超級電容器薄膜厚度在線檢測方法研究與實現(xiàn)
2014-04-10 12:22:30陳幼平王德剛
機械與電子 2014年5期
丁 博,喬 昱,陳幼平,王德剛
(1.華中科技大學機械科學與工程學院,湖北 武漢430074;2.武漢市工程咨詢部,湖北 武漢430074)
0 引言
超級電容器是一種兼具普通電容器與化學電池優(yōu)點的儲能器件,具有功率密度高、能量密度大、壽命長、充放電速度快、放電電流大和環(huán)境友好等優(yōu)點,在電動汽車、軍工、軌道交通、航空、后備電源、光伏、風電等領域有廣闊的應用前景[1]。碳電極超級電容的結(jié)構(gòu)類似于鋰電池。其生產(chǎn)工藝為將碳粉均勻涂覆至鋁箔表面,待鋁箔正反兩表面均涂覆碳層后,將鋁箔卷繞最終制成柱狀超級電容器。
生產(chǎn)過程中涂覆碳層的厚度控制直接影響電容的品質(zhì)與安全。由于涂覆碳層厚度小,環(huán)境噪聲和機器本身震動,涂布工藝穩(wěn)定性差等因素,厚度檢測和控制困難,而涂覆碳層本身控制精度要求高。因此,設計一套穩(wěn)定實用的檢測方案尤為重要[2]。
作為超級電容薄膜厚度檢測控制系統(tǒng)的一個部分,使用工控機為載體,Keyence公司的IL030激光測距傳感器作為檢測元件,NI公司數(shù)據(jù)采集卡進行數(shù)據(jù)采集,使用LabVIEW可視化軟件編寫數(shù)據(jù)采集和濾波程序來獲取碳層厚度。檢測方案結(jié)構(gòu)簡單,性能穩(wěn)定,很好地滿足項目要求。
1 厚度檢測系統(tǒng)的原理及結(jié)構(gòu)
測控系統(tǒng)結(jié)構(gòu)如圖1所示。系統(tǒng)采用激光反射檢測的方法測得碳層的厚度。部分專家采用C形對稱布置的2個激光傳感器,用差分的方法求得所測薄膜的厚度。這是一種常用的有效的檢測方式[3]。但是本涂布機的生產(chǎn)工藝中,熱風烘干給鋁箔帶來了幅度極大的震動。如采用差分形對稱布置激光傳感器,經(jīng)常會出現(xiàn)鋁箔震動超出檢測范圍的情況。因此,針對現(xiàn)場情況,設計了如圖2的檢測方案。檢測裝置由傳感器龍門架、激光傳感器和固定軸組成。當鋁帶經(jīng)過圓柱固定軸最上端時,配合一定的張力使得鋁帶的震動最小。采用多個傳感器可以對多個傳感器值進行平均得到整體厚度,也可以檢測刮刀位置是否水平。
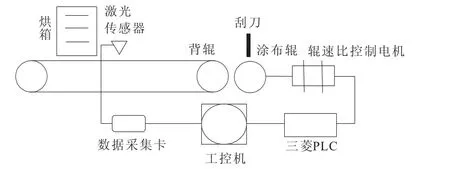
圖1 測控系統(tǒng)結(jié)構(gòu)
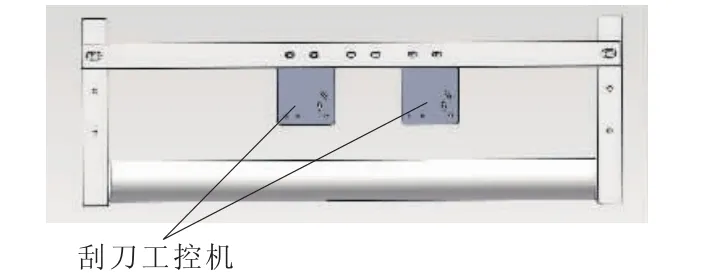
圖2 單端檢測方案結(jié)構(gòu)
a.檢測原理。涂覆完成的碳層在進入烘箱前檢測涂布在鋁箔上的濕漿料的厚度,經(jīng)過烘干后,使用千分尺檢測干碳層的厚度,得到干、濕碳層的厚度變化規(guī)律。以檢測濕碳層厚度間接得到干碳層的厚度。因烘箱長度超過10m。因此,使用這種檢測原理可以及時檢測碳層厚度變化,減小檢測延時。
b.檢測方法。安裝鋁箔,待鋁箔安裝到位,涂布機張力正常時矯正傳感器,此時厚度值設為0;開始涂布,當涂布后的鋁箔經(jīng)過檢測點時,傳感器測得的厚度為濕碳層厚度,計算得到干碳層厚度。
2 檢測數(shù)據(jù)處理算法
在超級電容的生產(chǎn)中,精確的在線測厚是制造環(huán)節(jié)中重要的控制節(jié)點。在實際生產(chǎn)過程中,由于檢測現(xiàn)場環(huán)境惡劣,干擾因素多,如流體炭層表面特性,基帶和機器本身的震動和現(xiàn)場噪聲等,都嚴重影響了檢測結(jié)果的精度[4]。而單純采用提高檢測環(huán)境或者檢測原件質(zhì)量不僅效果一般,而且不具經(jīng)濟型。因此,此類檢測系統(tǒng)的重點在于通過對原始數(shù)據(jù)的特點選擇合適的處理方法進行分離或者抑制誤差,迅速準確得到實際碳層厚度。
2.1 生產(chǎn)過程中原始數(shù)據(jù)特點
對傳感器采集到的原始數(shù)據(jù)進行分析,在生產(chǎn)過程中一般會出現(xiàn)3種情況。如圖3所示。
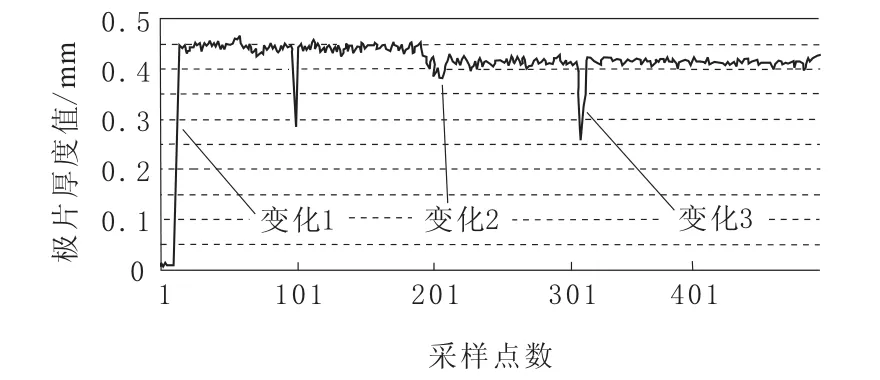
圖3 實際生產(chǎn)中數(shù)據(jù)總體
2.1.1 階梯形變化
此類曲線表明涂覆碳層厚度發(fā)生階梯形變化,厚度發(fā)生突變并在一段時間維持在該厚度。有多種原因會形成這種變化,如涂布開始及結(jié)束階段碳層厚度突變和鋁箔部分沒有涂覆上濕碳層等因素。實際生產(chǎn)過程中這種突變的時間長,在正常生產(chǎn)中出現(xiàn)該情況則需要停機檢查。
2.1.2 單方向波形變化
此類厚度趨勢變化說明涂覆碳層厚度在向一個方向發(fā)生變化,標志碳層厚度在穩(wěn)定增加或者減小,通常是漿料粘稠度或者溫度變化和輥速比改變所造成。如果波動超過了允許的變化范圍,則需要控制PLC調(diào)整輥速比,保證涂布厚度在質(zhì)量范圍內(nèi)。
2.1.3 短時大幅度波動變化
此類厚度趨勢變化說明厚度在一定范圍內(nèi)發(fā)生短時幅度較大的不規(guī)律變化,是較常見的需要關(guān)注的波形。通常是因為設備(輥縫、傳動、烘箱)工作不穩(wěn)定或者漿料準備問題造成。波動如果超過涂布品質(zhì)要求范圍,則需要檢查可能影響涂布生產(chǎn)的環(huán)節(jié)。
2.2 小波濾波算法原理
小波分析作為近些年來逐步發(fā)展起來的數(shù)學分支,因其采用時域和頻域聯(lián)合來表示信號的特征在信號處理、故障診斷等領域得到了廣泛的應用。小波濾波的原理:假定有效信號表現(xiàn)為低頻信號且相對比較平穩(wěn),而噪聲信號為高頻信號。將原始信號進行小波分解后,噪聲部分主要集中在高頻小波系數(shù)中。包含有效信號的小波系數(shù)幅值較大數(shù)目少;而噪聲信號的的小波系數(shù)幅小數(shù)目多。在進行小波濾波時,為消除噪聲可令高頻段的小波分解系數(shù)為零,然后對信號重構(gòu)即可達到消噪的目的,得到誤差抑制處理后的被測膜厚度。小波去噪的流程如圖4所示。

圖4 小波去噪流程
采用Mallat塔式分解算法進行正交小波變換時,信號可以用多尺度分解公式得:
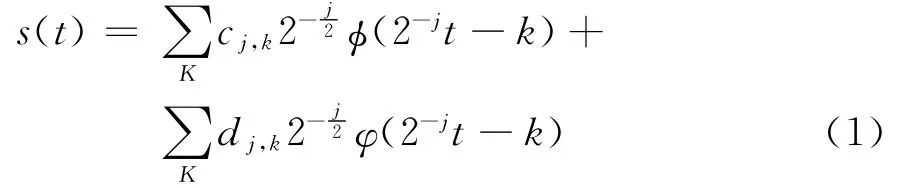
分解系數(shù)cj,k和dj,k分別稱為離散平滑近似信號和離散細節(jié)信號,遞推公式為:

h0和h1分別為低通數(shù)字濾波器和高通數(shù)字濾波器的單位抽樣相應。
在完成小波分解后,小波閾值的濾波方法主要由閾值,閾值函數(shù)和分解層數(shù)3個因素決定。根據(jù)基本的噪聲模型,閾值的選取規(guī)則主要有4種,即固定閥值、無偏似然估計閾值、啟發(fā)式閾值和極大極小值閾值。有專家提出在薄膜檢測中不管采用哪種閾值規(guī)則,信噪比都隨著分解層數(shù)的增加下降,當分解層數(shù)大于4時信噪比的變化趨于緩慢,無偏似然估計閾值法較其他規(guī)則降噪的信噪比高[5]。在本項目中采用分解階數(shù)為4的無偏似然估計閾值小波進行信號處理。無偏似然估計確定閾值的算法:將輸入信號x(k)序排列得到x1(k),令y(k)=(k),則無偏似然估計值計算公式為:
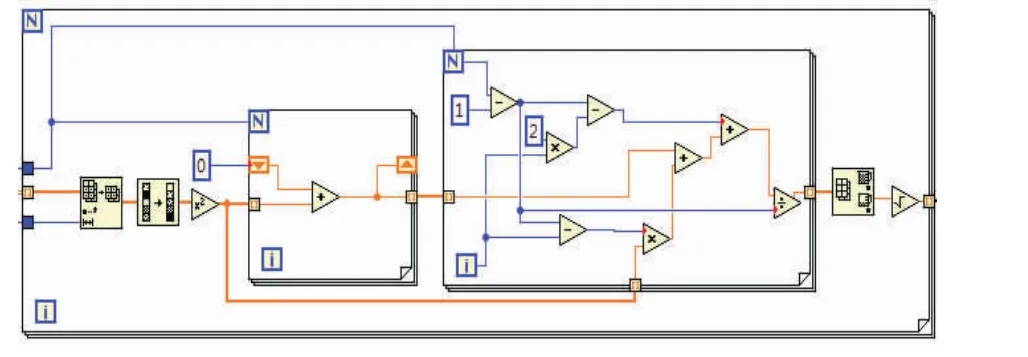
圖5 閾值計算程序
在LabVIEW中閾值計算模塊程序如圖5所示。在閾值計算完成濾波處理后,需要將有用信號進行重構(gòu)得到信號。小波重構(gòu)的Mallat算法跟分解算法正好相反。小波分解和重構(gòu)的模塊在Lab-VIEW中Advanced Signal Processing工具包中有對應模塊。
2.3 粗大誤差判別
在實際生產(chǎn)過程中,數(shù)據(jù)曲線可能發(fā)生短時跳動的情況,且震動幅度較大。這些數(shù)據(jù)難以反映實際的生產(chǎn)狀況,且容易形成震蕩控制,極大地影響產(chǎn)品質(zhì)量。因此,在進行小波濾波前,使用了3σ準則來有效的判別和剔除粗大誤差。
3σ準則假設一組檢測數(shù)據(jù)只含的誤差為正態(tài)分布,計算出該組的標準偏差。若給定此數(shù)據(jù)的置信水平為P=99.7,確定區(qū)間為3σ,認為凡超過這個區(qū)間的誤差,就不應該屬于粗大誤差,該數(shù)據(jù)應該剔除。對于一組檢測數(shù)據(jù)x1,x2,…,xn。設某一檢測值xi的檢測誤差為vi,vi=xi-。標準差為:

剔除殘余誤差應滿足|vi|>3σ程序處理的流程如圖6所示。
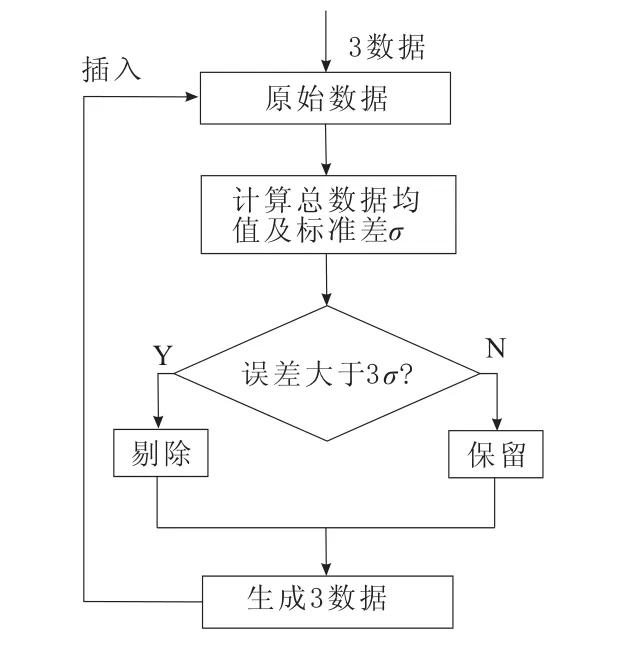
圖6 粗大誤差判別剔除流程
當鋁箔移動速度為83mm/s時。圖7表示的是原始數(shù)據(jù)。
圖7 原始數(shù)據(jù)
圖8表示原始數(shù)據(jù)經(jīng)過粗大誤差判定后所得波形,可以看出原始數(shù)據(jù)中偏差較大的幾個點被剔除。
圖9是剔除粗大誤差后經(jīng)過小波濾波后所得數(shù)據(jù)。經(jīng)過2次濾波后,噪聲和粗大誤差都得到了很好地抑制,得到的波形較為平穩(wěn),處理后的數(shù)據(jù)能夠很好地反應實際涂覆碳層厚度。
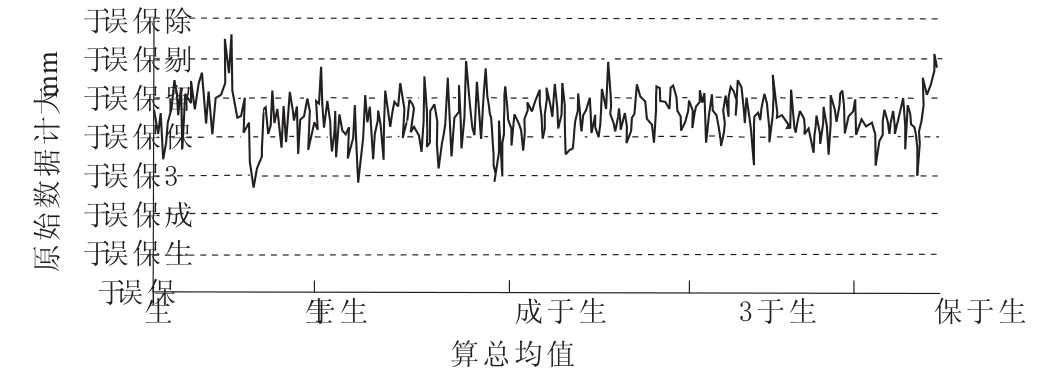
圖8 粗大誤差判別剔除后數(shù)據(jù)
圖9 小波濾波后數(shù)據(jù)
3 結(jié)束語
提出了一種碳電極超級電容薄膜厚度在線檢測的方法,能夠很好地檢測出薄膜碳層厚度,再加上適當?shù)目刂扑惴▌t可以達到生產(chǎn)自動控制的目的。目前,系統(tǒng)已在生產(chǎn)線上投入使用,經(jīng)測試運行各部分功能正常,檢測精度能夠達到±3μm,提高了超極電容生產(chǎn)的自動化水平和質(zhì)量。隨著超級電容以及類似產(chǎn)品需求的不斷增加,薄膜厚度檢測和數(shù)據(jù)處理技術(shù)今后必將獲得更為廣泛的應用。
[1] 郎 鵬,任 劍.發(fā)展我國鋰離子動力電池關(guān)鍵工藝設備思考[J].電子工業(yè)專用設備,2009,(11):23-26.
[2] 曹秉剛,曹建波,李軍偉,等.超級電容在電動車中的應用研究[J].西安交通大學學報,2008,(11):1317-1322.
[3] 郭全喜.基于DSP技術(shù)的激光三角法檢測裝置的研究[D].哈爾濱:哈爾濱工業(yè)大學,2007.
[4] 連 軍.激光測厚儀在鋰電池極片生產(chǎn)中的應用[J].電源技術(shù)研究與設計,2012,(36):186-187.
[5] 臧玉萍,張德江,王維正.小波分層閾值降噪法及其在發(fā)動機震動信號分析中的應用[J].震動與沖擊,2009,(8):57-60.
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
