DT4C電工純鐵磁性零件端面深槽的加工
2014-04-09 13:52:56中航工業(yè)鄭州飛機(jī)裝備有限責(zé)任公司河南450005艾心靈何明輝谷萬淼
金屬加工(冷加工) 2014年9期
中航工業(yè)鄭州飛機(jī)裝備有限責(zé)任公司 (河南 450005) 艾心靈 何明輝 谷萬淼
DT4C電工純鐵磁性零件端面深槽的加工
中航工業(yè)鄭州飛機(jī)裝備有限責(zé)任公司 (河南 450005) 艾心靈 何明輝 谷萬淼
在以DT4C電工純鐵為材料的某磁軛類零件上,端面槽深18 mm,寬5.15 mm,如圖1所示。加工端面深槽時(shí),切削力較大,排屑比較困難,切槽刀易產(chǎn)生振動(dòng)、崩刃,甚至折斷等現(xiàn)象,該零件因DT4C電工純鐵材料軟、粘刀,使得此類問題更為突出。因此,制定合適的加工方案并設(shè)計(jì)結(jié)構(gòu)合理的刀具是DT4C電工純鐵磁性零件端面深槽加工的關(guān)鍵。
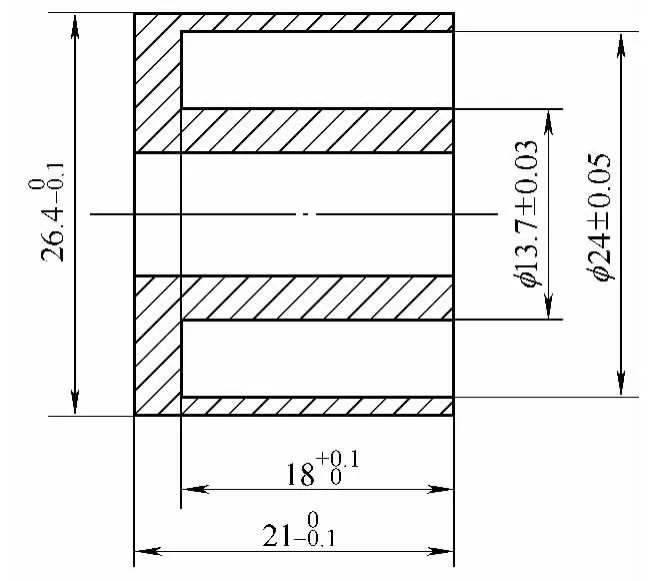
圖1 零件端面深槽尺寸
1.切削工藝分析
(1)端面深槽的加工特點(diǎn)分析 端面溝槽加工,具有較大的技術(shù)難度,特別是加工較深的端面溝槽,切槽刀容易產(chǎn)生振動(dòng)和折斷,工件也容易產(chǎn)生振紋等現(xiàn)象,很難保證工件的尺寸精度和表面質(zhì)量。如圖1所示,該零件為典型端面深槽類,切削難度大。利用車床加工端面深槽時(shí),由于刀具和工件的切削形式是線切削,因而容易產(chǎn)生較大的切削力,同時(shí)加工時(shí)排屑比較困難,切槽刀易產(chǎn)生振動(dòng)、崩刃,甚至折斷等現(xiàn)象。通過分析,車床上加工端面深槽時(shí),刀具的結(jié)構(gòu)合理選用和設(shè)計(jì)以及排屑是關(guān)鍵。
(2)DT4C電工純鐵的切削分析 DT4C電工純鐵鋼質(zhì)純凈度高,電磁性能好,常用于精密零件的制造,但該材料特性軟,在切削加工時(shí)容易出現(xiàn)“粘刀”現(xiàn)象,切削過程中刀具磨損較為嚴(yán)重,以其為材料的精密零件的制造難度很大。加工時(shí),應(yīng)通過選擇合理的刀具角度來提高刀具的鋒利程度,從而降低切削力,使切削更加暢快。若利用硬質(zhì)合金刀具高速加工較困難,而用高速鋼刀具低速加工比較安全、可靠,能保證零件有好的切削性能和表面粗糙度。
(3)傳統(tǒng)的端面切槽刀及其弊端 傳統(tǒng)的端面切槽刀可由高速鋼刀具刃磨而成,端面切槽刀的刀頭部分長度=槽深+(2~3)mm,刀寬根據(jù)需要刃磨。這些刀具要求主刀刃與兩側(cè)副刀刃之間對稱平直,其中加工內(nèi)孔一側(cè)的左副后刀面的圓弧半徑R必須小于端面槽的大圓弧半徑,如圖2所示。在加工端面深槽時(shí),剛性和強(qiáng)度較差,刀具易折斷。
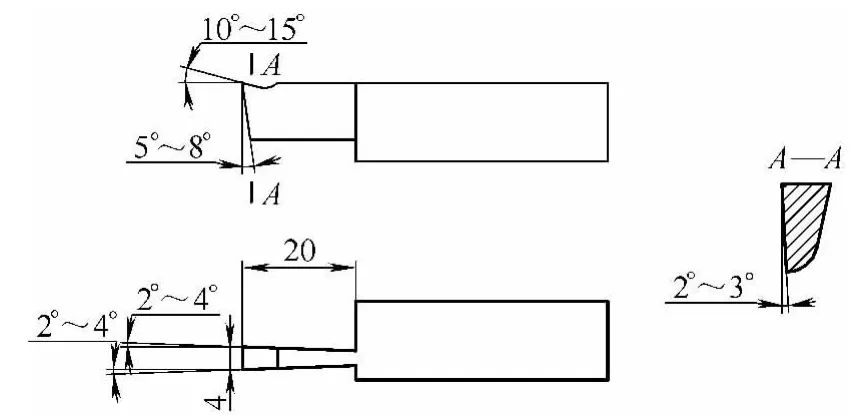
圖2 一般端面切槽刀
2.刀具的選擇與設(shè)計(jì)改進(jìn)
在端面上切直槽時(shí),切槽刀的左刀尖相當(dāng)于車削內(nèi)孔,右刀尖相當(dāng)于車削外圓,因此其幾何形狀是外圓車刀和內(nèi)孔車刀的綜合。
(1)自制改進(jìn)的粗加工刀具 根據(jù)端面槽加工的難點(diǎn)和DT4C電工純鐵的材料特性,對刀具結(jié)構(gòu)進(jìn)行改進(jìn),粗加工由原來的單刃車削改為空心立銑刀圓周多刃車削。針對該零件可采用報(bào)廢立銑刀,退火后,中心鉆出φ14 mm內(nèi)孔,再淬火至刀具硬度,銑刀外徑磨削至φ23.6 mm,倒錐2°~3°,內(nèi)孔磨至φ14 mm,倒錐2°~3°,端面磨平。因立銑刀加工中作旋轉(zhuǎn)運(yùn)動(dòng),各主切削刃相對存在角度,在臥式車床上使用時(shí),零件旋轉(zhuǎn)刀具固定,零件加工時(shí)易排屑。刀具如圖3所示。
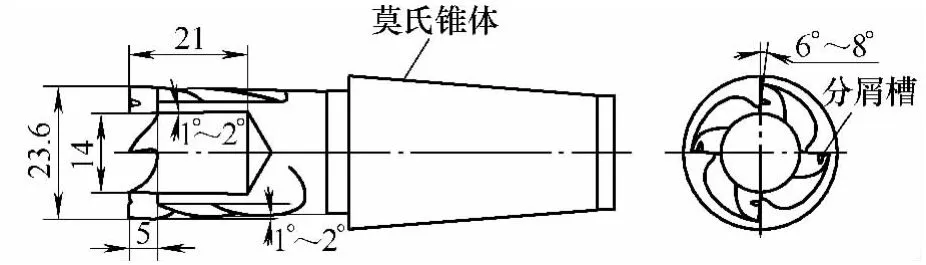
圖3 空心端面槽刀
它有以下改進(jìn)特點(diǎn):一方面刀體為空心立銑刀,柄部為莫氏錐度,便于刀具的定心和穩(wěn)定。主刀刃位于立銑刀的端面,副刀刃為空心銑刀的內(nèi)、外徑,利于增強(qiáng)刀體強(qiáng)度,提高刀具抗沖擊力,沿刀體端面和圓周均勻設(shè)置刀刃,以及刀具的加工、刃磨和測量。另一方面刀刃數(shù)量為3~4齒,螺旋槽平均分布在圓周上,切削力平均分配在多個(gè)刀刃上,刀刃受力均勻,為增加刀刃的鋒利度,在各主刀刃上錯(cuò)開磨出分屑槽,采用0°刃傾角,使切屑更容易沿各螺旋槽排出,當(dāng)退刀時(shí)還可以帶走更多的切屑,減少因切屑堵塞引起的刀具損傷。
該空心端面槽刀加工DT4C材料時(shí),因斷屑性能差,不宜采用自動(dòng)進(jìn)給,可通過手動(dòng)鉆削控制斷屑和排屑。
空心銑刀制作時(shí)應(yīng)注意:一方面銑刀選擇不宜太小,銑刀圓柱體部分 =端面槽小徑 +(4~5)mm,使刀具最小壁厚不小于2 mm,以保證刀具的強(qiáng)度;另一方面要保證刀體端面各主切削刃相交于刀體中心,各主刀刃上錯(cuò)開磨出分屑槽,減小軸向切削抗力。
通過分析和加工試切,該空心槽刀的剛度和強(qiáng)度可以滿足零件的要求,8 h可加工60~80件,效率成倍提高。但因零件材料DT4C電工純鐵的特性,空心銑刀加工中磨損較快,且鉆出的端面槽表面質(zhì)量較差,不適于精加工。
(2)端面深槽的精加工刀具 端面切槽刀屬深槽加工刀具,除要求有一定的切削強(qiáng)度,同時(shí)還要考慮加工過程中刀具后角是變化的,要優(yōu)選一個(gè)合適的后角。深槽車削排屑比較困難,除選用合適的前角外還要有排屑流暢的圓弧,讓切屑順利排出。
采用高速鋼刃磨精車刀,端面切槽刀的刀頭部分長度=槽深+(2~3)mm,刀寬根據(jù)需要刃磨,如圖4所示。要求主刀刃與兩側(cè)副刀刃之間對稱平直,其中加工內(nèi)孔一側(cè)的副后刀面的圓弧半徑R必須小于端面槽的大圓弧半徑,使另一側(cè)加工外圓的副后刀面的圓弧半徑R大于端面槽的小圓弧半徑,防止刀具與端面槽孔壁干涉,提高刀具的剛性和強(qiáng)度,進(jìn)行端面槽的精加工。
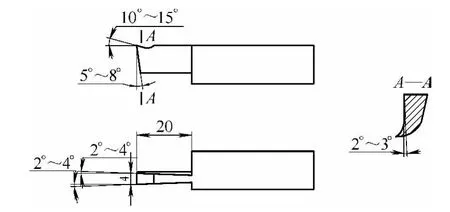
圖4 精加工的端面切槽刀
3.切削參數(shù)的確定
(1)粗加工設(shè)備采用CA6140臥式車床,因刀具材料為高速鋼,適于低速切削,選用400~500 r/min;粗鉆時(shí)采用手動(dòng)進(jìn)給,切削中根據(jù)排屑情況確定進(jìn)給速度和退刀,切削時(shí),應(yīng)充分加注切削液。
(2)精加工設(shè)備采用數(shù)控車床,車孔時(shí)vc=25~30 m/min,車軸時(shí)vc=30~35 m/min,ap=0.1~0.2 mm,f=0.1 mm/r。為減小刀具磨損,采用切削油潤滑冷卻。
4.結(jié)語
DT4C電工純鐵磁性零件,料軟、粘刀,使刀具磨損較快,精度難于保證,尤其是在加工端面深槽時(shí),極易斷刀。通過對端面深槽切削特點(diǎn)進(jìn)行分析,并結(jié)合DT4C電工純鐵材料加工特性,設(shè)計(jì)改進(jìn)粗加工切槽刀的結(jié)構(gòu)形式,確定了這種空心立銑刀在端面深槽切削中的應(yīng)用,改進(jìn)了精加工刀具,優(yōu)化切削參數(shù)。經(jīng)實(shí)踐,有效提高了DT4C電工純鐵磁性零件上端面深槽的加工生產(chǎn)效率,滿足該零件切削加工要求,解決了該類零件端面深槽的加工難題,對同類零件的加工有良好的借鑒和參考。
20131217)
