鋁合金熱軋帶材“中凸度超標+中間波浪”板形缺陷的原因分析與改進措施
2014-04-12 07:44:50陳祚啟高作文黃國云
鋁加工 2014年5期
陳祚啟,高作文,劉 煜,黃國云
(1.廣西柳州銀海鋁業(yè)股份有限公司,廣西 柳州 545001;2.中鋁河南鋁業(yè)有限公司,河南 洛陽 471000; 3.大力神鋁業(yè)股份有限公司,江蘇 丹陽 212300)
鋁合金熱軋帶材“中凸度超標+中間波浪”板形缺陷的原因分析與改進措施
陳祚啟1,高作文2,劉 煜1,黃國云3
(1.廣西柳州銀海鋁業(yè)股份有限公司,廣西 柳州 545001;2.中鋁河南鋁業(yè)有限公司,河南 洛陽 471000; 3.大力神鋁業(yè)股份有限公司,江蘇 丹陽 212300)
試驗研究了單機架雙卷取四輥可逆熱軋機生產(chǎn)5182鋁合金時,產(chǎn)生“中凸度超標+中間波浪”缺陷的原因。結(jié)果表明:工作輥原始凸度太小、道次壓下量不合理、乳液噴淋壓力太小是導致產(chǎn)生該缺陷的主要原因。通過增大工作輥原始凸度、優(yōu)化道次壓下量、提高乳液噴淋壓力可以消除此缺陷。
鋁合金;中凸度超標;中間波浪;熱軋;板形缺陷
0 前言
中凸度、波浪是鋁及鋁合金熱軋帶材板形控制的兩個重要及關鍵內(nèi)容。在熱軋穩(wěn)定軋制階段,0<中凸度<1%、在線目視無波浪缺陷被視為鋁及鋁合金熱軋帶材板形合格的重要指標。某公司采用2400mm單機架雙卷取四輥可逆熱軋機生產(chǎn)寬為1100~1500mm的5182鋁合金時,均出現(xiàn)“中凸度>1%+中間波浪”的板形缺陷。該公司技術(shù)人員經(jīng)過一系列的原因分析、工藝改進,終于消除了這一質(zhì)量缺陷。本文對此進行分析和總結(jié)。
1 試驗條件和方法
試驗在2400mm單機架雙卷取四輥可逆熱軋機上進行,該軋機可生產(chǎn)1~8系鋁及鋁合金,最大軋制力為4000t,實際最寬可軋寬度為2000mm,最大開口度為650mm,工作輥直徑為950~970mm,卷取厚度為4.5~28mm,最大軋制速度180m/min,最大彎輥力為200t。該軋機的板形控制裝置有正負彎輥及不能分區(qū)控制的乳液噴淋系統(tǒng)。試驗材料為5182鋁合金。試驗過程為將已經(jīng)鋸切頭尾、銑面、均熱的550mm×1270mm的5182合金經(jīng)過若干道次軋至厚度為6.5±0.2mm的熱軋卷材。熱軋整個過程采用行業(yè)內(nèi)通用的好富頓乳化液,具有良好的潤滑和冷卻能力。
試驗中,中凸度的檢測方法為,除去5182鋁合金帶材內(nèi)5圈外5圈,隨機選擇某1圈,按照圖1,測量橫截面的厚度,按照公式計算中凸度。

圖1 中凸度計算示意圖

圖2 工作輥熱膨脹示意圖
試驗中,在卷取前1道次及卷取第3道次軋制結(jié)束后,立即測量工作輥中部、邊部的溫度,如圖2所示,計算公式為:

式中,C熱為工作輥的熱凸度;Kt為約束系數(shù),當工作輥溫度分布不均勻時取為工作輥材料的線膨脹系數(shù),對于鍛鋼而言,取(1/℃);Δt為工作輥輥面中部與邊部的溫度差,℃;DW為工作輥直徑,取960mm。
試驗中,在熱軋穩(wěn)定軋制階段,在線目視觀察帶材的波浪情況。
試驗采取2種工藝方案,分別見表1、表2。其余未盡事項按照行業(yè)內(nèi)通行方法實施。

表1 工藝方案1
2 試驗結(jié)果
工藝試驗方案1實施后,試驗結(jié)果為1.1%<中凸度<2.3%,并有嚴重的中間波浪缺陷,如圖3所示;工藝試驗方案2實施后,試驗結(jié)果為0.2<中凸度<0.6%,無波浪缺陷,如圖4所示。
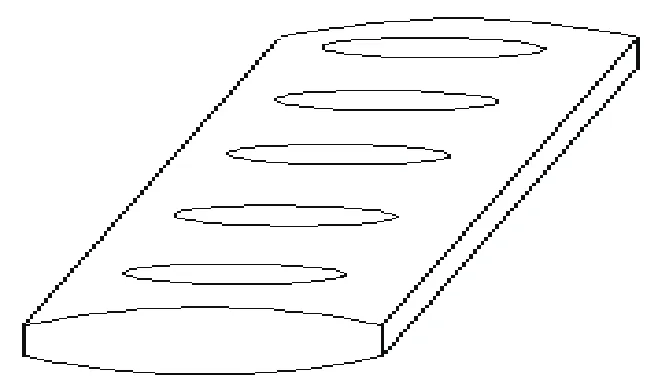
圖3 工藝方案1實施效果

圖4 工藝方案2實施效果
另外,工藝方案1中第20道次軋制后,工作輥中部的溫度為84℃,邊部的溫度為76℃;卷取第3道次軋制后,工作輥中部的溫度為98℃,邊部的溫度為79℃。
工藝方案2中第20道次軋制后,工作輥中部的溫度為79℃,邊部的溫度為74℃;卷取第3道次軋制后,工作輥中部的溫度為80℃,邊部的溫度為75℃。
3 分析討論
3.1 鋁及鋁合金熱軋帶材中凸度的表達式及其影響因素
熱軋帶材中凸度的表達式為:

式中,P為軋制力;KP為軋制力對輥系彎曲變形影響的橫向剛度;F 為彎輥力;KF為彎輥力對輥系彎曲變形影響的橫向剛度;CH為工作輥熱輥形(凸度);Cm為工作輥磨損輥形(凸度);CO為工作輥原始輥形(凸度);CW為CVC(PC)軋機可調(diào)輥形(凸度);EC、EW為相應系數(shù);CRH為帶材入口中凸度。因為鋁及鋁合金熱軋實際生產(chǎn)中,熱軋Cm非常小,可以忽略不計;無CVC(PC)軋機可調(diào)輥形(凸度)的CW亦為0。
由上述表達式可知,鋁及鋁合金熱軋帶材中凸度的影響因素有:工作輥原始輥形、軋制力(道次壓下量、張力)、正彎輥力、負彎輥力、乳液噴淋壓力及流量、軋制速度。各因素對中凸度及中間波浪的影響作用見表3和表4。

表3 中凸度的影響因素

表4 中間波浪的影響因素
簡而言之,熱軋帶材產(chǎn)生中間波浪的原因為:在寬度方向上,延縱向延伸,帶材中間部分的金屬流動比邊部要大。
3.2 鋁合金熱軋帶材中凸度與中間波浪的關系
根據(jù)在熱軋中廣泛運用的Shohet判別式,帶材中間波浪的產(chǎn)生與帶材的中凸度變化過程之間有如下關系:
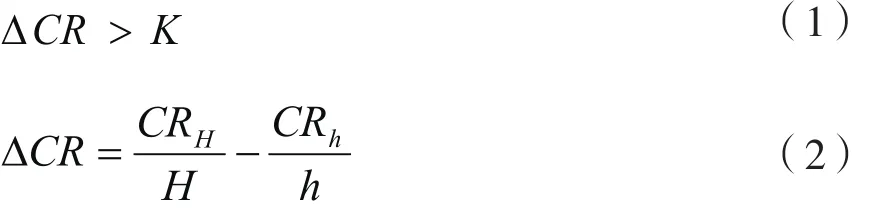

式中,CRH為入口帶材中凸度為入口帶材相對凸度為出口帶材中凸度;為出口帶材相對凸度;H為入口帶材厚度;h為出口帶材厚度;ΔCR為入口帶材與出口帶材相對凸度差;K為閾值;B為帶材寬度=1.86(材質(zhì)為鋼時)或者2(材質(zhì)為鋁時)。
減小鋁及鋁合金熱軋帶材中凸度與改善其中間波浪缺陷,在實現(xiàn)手段上存在著一定的矛盾。比如,為了減小中凸度,可以采用增大工作輥原始凸度、減小軋制力、增大彎輥力、減小乳液噴淋能力、增大軋制速度等措施,但采取這些措施后,卻加劇了熱軋帶材中間波浪的產(chǎn)生。而軋制之后的帶材中凸度與軋制之前的帶材中凸度相比,只要滿足一定的條件就能產(chǎn)生中間波浪。另外,板坯較厚時,由于存在著較好的金屬橫向流動,這個時候控制板坯的中凸度失去意義,波浪缺陷也不會出現(xiàn);但是當板坯較薄時,金屬的橫向流動基本喪失,這個時候再去調(diào)整中凸度,會導致波浪缺陷的產(chǎn)生。
3.3 改進措施
方案1中,從第1~1 8道次,板坯的厚度≥120mm板坯的金屬橫向流動較好,控制中凸度沒有意義。從19~21道次,軋制力變化為1300→1400→1600→1950,軋制力由1300t逐步升至1950t,達到整個熱軋過程中的最大值,可以認為,此時的板坯的中凸度由逐步攀升至且為整個熱軋過程中板坯中凸度的最大值即CRmax,且CRmax>1%,在第21~23道次,軋制力變化為1950→1539→1350,軋制力由1950t逐步降至1350t,這也引起了板坯中凸度的變化,即并且這個過程中,導致帶材產(chǎn)生了嚴重的中間波浪。另外,在方案1中,從第21~23道次,軋制速度由100m/min、140m/min、上升至160m/min,使工作輥與板坯之間產(chǎn)生了大量的摩擦熱,熱量被工作輥吸收,工作輥的熱凸度由第20道次末的上升至第23道次的工作輥的熱凸度急劇上升,使板坯中凸度的降低,但熱軋帶材最終的中凸度仍然大于1%,這也說明工作輥原始凸度-0.4mm的設計是很不合理的,它是導致熱軋帶材中凸度>1%的根本原因。同時也說明,噴淋壓力0.25MPa太小,乳液冷卻能力不足,不能有效抑制工作輥的熱膨脹。
方案2中,工作輥原始凸度設計為-0.2mm,比方案1中的-0.4mm增大了-0.2mm。這是降低熱軋帶材中凸度的根本有效措施。從17~23道次,軋制力在1210~1310t之間保持平穩(wěn),軋制力對板坯中凸度的影響處于穩(wěn)定狀態(tài),即<1%,板坯的中凸度值保持平穩(wěn),使得熱軋帶材的板形保持良好。雖然從第21~23道次,軋制速度由100m/min、140m/min、上升至170m/min,使工作輥與板坯之間產(chǎn)生了大量的摩擦熱,熱量被工作輥吸收,但是,工作輥第20道次末的熱凸度第23道次末的熱凸度兩者并沒有發(fā)生變化,說明噴淋壓力達到了0.4MPa可以有效吸收摩擦熱,維持工作輥熱膨脹的有效平衡,防止了熱軋帶材最終中凸度及中間波浪缺陷的產(chǎn)生。另外,方案2使用的彎輥力比方案1大,這也是降低板坯中凸度的一個輔助作用,當然,鋁及鋁合金熱軋時,彎輥力對中凸度的影響效果很小。而在方案2中的第23道次,彎輥力的值在-40%~40%之間,亦是根據(jù)在線板形情況,調(diào)整板形所采取的措施。
4 結(jié)論
(1)導致5182鋁合金熱軋帶材產(chǎn)生“中凸度超標+中間波浪”缺陷的根本原因是工作輥原始凸度太小、道次壓下量不合理、乳液噴淋壓力太小。
(2)工作輥原始凸度、道次壓下量、乳液噴淋壓力應合理,才能保證熱軋帶材的中凸度、板形符合要求。
(3)工作輥彎輥力對中凸度及板形具有調(diào)節(jié)作用。
(編輯:張為賓)
叢林集團獲得兩項國家標準制定和修訂權(quán)
近日,接國標委下達的《國家標準制修訂項目計劃通知》,叢林鋁材主持起草的《全鋁橋梁結(jié)構(gòu)用鋁合金擠壓型材》、《軌道列車車輛結(jié)構(gòu)用鋁合金擠壓型材(修訂)》兩項國家標準,正式納入2014年標準制修訂計劃。加上2013年底發(fā)布的《汽車用鋁合金擠壓型材》起草計劃,目前,叢林同時主持起草三項國家標準。
鋁空氣電池的開發(fā)或?qū)㈤_辟化解鋁產(chǎn)能過剩的新路徑
汽車用鋁空氣電池的產(chǎn)業(yè)化為鋁的應用開辟了一個新的領域,如開發(fā)成功將具有巨大的市場空間。 2014年6月,美鋁與以色列Phinergy公司聯(lián)合開發(fā)的續(xù)航能力達到1600公里的汽車用鋁空氣電池進行了試車,比較好的解決了當前電動汽車續(xù)航里程低、充電不方便、成本高等主要問題,這一成果將大幅增加鋁的消費量,引起了鋁行業(yè)、電動汽車行業(yè)的廣泛關注。按中國汽車銷量及運行里程測算,我國鋁空氣電池可年增鋁消費約995萬噸,占2013年全國鋁消費量的40%,對我國化解電解鋁產(chǎn)能過剩有重大意義。
投資7.6億元的偏析法高純鋁建設項目在賀州啟動
9月25日,廣西賀州日輕桂銀科技有限公司偏析法高純鋁建設項目正式開工。據(jù)悉,該項目占地105畝,投資總額為7.6億元,產(chǎn)能4萬噸。項目所采用日輕金的偏析法生產(chǎn)技術(shù),是國際先進的鋁電子生產(chǎn)技術(shù)和工藝,具有清潔高效的生產(chǎn)特點,有著很強的市場潛力和競爭優(yōu)勢。
Cause Analysis and Improvement Measures of "the Convexity Superscalar+Intermediate Wave" Profile Defects in Aluminum Alloy Hot Rolled Strip
CHEN Zuo-qi1,GAO Zuo-wen2,LIU Yu1,HUANG Guo-yun3
(1.Guangxi Liuzhou Yinhai Aluminum Co., Ltd., Liuzhou 545001, China; 2.Chalco Henan Aluminum Co., Ltd., Luoyang 471000, China;; 3.Dalishen Aluminum Co., Ltd., Danyang 212300, China;)
"The middle of the crown superscalar + wave" of the defect resulted from 5182 aluminum alloy produced by single twin winding four-high reversing hot rolling mill was researched experimentally, the results show that the defects are caused because the original work roll crown is too small and pass reduction is unreasonable, emulsion spraying pressure is too small. The defects can be deleted by increasing the original work roll crown, optimization pass reduction, improving emulsion spray pressure .
aluminum alloy; the convexity superscalar; intermediate wave; hot rolling; profile defects
TG335.5+6
B
1005-4898(2014)05-0010-05
10.3969/j.issn.1005-4898.2014.05.02
國家科技支撐計劃(編號:2012BAF09B04)和國際科技合作專項(編號:2011DFR50950)資助
陳祚啟(1984-),男,江西吉安人,大學本科,從事鋁板帶箔生產(chǎn)工藝研究。
2013-10-01