創新型薄壁零件彈性夾具設計
2014-04-09 13:14:08黑龍江齊齊哈爾市北方華安工業集團公司東區特種機加廠161006信連志
金屬加工(冷加工) 2014年11期
黑龍江齊齊哈爾市北方華安工業集團公司東區特種機加廠(161006) 信連志
1.薄壁彈性夾具加工使用中的問題
原有薄壁彈性夾具在使用中經常發生工件裝夾時,工件安裝不上或工件卸不下來的現象,主要原因是安裝或卸下時錐度彈性套跟著工件移動,使彈性套在外力下彈開,使工件脹緊產生工件卡死,根據實際情況,決定在錐度導引頭前后安裝彈簧來解決此問題。
2.新夾具的結構和使用方法
該夾具的組成如圖1所示。它是利用拉桿帶動錐度導向拉頭向左側移動,使開口錐度彈性套脹開,對工件實施內圓緊固,達到徑向無間隙夾緊。
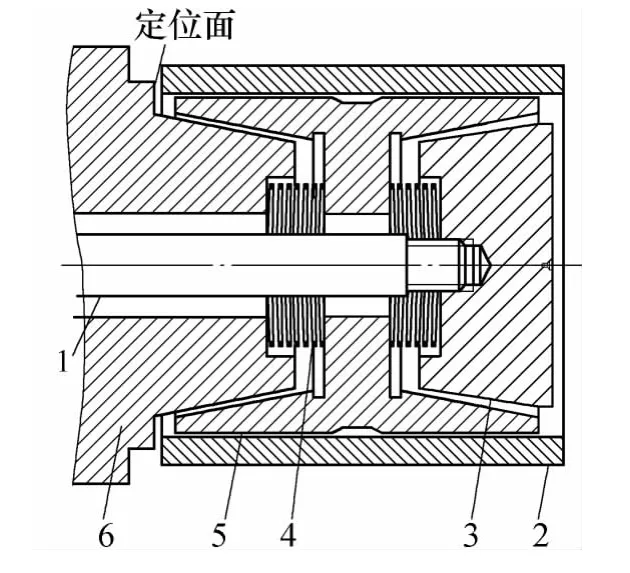
圖1
工作過程如下:
(1)夾緊過程:使用夾具時,工件靠緊定位面,收緊拉桿使錐度導向拉頭收緊,使開口錐度彈性套受軸向力,左移過程中產生均勻的彈性變形,將薄壁工件脹緊,并借壓合處的摩擦力傳遞轉矩帶動工件旋轉。夾緊力均勻作用在整個圓周的孔壁面積上,故夾緊變形小,雙錐度彈性夾具與工件基準孔沒有間隙,所以有很好的定心精度。
(2)松開過程:松開拉桿,使錐度導向拉頭向右側移動消除錐度開口彈性套 (見圖2)的軸向力。錐度開口彈性套產生徑向收縮,在自身收縮力和彈簧力的作用下,離開夾具體與錐度導向拉頭。松開過程結束,工件即可取下。
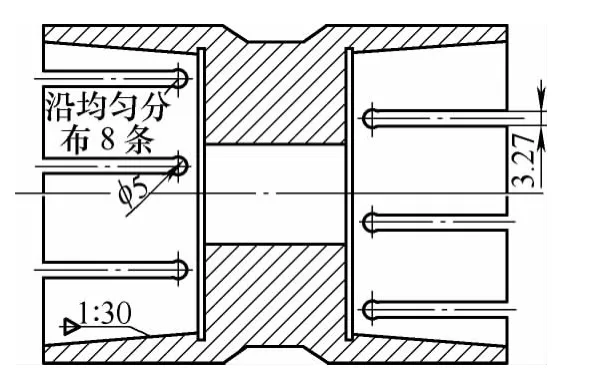
圖2 雙錐度開口彈性套
3.夾具制作與使用中的問題
(1)應保證夾具體、雙錐度彈性套及錐度導向拉頭的錐度一致。
(2)壓縮彈簧的安裝應在無夾緊力時完全松開,以保證壓縮彈簧具有被動松開錐度彈性套的作用。
(3)當工件表面產生波紋或振動時,可使用頂尖扶正中心孔,減少振動,改善加工條件。
(4)當工件產生錐度時可利用數控機床G1插補來解決,并利用數控機床提高加工精度,解決臥式車床軸向與徑向公差難控制在0.12mm的問題。
4.結語
創新型薄壁彈性夾具在實際中的使用,顯現出較好的裝夾性及加工精度較高等特點。對于薄壁工件的加工產品批量大的企業,可使用改進型薄壁彈性夾具,達到提高產品合格率,減少生產時間,增加經濟效益的目的。
