功分器組合法蘭推孔工裝設(shè)計
2014-04-14 03:05:34王軻平景素芳
火控雷達(dá)技術(shù) 2014年4期
張 武 屈 博 王軻平 薛 玲 景素芳
(西安電子工程研究所西安 710100)
0 引言
功分器是波導(dǎo)裂縫陣列天線的關(guān)重件,由裂縫波導(dǎo)、耦合波導(dǎo)、組合法蘭盤、短路塊等組成,其中數(shù)個耦合波導(dǎo)與裂縫波導(dǎo)和組合法蘭盤聯(lián)接,采用粘結(jié)成型工藝。功分器組合法蘭是功分器耦合波導(dǎo)的定位件,精度要求高,與裂縫波導(dǎo)的槽距一致,矩形孔尺寸公差0.05,裂縫波導(dǎo)的槽距和組合法蘭的孔距P 尺寸公差均為±0.05mm,功分器組合法蘭的N個孔距積累誤差N ×P ±0.05 需控制在P∑±0.10~0.15mm 范圍,組合法蘭厚度≥11mm,長度>1300mm,兩端面直線度≤0.5mm,N 個耦合波導(dǎo)配合的矩形孔受到標(biāo)準(zhǔn)波導(dǎo)管尺寸限制,工藝內(nèi)圓角≤0.5mm。原采用數(shù)控加工組合法蘭矩形孔尺寸,內(nèi)孔圓角3mm,鉗工修挫孔四角的方法,需邊加工并隨時借助專用平板測量尺寸,加工效率低,尺寸保證難,定位配合不好,功分器粘結(jié)時膠粘劑易流失,成型后需返工補膠;用大行程的線切割機床進(jìn)行多個方孔線切割加工是可行的工藝方案,但效率仍然很低。推刀作為高效加工刀具,具有加工效率高、加工精度高、操作簡單等優(yōu)勢,在汽車、航空等工業(yè)中得到了廣泛的運用[1-2]。為此開展了“數(shù)控加工+推孔”代替“數(shù)控加工+鉗工修挫矩形孔”的工藝研究,設(shè)計組合法蘭推孔夾具和推刀,實現(xiàn)了狹長法蘭的多孔推削工藝方法,滿足了功分器成型對組合法蘭的技術(shù)要求,提高功效10 倍以上。
1 功分器組合法蘭盤推孔尺寸的確定
2 功分器組合法蘭盤推孔工裝設(shè)計
為了實現(xiàn)狹長的功分器組合法蘭的多孔推削加工,選用Y41-25B2 型單柱校正壓裝液壓機作為為推孔設(shè)備,按照Y41-25B2 設(shè)備臺面尺寸設(shè)計推孔工夾具以及與夾具配套的推刀。
2.1 推孔夾具設(shè)計[4 ~5]
2.1.1 結(jié)構(gòu)設(shè)計
根據(jù)組合法蘭的結(jié)構(gòu)尺寸、工序尺寸及推刀尺寸設(shè)計組合法蘭推孔夾具的總體尺寸,工裝外形尺寸長230mm ×寬120mm ×高315mm。功分器組合法蘭推孔夾具的三維模型如圖1所示。其中:1 為引導(dǎo)套,2 為上導(dǎo)板,3 為導(dǎo)柱,4 為下導(dǎo)板,5 為彈簧導(dǎo)桿,6 為復(fù)位彈簧,7 為支撐塊,8 為墊板,9 為等高墊塊,10 為功分器組合法蘭,11 為推刀,等高墊塊高度需大于推孔行程。

圖1 功分器組合法蘭推孔方案結(jié)構(gòu)圖
為了解決推孔的垂直度問題和推刀的上、下引導(dǎo)定位問題,采用類似沖壓模具的對角導(dǎo)柱導(dǎo)向結(jié)構(gòu)及彈簧復(fù)位結(jié)構(gòu),不計墊板尺寸如圖1所示,圖1中件1 引導(dǎo)套上端面與件8 的底面平行度小于0.02mm,且件1 引導(dǎo)套上端面直徑為Ф80mm,減小壓力機壓頭端面幾何精度對工裝的影響。為了保證推孔工裝的尺寸穩(wěn)定性和工作可靠性,除標(biāo)準(zhǔn)件(含復(fù)位彈簧)外,材料均采用45#鋼,并調(diào)質(zhì)處理,硬度HRC28 ~32。
2.1.2 定位與導(dǎo)向裝置
推刀上引導(dǎo)與工裝上引導(dǎo)套定位,推刀下引導(dǎo)與組合法蘭預(yù)孔浮動定位,靠推孔工裝的雙導(dǎo)柱導(dǎo)向,工裝中導(dǎo)向裝置由圖1 中件1 引導(dǎo)套、件2 上導(dǎo)板、件3 導(dǎo)柱組成,導(dǎo)柱與上導(dǎo)板的配合尺寸為Ф20H7/r6,采用壓裝工藝,導(dǎo)柱與上導(dǎo)板的垂直度小于0.02mm,導(dǎo)柱與下導(dǎo)板導(dǎo)向孔的配合尺寸為Ф20H7/h6,上下導(dǎo)板導(dǎo)向孔均為Ф20H7,其上下面平行度小于0.01mm,導(dǎo)向孔的加工采用組合加工工藝,保證了導(dǎo)向孔位的一致性,裝配保證上導(dǎo)向裝置與下導(dǎo)板配合在全行程中無卡滯。
2.1.3 組合法蘭推孔工裝的導(dǎo)向與復(fù)位機構(gòu)
采用帶導(dǎo)向桿的彈簧復(fù)位機構(gòu),推孔結(jié)束,推刀落下后,工裝在彈簧復(fù)位機構(gòu)的作用下保證上導(dǎo)向裝置回到初始位置,選用彈簧保證在工裝的最低行程位置彈簧彈力大于上裝置重量的2 倍。
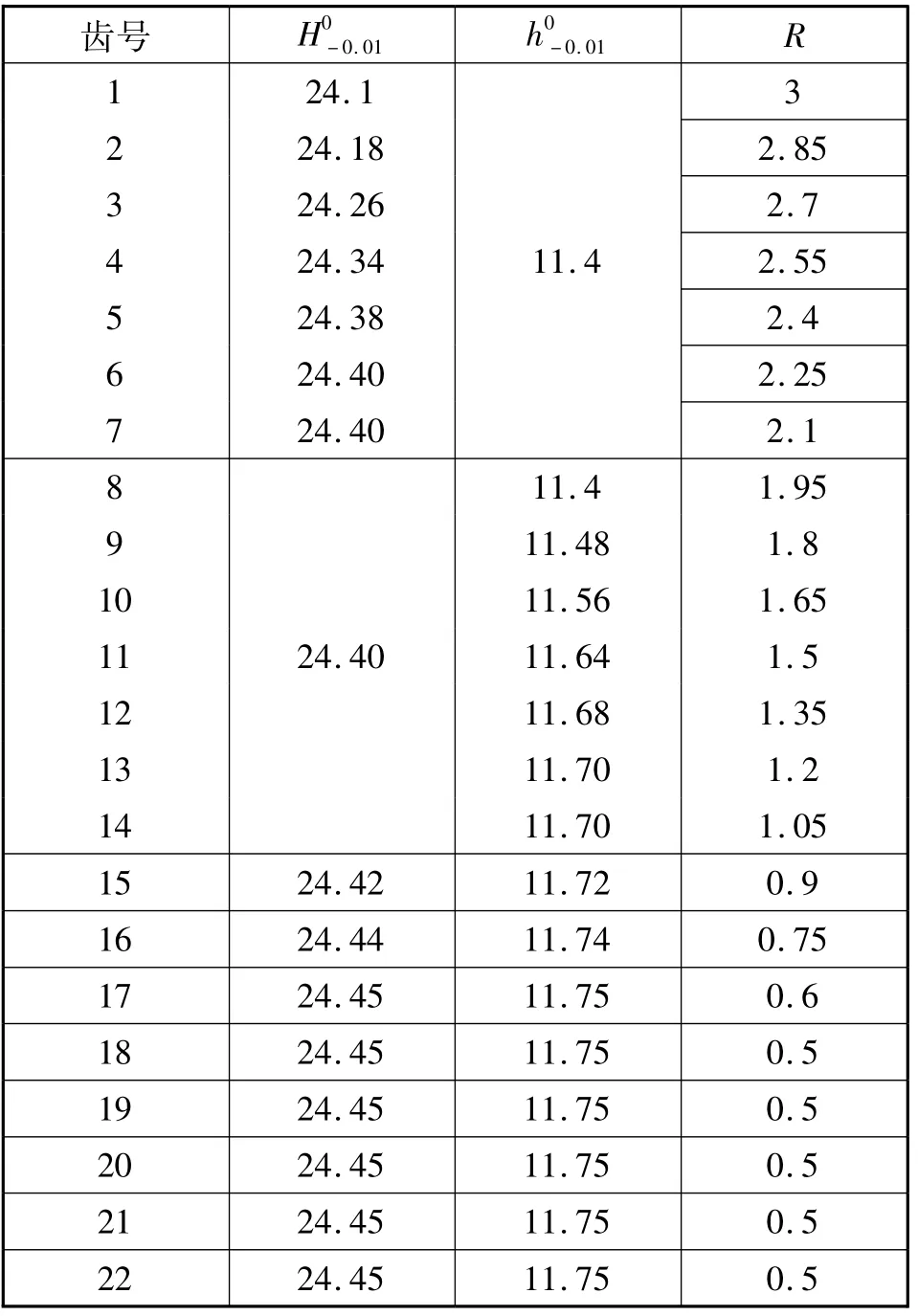
表1 推刀齒升量表
2.2 推孔刀具設(shè)計[1、6]
2.2.1 推削方式選擇
2.1.2 刀具前后引導(dǎo)尺寸確定
2.1.3 推刀切削參數(shù)設(shè)計
按照功分器法蘭材料為時效狀態(tài)硬鋁2A12,硬度為HB105,刀具材料選用W18Cr4V,工作部分硬度HRC63 ~66,設(shè)計推刀切削參數(shù),粗切齒前角15°,后角3°,刃帶寬度0.1mm;精切齒前角0°,后角3°,刃帶寬度0.1mm;校正齒前角0°,后角1.5°,刃帶寬度0.5mm。齒升量按常規(guī)推薦的鋁合金材料矩形孔推、拉刀粗切齒的齒升量設(shè)計,推刀齒升量如表1。
一般推刀最好有4 ~5 個齒同時工作,考慮工件厚度為11mm,同時工作齒數(shù)應(yīng)大于2,設(shè)計切削齒齒距為4mm。
容屑槽是形成刀齒的前刀面和容納切屑的,推削也屬于封閉屑形式,考慮功分器成型粘結(jié)表面的粗糙度為Ra6.3,四角容屑系數(shù)按設(shè)計參數(shù)計算值為1.9,受刀具結(jié)構(gòu)尺寸限制,低于標(biāo)準(zhǔn)推薦值3.5。
3 推孔操作過程
按照推孔方案,功分器組合法蘭推孔實施方式如下,推孔夾具置于壓力機臺面中部(如Y41-25B2型單柱校正壓裝液壓機),由兩名操作者協(xié)作完成功分器組合法蘭的推孔工作,操作者一負(fù)責(zé)功分器法蘭(簡稱工件)的放置與移動,操作者二負(fù)責(zé)操作機床、推刀的放置與推孔后的推刀收集,并根據(jù)推孔行程調(diào)整機床下上下位止點,操作過程如圖2 ~6所示。
操作者一把工件放入工裝的下導(dǎo)板上,操作者二把推刀放入工裝導(dǎo)向套使推刀下引導(dǎo)進(jìn)入工件矩形孔中,啟動壓力機壓頭與推刀接觸并逐步推入工件中,如圖3 ~4所示,同時推刀落下,操作者二收集推刀(見圖5 ~6))并操作機床壓頭上升,工裝上導(dǎo)向裝置在工裝復(fù)位裝置的作用下復(fù)位。操作者一移動工件依次進(jìn)行下一個孔的推孔準(zhǔn)備。

圖2 推刀、工件放入夾具

圖3 推刀削齒進(jìn)入工作

圖4 推刀校正齒脫離工作
4 問題討論
實施加工方案后,功放器組合法蘭矩形孔尺寸、粗糙度符合設(shè)計要求,但個別孔的某一個角在出口0.5mm 深度處有掉角現(xiàn)象,究其原因一是四角推削余量大,二是推孔夾具的導(dǎo)向有間隙存在,可能會引起夾具上引導(dǎo)部分的垂直度變化,導(dǎo)致個別角的齒升量加大及單位刀刃的切削力增大,在組合法蘭下面的某一角部出現(xiàn)麟刺—撕裂及啃傷現(xiàn)象。此缺陷對功分器來說不算問題,因為功分器粘結(jié)成型后端面仍有1mm 的加工余量,可彌補不足。
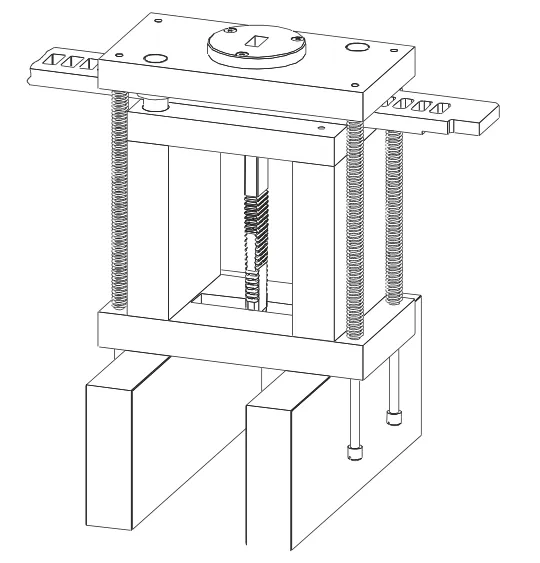
圖5 推刀上引導(dǎo)脫離工件

圖6 推刀取出夾具前狀態(tài)
5 結(jié)束語
功分器組合法蘭以“數(shù)控加工+推孔”工藝代替“數(shù)控加工+鉗工修挫矩形孔”工藝,利用功分器組合法蘭推孔夾具及專用推刀在Y41-25B2 型單柱校正壓裝液壓機上實現(xiàn)了組合法蘭的推孔加工,應(yīng)用某型炮位偵校雷達(dá)功分器多個批次生產(chǎn),較修挫四角方孔效率提高10 倍以上,開創(chuàng)了利用推孔工裝在Y41-25B2 型單柱校正壓裝液壓機上實現(xiàn)多孔狹長法蘭推孔的先例。為了提高推孔夾具的導(dǎo)向精度,導(dǎo)向裝置可采用滾珠導(dǎo)向裝置。
[1]林祖強.推刀設(shè)計和應(yīng)用[J].機電工程技術(shù).2013,11:78-80.
[2]張勝利,李云龍,方榮,洪軍.拉刀磨削關(guān)鍵技術(shù)研究與CAM 系統(tǒng)開發(fā)[J].計算機集成制造系統(tǒng).2012(2):17-21.
[3]趙如福.金屬材料加工工藝人員手冊[M](第三版).上海:上海科學(xué)技術(shù)出版社,1990.
[4]陳向云.機床夾具設(shè)計[M].北京:電子工業(yè)出版社,2013.
[5]馮炳堯,韓泰榮等.模具設(shè)計與制造簡明手冊[M].上海:上海科學(xué)技術(shù)出版社,2008.
[6]四川省機械工業(yè)局編.復(fù)雜刀具設(shè)計手冊(上冊)[M].北京:機械工業(yè)出版社,1979.
