以車代磨加工技術在高精度薄壁零件上的應用
2014-04-09 13:14:06中航工業航宇救生裝備有限公司湖北襄陽441003
金屬加工(冷加工) 2014年11期
關鍵詞:變形
中航工業航宇救生裝備有限公司(湖北 襄陽 441003) 郭 冉
外筒零件的加工是我公司在生產汽車自卸車液壓設備一種精密零件中的瓶頸,其要求加工精度和幾何精度高,又是薄壁深孔件,裝夾時變形大,還是一種不易切削的合金材料。初始采用萬能磨床磨內孔的方法,不但產品合格率低而且生產效率也低。通過對加工過程的特征進行分析,認為數車與磨削加工同樣都能達到外筒零件所要求的加工精度和幾何精度,而數車較磨削加工的效率高。外筒零件精加工的變形是出自零件的夾緊方向,是因為薄壁件不能承受徑向力,卻能承受較大的軸向力而不變形。只要能解決這些問題,就能解決該類零件加工過程中的技術難點實現以車代磨,高效率地加工出高精度薄壁深孔的零件。
1.外筒零件加工工藝分析
外筒零件材料是30CrMnSiA,結構如圖1所示,零件異型特征如下:
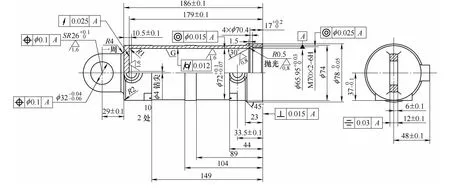
圖1 外筒零件圖
(1)零件外形由扁耳、圓凸臺、方凸臺和外圓構成,且型面復雜,裝夾面不規則。
(2)零件孔深,且為不通孔,孔深尺寸 (179±0.1)mm不允許超差。孔底端面只允許有φ4mm鉆圓弧孔,底端面要求高,內孔表面粗糙度值要求小。
(3)零件尺寸精度要求高,關鍵尺寸公差要求控制在0.03mm之內。零件幾何公差要求也高,孔的圓跳動為0.012mm,孔底端面圓跳動為0.025mm,外圓與孔的同軸度為0.015mm。
(4)零件是薄壁件,最薄處壁厚為3mm。在加工中變形大,因此加大了對控制尺寸精度和幾何精度的要求。
2.加工過程中出現的問題
針對以上零件特點可以分析出加工的難點集中在內孔的加工,孔為深孔且又為盲孔,薄壁的變形極大地影響圓柱度0.012mm和同軸度0.015mm的要求。按常規加工方法應該采用萬能磨床磨內孔及外徑,但實際加工中結合本單位的機床現狀,試制后發現以下的問題:①零件孔底端面由于磨桿過長,振動大,導致端面圓跳動0.025mm超差。②由于萬能磨機床本身在X方向沒有刻度控制,加工時尺寸(170±0.1)mm完全靠操作者經驗控制,超差件多。③磨內孔加工效率極低,一個工作日才能加工一件。④內孔和外徑加工分為兩工序,薄壁變形影響到同軸度的要求。
針對以上問題,項目組大膽嘗試采用數車加工代替磨工,以獲得高效率和高質量的產品零件。
3.工藝安排及關鍵工序確認
為了減少零件加工的變形,工藝安排如下:鍛件料→粗車 (外形、內孔去大余量)→熱處理去應力時效→半精車 (內孔及φ72mm、φ74mm和φ78mm外圓,均留余0.3mm)→加工中心 (銑外形各處凸臺、銑扁、制各孔,φ32mm孔、φ12mm孔留余0.2mm,扁尺寸12mm留余0.2mm)→熱處理35~38HRC→加工中心 (精加工扁平面、φ32mm孔、φ12mm孔)→數車 (精加工內孔、底端面及φ72mm、φ74mm和φ78mm外圓)→鉗 (精研內孔)。
其中內孔及外徑的數車是精加工的關鍵工序,要求一次裝夾零件完成。在本工序要求保證孔圓跳動0.012mm,孔底端面圓跳動0.025mm,外圓與孔同軸度0.015mm,同時保證內孔、外徑各部的尺寸公差。
4.優化切削刀具和切削參數選擇
以下是詳細講述數車車削過程中解決問題的方案:鏜內孔時主要是解決刀桿過長,振動大的問題。刀具選了φ40mm防振鏜刀桿,直接安裝在刀塔上。刀片選擇60°鏜刀片。切削參數選擇:在鏜內孔時,轉速n=600r/min,進給量f=0.06mm/r,吃刀量ap=0.1mm。保證高轉速,放慢走刀速度,可以很好地保證零件的表面粗糙度,完全可以達到Ra=0.8μm。但需要注意吃刀量的選擇,并不是吃刀量越小越好,在加工中ap=0.02mm時零件的表面粗糙度反而沒有ap=0.1mm時好。要結合零件材料及硬度合理選擇。吃刀量也不能大,加工應力很容易使薄壁零件變形。

圖2 30°鏜刀片
鏜內孔底端面時刀尖要求過中心,刀具選擇了φ25mm防振鏜刀桿,刀片選擇30°鏜刀片,如圖2示,刀尖鋒利,外凸出于刀桿,這樣便于孔底端面的整體加工。切削參數選擇:n=300r/min,f=0.06mm/r,ap=0.02mm。
5.夾具的設計
在數車加工中,為了保證零件的幾何要求,夾具的設計也是非常重要的。
(1)改進前夾具產生的問題:第一次試加工時,采用全包軟爪夾緊零件左側銑削加工的φ74mm外圓,鏜孔車外徑后檢測發現零件從孔口至深100mm處圓柱度為0.01mm。超過100mm深后圓柱度漸變差,越到孔底圓柱度越差,最后達到0.04mm。檢測外圓的圓柱度為0.04mm。分析后我們認為采用全包軟爪夾零件時夾緊力對薄壁零件的變形不利,即使把機床夾緊力調到最小,薄壁件徑向受力后變形還是無法控制的。
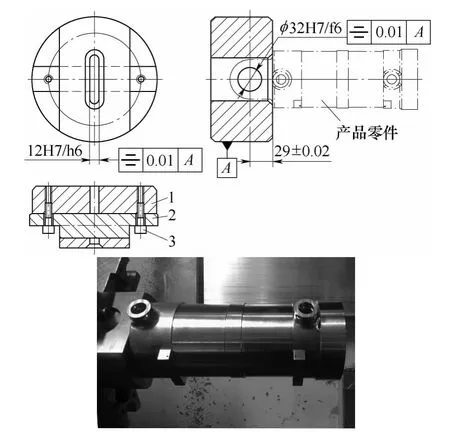
圖3 數車夾具
(2)改進后的夾具:改進的夾具如圖3所示。其設計的思路是改零件徑向受力為軸向受力,在工序編制時要求加工中心精銑零件時保證扁頭的尺寸(12±0.02)mm,孔φ32mm,孔距尺寸 (29±0.1)mm,同批零件尺寸一致。設計夾具時利用定位基座1定位扁頭的兩面,定位銷2插入定位基座1及零件φ32mm孔中定位,用兩個內六角頭螺釘3緊固定位基座1與定位銷2,并同時夾緊外筒零件。加工夾具時應嚴格控制各定位孔與夾具外徑的對稱度要求。使用時找正夾具外徑圓跳動及端面圓跳動在0.01mm以內。試制了一批20個零件,經三坐標儀計量結果,加工的30件均為合格。
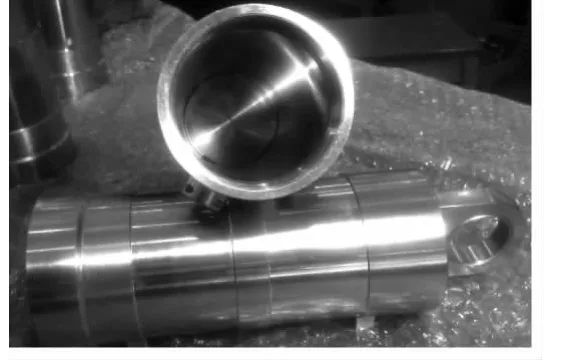
圖4
實際加工零件的效果如圖4所示。表面粗糙度好,完全可以保證圖樣要求。
6.結語
通過兩批共80件零件的加工來看,用數車代替磨工的加工方法是可行的。加工零件的質量穩定,表面粗糙度好,合格率為100%。加工效率得到了極大的提高,從磨時一個工作日加工一件,提高到數車時2h加工一件。由此,在類似零件的加工中不是非要用磨削加工,數車也能代替磨削加工被廣泛地運用。只要我們抓住問題的核心,又有解決問題的辦法,難題總是能得到圓滿的解決。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
