍形,即與筒體表面曲率不匹配,而是伸出筒體內壁。
2 掃查布置圖
按2011年版ASME要求,承壓設備UT前應作出掃查布置圖(Scan Plan)。在掃查布置圖中,為管座焊縫的相控陣超聲檢測(PAUT)尤需交代被檢焊接接頭的幾何細節。這些細節包括被檢焊縫的曲率變化,或探頭掃查表面的曲率變化。操作者除須了解曲率連續變化對聲束傳播的影響外,還須知道探頭移動過程中聲束方向或角度的相應變化。有的探頭可能需要作楔塊修整,以與探測面耦合良好。
建模有助于應對管座焊縫UT中碰到的所有問題。聲線示蹤模式程序可顯示探頭實際檢測位置,預測聲束中心線的行蹤。圖2即為插入式管座焊縫相控陣檢測探頭布置示例,用一般程序可給出遵循相控陣所用延時律的聲線示蹤和聲束覆蓋范圍圖。

圖2 插入式管接頭外探法超聲掃查布置和聲線示蹤圖(軟件ESBeamTool)
用簡圖表示的細化模式,還可表示所用探頭楔塊要否修整。歐標EN-1714就有這方面的要求(國標GB11345也吸納了該要求):若楔塊底面與探測面之間的間隙G>0.5mm,則楔塊底面應作修整,以與探測面吻合。只要已知探頭底面主尺寸和工件內徑,G值可借助于幾何三角算出。
以下說明用線陣相控陣探頭在接管內表面進行掃查時,楔塊底面需要曲面修整的實例。如圖3所示,用楔塊寬W=40mm的標準線陣探頭,在內徑Di=225mm的接管內對管接頭作機械掃查,算出楔塊平底面與接管內壁之間最大間歇G=1.8mm,此值大于EN 1714的許用值(即0.5 mm)。
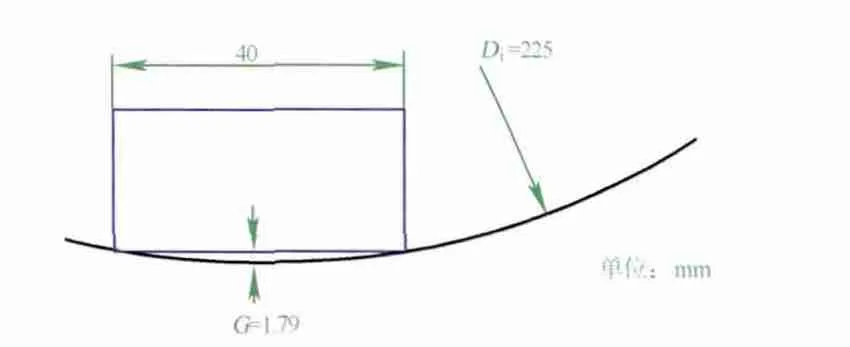
圖3 插入式接管內探法探頭平底面與容器內壁的最大間隙(G)
掃查條件模式還可細化,以修整探頭位置相對于焊縫標高的變化。焊縫標高與探頭位置的相對變化示例見圖2。容器本體與接管相貫線的最高點在0°和180°,而相貫線的最低點在90°和270°。圖4即示出了容器本體與接管相貫線位置對探頭標位的影響:0°和180°時最小(0 mm),90°和270°時最大。其它中間點位置對探頭標位的影響趨勢可依次推斷:0°→90°和180°→270°,由小而大;90°→180°和270°→360°由大而小。
接管垂直連接到圓筒上時,表面位移的估算公式如下:
式中:d——最大位移;
R——容器半徑;
r——接管半徑。
例如,直徑250mm的管子連接到直徑1000mm的容器上,則90°和270°位置時,容器表面位移約為15.4mm。
有關從容器外表面進行掃查的細節,是本課題第二部分的內容。以下即介紹建模工具如何用于設計插入式管座焊縫從接管內表面進行檢測的方法。
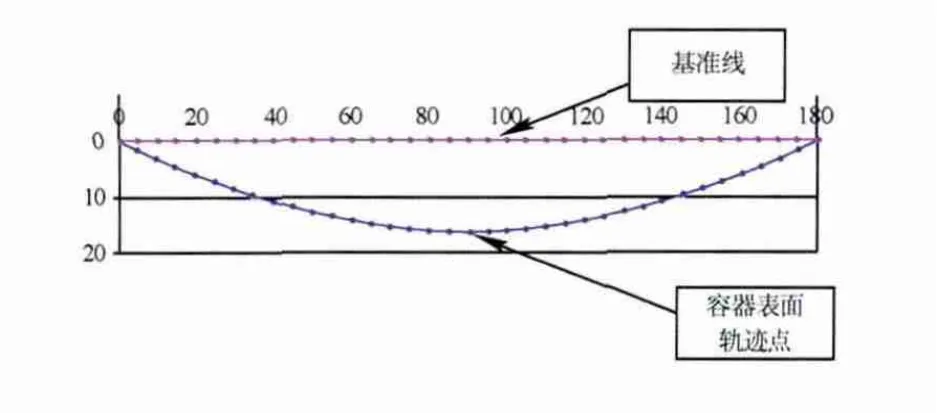
圖4 探頭和焊縫標位變化示圖
3 內探法要領
所謂內探法,是指借助于帶編碼器的機械掃查裝置,用相控陣線陣探頭,從接管內表面,對插入式馬鞍形管座焊縫進行掃查并顯示圖像和記錄的檢測方法。
3.1 焊接接口呈馬鞍形時
圖1是最常見的管座焊縫結構型式。對插入式接管連接端伸出容器內壁的結構,通常是用單晶探頭在接管內壁靠近接管伸出端的區域,作上下來回“光柵”式移動(老方法是用單探頭作單一機械移動)。但當焊接接口呈馬鞍形,即接管連接端與容器接口成形一致時,由于“光柵”掃查距離始終隨接管管端形狀變化,因此要求使用特意設計制作的機械跟蹤系統,以免探頭移動偏離接管連接端位置。
可安置一個線陣相控陣探頭,使之以固定的跨距,沿接管圓周內表面,對管座焊縫進行相控陣E掃查。先用數式求出沿連接管口的表面位移(參閱第2節),選用適當探頭,以確保探頭陣列始終處于固定深度位置,而電子掃查時的聲束覆蓋范圍足以跟蹤焊縫的馬鞍形。
注意:對壁厚很大的焊縫,探頭不可能用一個位置覆蓋整個被檢焊縫。
為應對插入式管座焊縫的實際超聲檢測,預先制作了驗證演示用的模擬焊接試樣。焊接試樣相關參數見表1:
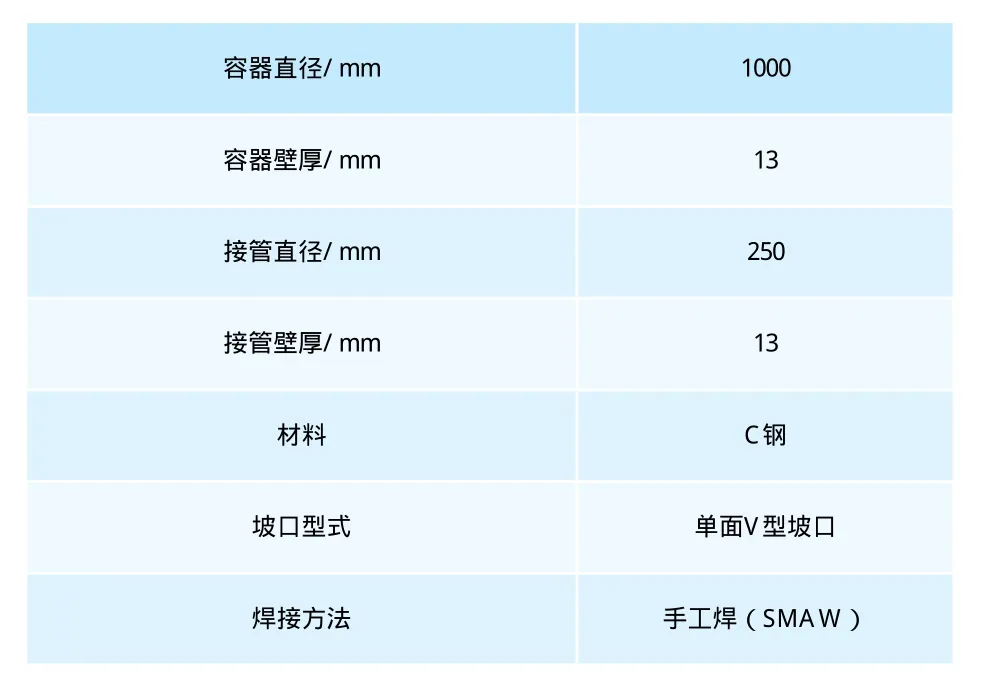
表1 焊接試樣相關參數
為評定模式化相控陣聚焦律對檢測的有效性,在焊接試樣焊縫區用電火花加工制作了4條模擬裂紋的線槽,另外還在焊縫中兩個區域特意制作了代表體型缺陷的密孔。管接頭試樣外觀見圖5,埋藏缺陷的性質和位置見圖6。電火花線槽(長×寬×深=15mm×1 mm×4mm)分別位于0°、90°、180°和270°位置,密孔分別位于40°和330°位置。

圖5 管接頭試樣外觀
3.2 管接頭掃查建模項目
● 3.2.1 位移計算
從接管內表面對插入式管接頭進行檢測,先要評估0°與90°位置之間的焊縫位移。實際上,這些數值從圖4即可得知,估算位移為15.4mm。
● 3.2.2 探頭選用和放置
然后,用聲線示蹤模式確定宜用探頭和楔塊,確定適應焊縫位移的探頭位置。由此,決定選用楔塊為0°的工業用線陣探頭(7.5MHz,60晶片陣列,芯距1mm,被動聲闌10mm,聚苯乙烯延遲塊厚度20mm)。使用聲線示蹤軟件,探頭置于接管內表面0°位置,選用適當的深度定位,使得聲束在90°位置位移最大時也能同樣覆蓋被檢區,同樣有效檢測焊縫。
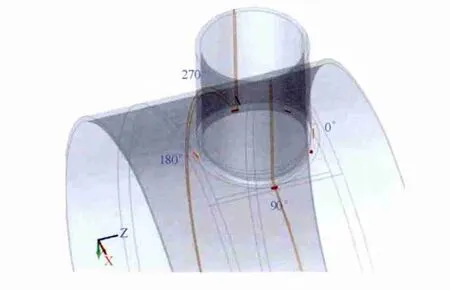
圖6 管接頭試樣中的缺陷布位
● 3.2.3 聚焦律選定
因探頭定位要對接管內表面進行機械跟蹤,應適當配置聚焦律,使超聲波束能對被檢焊縫和熱影響區實施體積覆蓋。插入式管接頭內探法聚焦律的設置效果見圖7所示。
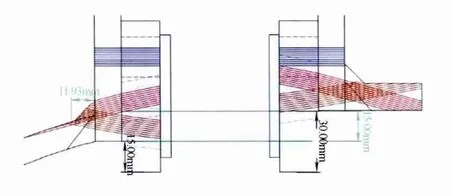
圖7 插入式管接頭內探法線掃查聚焦律設置效果
為用多種聲束角度獲得被檢體積覆蓋重疊性,提高缺陷檢出率,配置了三種電子掃描(E掃描),使用0°、10°和-15°三種縱波進行掃查。此配置的聲闌尺寸為12mm(即每一聚焦律激活12個相鄰陣元),沿探頭全長依次一組組激活。
圖7表示帶楔塊的探頭位置突出在0°位置之外40mm,這樣,當達到最大位移點時,也可讓聚焦律提供三種角度的聲束覆蓋范圍。在管接頭90°和270°位置,探頭楔塊邊緣離容器內壁還有15mm。
● 3.2.4 探頭底面曲率
因探頭楔塊底面為平面形,故使用的曲率建模軟件根據測出的間隙1.8mm,要求楔塊底面修整,與接管內表面吻合。
● 3.2.5 探頭移動機械模式
對管接頭采用UT內探法在接管內表面探測時,可接近性明顯限制操作者移動探頭,以致影響有重復性的編碼結果。因此,設計探頭工夾具時,要列入建模內容。這方面可借助于CAD(計算機輔助設計)設計探頭工夾具,同時為定位編碼器的移動提供方便。
掃查器由以下各部分組成:三腳定心規,頂面夾頭,導向螺絲(調節探頭深度位置),探頭夾頭(也可換裝其它楔塊或探頭),旋轉軸(頂部曲柄控制)。耦合劑的微型輸送管道,探頭和編碼器的電子線路均未示出,但可通過對中彈簧之間的空缺進行排布。
固定的CAD模型可變成動畫,即使整套裝置放在接管中,也可觀察因幾何形狀可能碰到的機械障礙或問題(如焊縫位移軌跡等)。
4 掃查結果
用配置的儀器和裝置,用建模軟件(ESBeam Tool)設置的聚焦律,并用IIW試塊中φ1.5mm橫孔校驗聚焦律,調整基于時間-校準-增益(TCG)的靈敏度水平,對管座焊縫進行相控陣超聲檢測。
圖8即為合并的C型顯示掃查結果,圖中示出了插入式管接頭用內探法相控陣超聲檢出的面型和體型缺陷。掃查軸(橫軸)用相關于探頭掃查位置的度數表示。

圖8 管接頭焊接試樣內探法相控陣面型和體型缺陷C型顯示
5 模擬軟件建模結果
要制作原尺寸的管接頭焊接試樣,費用很高。為使類似的精細掃查省時省力,建模已成為一些法規標準認可的通用選項。
為確認建模過程,在采用的模擬軟件(CIVA)中設置了模式化管接頭的圖樣。所提供的軟件還包括典型缺陷的設置,以及模式化相控陣探頭和楔塊的使用,其使用參數與實際掃查相同。
圖9~圖12即示出了管接頭接管內探法中,探頭在不同位置檢出的缺陷顯示分割式圖像:包括兩個“最高點”,兩個“最低點”,兩個“中間點”。

圖9 管接頭270°(相貫線最低點)位置的缺陷顯示
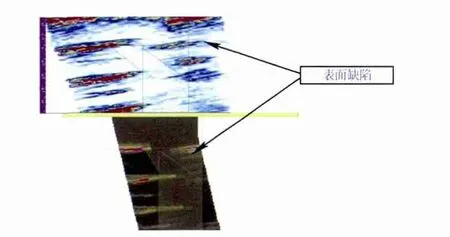
圖10 管接頭180°(相貫線最高點)位置的缺陷顯示
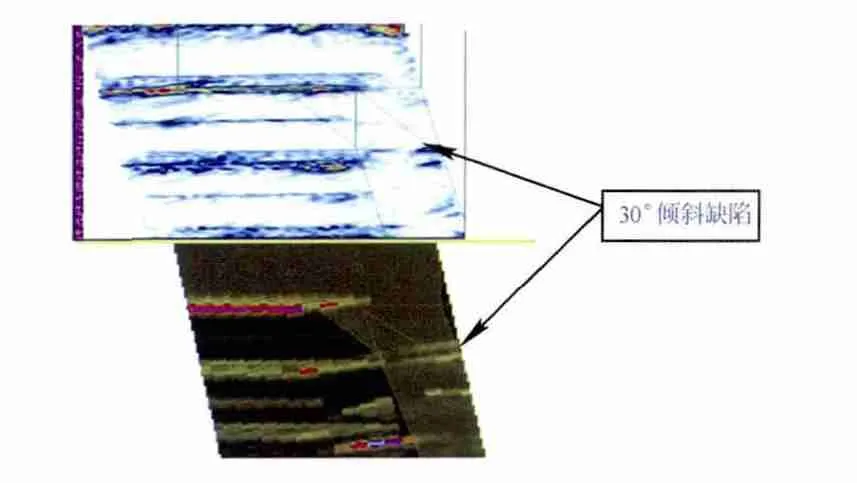
圖11 管接頭90°(相貫線最低點)位置的缺陷顯示
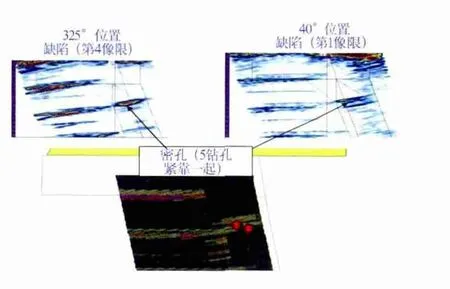
圖12 管接頭325°和40°(相貫線中間點)位置的缺陷顯示
6 結論與討論
1)建模可用于插入式管座焊縫的檢測掃查布置的設置和檢測驗證。
2)整個管座焊縫的馬鞍形形狀變化,均可用公式建模,并通過實際掃查作了驗證。
3)除聚焦律的選擇外,探頭和楔塊的適當選擇,能根據建模型式(ESBeamTool線跟蹤),提供足夠的體積覆蓋范圍。
4)楔塊底面的修整要求也由建模軟件(ES楔塊耦合間隙軟件)確定。
5)CAD建模可用于設計掃查裝置,視力驗證與焊縫輪廓軌跡的幾何干擾。
6)CIVA半解析建模可用于模擬管接頭試樣中的缺陷,為驗證使用方法的檢測能力提供方便。
7)根據以上結果,可望對不同方向、不同尺寸的其它缺陷,也可通過與CIVA模型的響應比較,為相控陣超聲檢測進行建模解析。
8)ASME最新版對承壓設備制造質量有關超聲無損檢測的CITs要求,不只適用于一般對接接頭對接焊縫的檢測,也適用于結構較復雜的管座焊縫(對接接頭組合焊縫)的檢測。采用帶編碼器的機械掃查裝置,制作模擬焊接試樣進行驗證試驗,使用建模軟件繪制掃查布置圖和記錄檢測結果,是貫標達標的關鍵程序。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
