輻射交聯(lián)發(fā)泡聚乙烯電暈處理研究
2014-04-13 04:06:54郭小康李新峰留偉兵
中國(guó)塑料 2014年11期
郭小康,李新峰,留偉兵
(浙江交聯(lián)輻照材料有限公司,浙江 蘭溪321100)
0 前言
用輻射交聯(lián)方式制備的聚乙烯發(fā)泡材料(IXPE),其特點(diǎn)是泡孔細(xì)密,表面光滑平整,在生產(chǎn)制作薄型產(chǎn)品方面具有其他任何工藝都不可比擬的特點(diǎn)。薄型IXPE產(chǎn)品可廣泛使用于工業(yè)雙面膠帶芯材、電子產(chǎn)品緩沖密封墊片、醫(yī)用創(chuàng)可貼、汽車(chē)裝飾、日用品等方面。薄型發(fā)泡材料在前面提及的這些領(lǐng)域中使用都需要進(jìn)行不干膠涂敷加工,由于聚乙烯材料表面張力較小,不能滿(mǎn)足涂膠工藝的需要,因此,在生產(chǎn)IXPE 時(shí)往往需要對(duì)產(chǎn)品進(jìn)行表面處理,提高其表面張力,改善其表面粘接性和潤(rùn)濕性,表面張力達(dá)到38以上[1-3],才可以滿(mǎn)足涂膠工藝的要求。
常用的提高材料表面張力的處理方發(fā)一般有2種:電暈處理和火焰處理。火焰處理是用特制的噴燈,通過(guò)可燃?xì)怏w燃燒,形成溫度高達(dá)2100~2800 ℃的氧化火焰,來(lái)達(dá)到在瞬間改變材料表面性能的目的。但是火焰處理方法不適合于發(fā)泡材料,因火焰極容易引發(fā)材料泡孔收縮、塌陷,甚至引發(fā)火災(zāi)。電暈處理是提高塑料薄膜、發(fā)泡塑料等材料表面張力普遍使用的一種方法。電暈處理可改變固體材料的表面張力,電暈處理的原理是將薄型材料通過(guò)有高壓存在的兩電極間,高壓讓電極間的空氣發(fā)生電離,電極間產(chǎn)生電子流,在材料表面形成等離子區(qū),使材料表面由非極性變成極性表面,達(dá)到改性。另外空氣在高壓電場(chǎng)中電離產(chǎn)生臭氧,臭氧是一種強(qiáng)氧化劑,可以立即氧化塑料材料的表面分子,也使其由非極性轉(zhuǎn)化為極性,表面張力得到提高,滿(mǎn)足涂膠需要[1-2]。
不同厚度、不同倍率的IXPE 材料,采用電暈機(jī)在不同處理工藝條件進(jìn)行電暈處理,得到的處理效果不同。電暈處理工藝條件變化主要包括速度變化、電流變化、處理溫度變化等。電暈效果的好壞主要看在不破壞表觀(guān)前提下對(duì)所處理材料表面張力提高的程度,通過(guò)測(cè)量材料表面張力即達(dá)因值的變化,可以來(lái)表征電暈處理效果的好壞。本文對(duì)電暈處理提高IXPE 產(chǎn)品表面張力的效果測(cè)試、控制,處理后的表面張力變化規(guī)律等幾方面加以研究、探討。
1 實(shí)驗(yàn)部分
1.1 主要原料
聚乙烯(PE),2426H,揚(yáng)子石化-巴斯夫有限責(zé)任公司;
偶氮二甲酰胺(AC),江蘇索普(集團(tuán))有限公司;
甲酰胺,分析純,市售;
乙二醇乙醚,分析純,市售。
1.2 主要設(shè)備及儀器
雙螺桿混煉機(jī),TSE65A,南京瑞亞高聚物制備有限責(zé)任公司;
擠出機(jī),105,上海金湖擠出設(shè)備有限責(zé)任公司;
電子加速器,ELV-8,俄羅斯新西伯利亞物理研究所;
發(fā)泡爐,自制;
電暈處理機(jī),CW-3600,南通三信塑膠裝備科技有限公司。
1.3 樣品制備
將PE和AC發(fā)泡劑按照一定比例混合,在雙螺桿混煉機(jī)上混合均勻完成發(fā)泡母料造粒,再將發(fā)泡母料、自制助劑母料、PE 按比例混合,用擠出機(jī)制成不同厚度的卷狀材料(稱(chēng)作母片);母片用電子加速器輻照,從線(xiàn)形結(jié)構(gòu)轉(zhuǎn)變?yōu)橐欢ǔ潭染W(wǎng)狀交聯(lián)結(jié)構(gòu);交聯(lián)母片通過(guò)自制發(fā)泡爐加熱發(fā)泡,成為不同膨脹倍率的IXPE。
1.4 性能測(cè)試與結(jié)構(gòu)表征
采用涂液法測(cè)試固體材料表面張力的測(cè)試辦法是涂液法,按照GB/T 14216—2008,用甲酰胺和乙二醇乙酯2種液體按不同比例進(jìn)行混合,得到一系列不同潤(rùn)濕張力的測(cè)試液,實(shí)驗(yàn)中所用測(cè)試液配比見(jiàn)表1;測(cè)試時(shí)將測(cè)試液涂拭在材料表面上,可保持2s液面才破裂的測(cè)試液所對(duì)應(yīng)的潤(rùn)濕張力即表示材料的表面張力;
測(cè)定材料的電暈前表面張力時(shí),需要把材料完成加工后放置24h再測(cè)得;材料電暈處理后的表面張力隨著時(shí)間變化而會(huì)有衰減,所以分為完成處理后立即測(cè)量值(即測(cè)值)以及不同放置時(shí)間測(cè)量值,未注明時(shí)間的均為即測(cè)值;
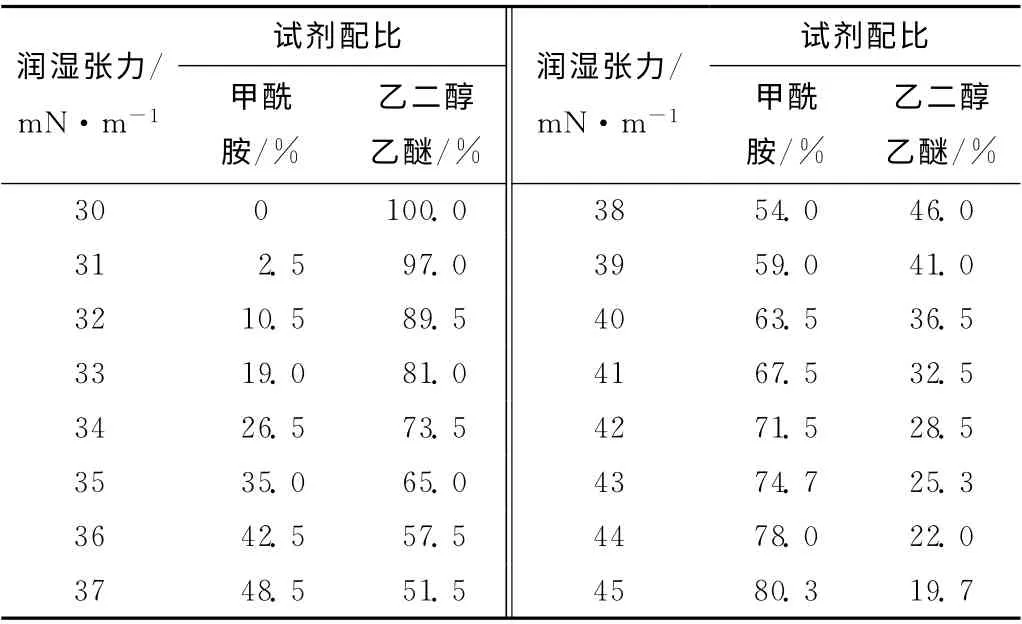
表1 測(cè)試液配比Tab.1 Ingredient of the testing solution
2 結(jié)果與討論
2.1 材料配方對(duì)表面張力的影響
發(fā)泡材料發(fā)泡前后體積將發(fā)生很大變化,發(fā)泡后體積與發(fā)泡前體積之比稱(chēng)為發(fā)泡倍率,按發(fā)泡倍率不同,IXPE產(chǎn)品可分為5、10、15、20、25、30等不同倍率。生產(chǎn)不同發(fā)泡倍率產(chǎn)品,其原料配方不同,主要差別是發(fā)泡劑含量有差異,發(fā)泡材料的中間過(guò)程產(chǎn)品即發(fā)泡材料母片,由于配比差異其表面張力也不同,而且是否經(jīng)過(guò)輻照交聯(lián)處理也有很大區(qū)別。表2是不同材料配方母片輻照前后的張力變化情況。不同發(fā)泡倍率產(chǎn)品電暈處理前的表面張力狀況有較大差別,而且還與是否壓光有關(guān),實(shí)驗(yàn)測(cè)試結(jié)果如表3所示。
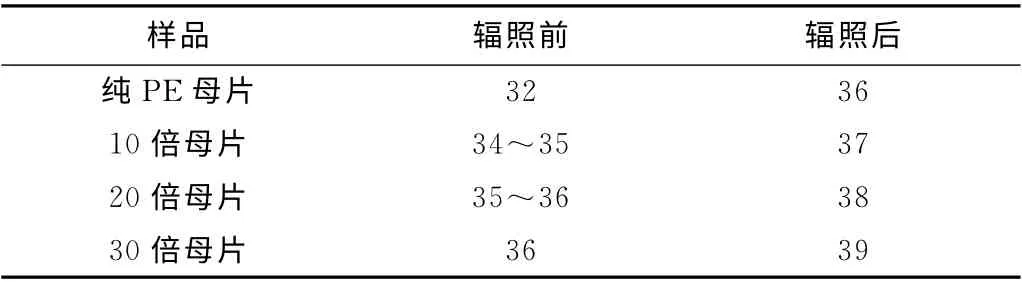
表2 不同發(fā)泡倍率母片輻照處理前后的表面張力mN/mTab.2 Surface tension of different sheets before and after irradidtion mN/m
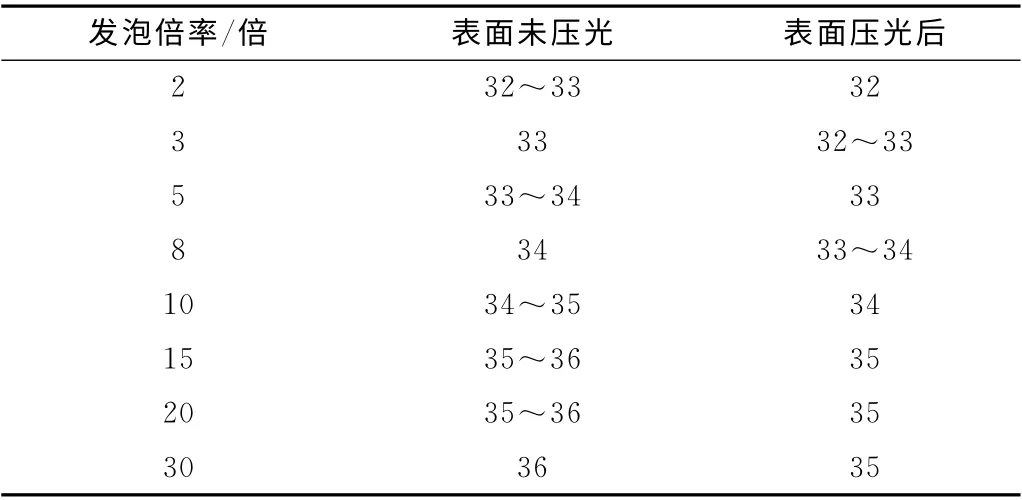
表3 不同倍率發(fā)泡產(chǎn)品電暈處理前表面張力mN/mTab.3 Surface tension of different base sheets before and after corona treatment mN/m
由表2可看出,純PE 表面張力最小,隨著發(fā)泡劑加入比例增加,改變了材料的結(jié)晶性,表面張力趨于增加。電子束輻照交聯(lián),可以改變材料結(jié)構(gòu),同樣改變了材料表面的表面能,材料表面張力變大。
由表3可看出,隨著發(fā)泡產(chǎn)品倍率提高,材料表面張力會(huì)增加。發(fā)泡材料的微觀(guān)泡孔結(jié)構(gòu),改變了表面特性,增加了液體的潤(rùn)濕,發(fā)泡倍率加大,單位體積內(nèi)泡孔數(shù)增加,表面泡孔結(jié)構(gòu)更利于浸潤(rùn)。發(fā)泡材料剛完成發(fā)泡后,其表面張力小于發(fā)泡前對(duì)應(yīng)的母片,這是因?yàn)榘l(fā)泡在高溫下進(jìn)行,使得表面進(jìn)行了結(jié)晶融化和重新結(jié)晶,改變了前期輻照交聯(lián)引起的表面變化。同一材料,若表面壓光處理后,表面張力會(huì)略有下降,這是因?yàn)閴汗飧淖兞瞬牧媳砻娴呐菘仔螒B(tài),形成了一層平整表皮,不利于液體的浸潤(rùn)。
2.2 電暈處理功率、處理線(xiàn)速度對(duì)表面張力的影響
同一材料在不同功率、不同速度下做電暈處理,得到的表面張力不同。電暈設(shè)備的輸出功率是通過(guò)輸出電流調(diào)整改變的,輸出電流和處理功率成比例。表4是30倍3mm 產(chǎn)品在固定處理線(xiàn)速度(5 m/min)、不同輸出電流條件下的電暈處理結(jié)果。表5給出的是在固定電暈機(jī)輸出電流(2.6A)時(shí),不同處理線(xiàn)速度對(duì)應(yīng)的表面張力。可以看出,提高輸出電流或降低處理速度,都可以提高電暈處理效果,材料可獲得更高的表面張力。
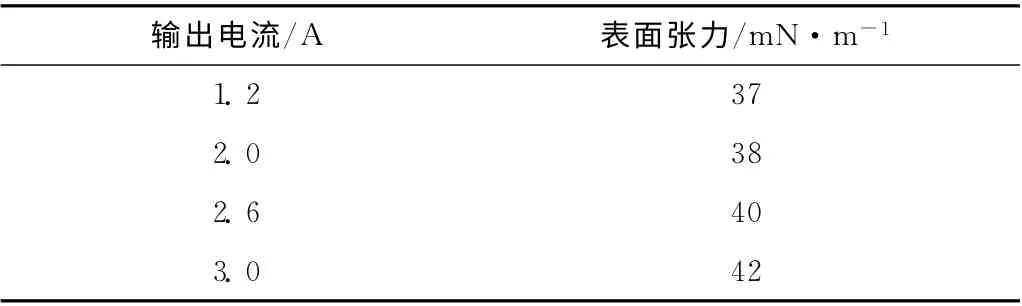
表4 輸出功率對(duì)處理效果影響Tab.4 Effects of corona treatment power on surface tension
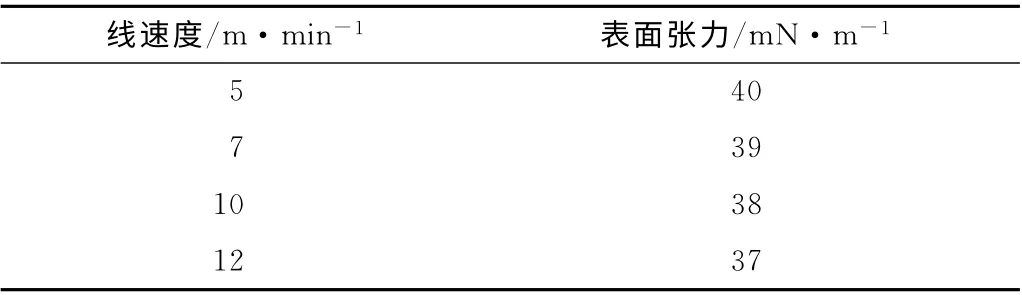
表5 線(xiàn)速度對(duì)處理效果的影響Tab.5 Effects of line speed on surface tension
2.3 材料厚度對(duì)電暈處理的影響
材料厚度不同,對(duì)電暈設(shè)備要求不同。調(diào)節(jié)電極時(shí),電極距離待處理材料表面一般為1~3mm,否則電弧不均勻或形不成電弧;放電電極與放電導(dǎo)輥間距離一般不能太大,否則也形不成均勻電弧。放電電極與放電導(dǎo)輥間可離需要加大時(shí),必須調(diào)高輸出電壓,處理產(chǎn)品厚度小時(shí)需要的輸出電壓較小,處理厚產(chǎn)品時(shí)需要加大輸出電壓[3]。
表6是15倍1mm 產(chǎn)品在處理線(xiàn)速度8m/min、不同輸出電流條件下的電暈處理結(jié)果。結(jié)合表4數(shù)據(jù)可以看出,電暈處理達(dá)到同樣的效果,發(fā)泡材料厚度較小時(shí)需要的電流較小、處理效率也高(線(xiàn)速度高);厚度增大,則需要加大功率,放慢處理速度。此外,試驗(yàn)和生產(chǎn)中還發(fā)現(xiàn)處理薄產(chǎn)品時(shí)更容易形成連續(xù)電弧,不容易產(chǎn)生放電擊穿,處理結(jié)果也容易達(dá)到要求值。處理厚產(chǎn)品則容易出現(xiàn)火花不均勻現(xiàn)象。

表6 電暈處理工藝對(duì)處理效果的影響Tab.6 Effects of corona process conditions on surface tension
2.4 電暈處理效果與電暈處理溫度關(guān)系
產(chǎn)品電暈處理可以在發(fā)泡生產(chǎn)過(guò)程中進(jìn)行電暈,即在線(xiàn)處理;也可以發(fā)泡完成后使用前再進(jìn)行處理。通過(guò)15倍1.5mm 產(chǎn)品做在線(xiàn)處理和材料放置達(dá)到室溫后再做電暈處理的對(duì)比,發(fā)現(xiàn)在線(xiàn)處理效果明顯容易達(dá)到要求。都按5m/min線(xiàn)速度處理,表面張力達(dá)到38mN/m,在線(xiàn)處理需要輸出電流2.0A,而放置后處理時(shí)則需要輸出電流2.5A。生產(chǎn)中也發(fā)現(xiàn),不同季節(jié),產(chǎn)品電暈處理生產(chǎn)工藝有差別,夏天需要的輸出電流小,冬天則大。可見(jiàn)材料溫度、環(huán)境溫度對(duì)電暈處理效果有明顯影響作用。材料溫度高,有利于表面分子的極化,從而達(dá)到較好效果。筆者推薦在線(xiàn)電暈處理,可提高效率、降低成本。
2.5 電暈處理效果隨放置時(shí)間、溫度、條件的變化
材料電暈處理后,電暈效果隨著放置時(shí)間會(huì)減弱直至消除。消除的快慢與放置環(huán)境條件有關(guān)[3]。15倍1.5mm 產(chǎn)品,經(jīng)電暈處理表面張力即測(cè)達(dá)到38mN/m后,取樣展平,在室內(nèi)暴露于空氣中放置,觀(guān)測(cè)隨著放置時(shí)間推移表面張力的衰減程度。結(jié)果如圖1所示。
從圖1可以看出,處理完畢后,大約1周時(shí)間內(nèi),表面張力衰減較小,1~2周時(shí)間范圍內(nèi),衰減較快,3周開(kāi)始衰減速度變緩,逐步衰減到最低值,隨后基本保持不變。殘留值比未作電暈處理時(shí)的材料表面張力略高。
同時(shí)把處理好的產(chǎn)品收卷包裝完好進(jìn)行放置做對(duì)比。從材料卷中心部位取得樣品測(cè)量,電暈處理效果保持較好,14d 時(shí)表面張力仍能達(dá)到37~38 mN/m之間。

圖1 電暈后表面張力隨放置時(shí)間變化Fig.1 Surface tension after corona treatment
試驗(yàn)中,同時(shí)也將電暈好、表面張力38 mN/m 的材料放置在烘箱內(nèi)180 ℃加熱2min,取出冷卻后測(cè)表面張力,其值變?yōu)?5~36 mN/m 之間,等同于未處理材料。
由此可見(jiàn)電暈處理后材料表面張力的衰減,同溫度有關(guān)、同氣氛有關(guān)。溫度高衰減加快,接觸空氣充分衰減加快。為了減少這種衰退,一是可適當(dāng)加強(qiáng)電暈處理程度,二是要妥善包裝、避免暴曬,并盡可能減少使用前的放置時(shí)間。但過(guò)分加大在線(xiàn)電暈處理程度,運(yùn)輸途中會(huì)引發(fā)粘連,使用時(shí)難于打開(kāi)。
2.6 二次電暈處理電暈效果研究
經(jīng)過(guò)在線(xiàn)處理的材料,放置直至電暈效果完全衰退,做再次電暈處理,采用與第一次處理同樣的處理工藝。試驗(yàn)結(jié)果如表7數(shù)據(jù)所示,以15倍1.5mm 產(chǎn)品為例,第一次處理達(dá)到表面張力到達(dá)38mN/m,處理線(xiàn)速度5m/min時(shí)需要輸出電流2.0A,放置1個(gè)月后,電暈效果基本消除,表面張力接近原始值,第二次處理達(dá)到38mN/m 在同樣速度時(shí)電流只需要1.5A,而且客戶(hù)反應(yīng)更均勻,涂膠時(shí)效果更好。由此可以得出結(jié)論,生產(chǎn)時(shí)在線(xiàn)電暈處理和涂膠工序中再次處理相結(jié)合,有明顯實(shí)際意義,不僅能避免第一次電暈程度太高引發(fā)運(yùn)輸途中的黏連,而且能得到更好、更均勻的涂膠效果。該結(jié)果與已報(bào)道的塑料薄膜產(chǎn)品電暈研究相似[3]。

表7 二次電暈處理工藝條件Tab.7 Conditions of second corona treatment
3 結(jié)論
(1)輻射交聯(lián)發(fā)泡材料的泡孔結(jié)構(gòu)能改變其表面浸潤(rùn)性,隨著發(fā)泡倍率的提高,表面張力增加;
(2)電暈處理功率加大、速度降低,材料表面張力更容易達(dá)到38mN/m,電暈處理效果更好;
(3)電暈處理效果隨溫度提高而提高;電暈處理后電暈效果有衰減現(xiàn)象存在,常溫下空氣中存放,電暈效果可保持1周,3周基本衰退完畢達(dá)到穩(wěn)定;衰減速度隨著溫度提高加快、接觸空氣充分也可加快衰減;
(4)通過(guò)再次電暈處理使材料表面張力達(dá)到38mN/m的涂膠要求,對(duì)材料副作用更小。
[1] 周先進(jìn),趙 燕,麥建國(guó).BOPP薄膜電暈處理及效果研究[J].現(xiàn)代塑料加工應(yīng),2004,16(4):25-27.Zhou Xianjin,Zhao Yan,Mai Jianguo.Study on Corona Effect and Treatment of BOPP Film[J].Modern Plastics Processing and Applications,2004,16(4):25-27.
[2] 劉嘉銘,王宗英.塑料薄膜電暈處理效果的影響因素[J].塑料科技,1998,123(2):48-49.Liu Jiaming,Wang Zongying.Facts on Corona Effect of Plastics Film.Plastics Science & Technology.1998,123(2):48-49.
[3] 何煒德.淺淡電暈處理工藝[J].塑料,2000,29(2):42-43.He Weide.Corona Treatment[J].Plastics,2000,29(2):42-43.
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
中老年保健(2021年12期)2021-11-30 02:58:01
攝影之友(影像視覺(jué))(2019年2期)2019-03-05 08:27:14
中華詩(shī)詞(2018年11期)2018-03-26 06:41:34
Coco薇(2016年8期)2016-10-09 02:11:50
Coco薇(2015年1期)2015-08-13 02:23:50
中國(guó)醫(yī)藥科學(xué)(2015年19期)2015-02-27 12:33:11
軍事體育學(xué)報(bào)(2014年3期)2014-02-27 16:00:13
玩具(2009年10期)2009-11-04 02:33:14
