1#氣墊爐1700mm張力矯直機(jī)改造結(jié)構(gòu)設(shè)計(jì)
2014-04-16 06:01:36趙朝杰
鋁加工 2014年2期
趙朝杰
(重慶西南鋁機(jī)電設(shè)備工程有限公司,重慶 九龍坡 401326)
0 前言
隨著鋁加工技術(shù)的不斷發(fā)展,對(duì)鋁材需求不斷增加的同時(shí)對(duì)板材的質(zhì)量要求也日益嚴(yán)格,拉伸彎曲矯直機(jī)以較小的張力使帶材產(chǎn)生較大的塑性變形,達(dá)到轎直帶材的目的,特別是對(duì)薄帶材矯直效果非常好,因此也越來越受人重視。
1 矯直機(jī)及其發(fā)展
由于鋁卷材在軋制、熱處理等工序中存在較大的殘余應(yīng)力,使得鋁材板面產(chǎn)生波浪和翹曲,不能滿足客服的要求,需要對(duì)其進(jìn)行矯直。板帶材的矯直設(shè)備主要有以下三種形式:輥式矯直機(jī)、拉伸矯直機(jī)和拉彎矯直機(jī)。輥式矯直機(jī)對(duì)中厚板矯直效果良好,而對(duì)于薄帶材則效果較差;拉伸矯直機(jī)依靠夾緊裝置或張力輥組產(chǎn)生拉伸變形,使帶材產(chǎn)生一定的塑性變形而達(dá)到矯直的目的,但拉伸過程中由于張力過大,會(huì)降低帶材的機(jī)械性能。基于以上原因便產(chǎn)生了拉彎矯直機(jī),它綜合了輥式矯直機(jī)和拉伸矯直機(jī)的優(yōu)點(diǎn),用較小的張力使帶材產(chǎn)生較大的塑性變形,達(dá)到矯直帶材的目的。
2 拉彎矯直機(jī)及其原理
拉彎矯直機(jī)是根據(jù)材料的彈性延伸理論對(duì)帶材進(jìn)行矯平的,其基本原理為需要矯平的帶材在張力輥組施加的張力作用下通過上下交替布置的矯直輥,在拉伸和彎曲的聯(lián)合作用下沿長(zhǎng)度方向產(chǎn)生了塑性的縱向延伸,使帶材各條縱向纖維的長(zhǎng)度趨向于一致,從而減少帶材內(nèi)部縱向內(nèi)應(yīng)力分布的不均勻性,改善帶材的平直度。拉彎矯直機(jī)由輥式矯直機(jī)和張力矯直機(jī)兩部分組成,因此很好的結(jié)合了輥式矯直機(jī)和張力矯直機(jī)的優(yōu)點(diǎn),在張力水平遠(yuǎn)低于材料屈服極限的情況下能實(shí)現(xiàn)較大的塑性變形,達(dá)到了較好的矯直效果。
3 1700mm張力矯直機(jī)改造前結(jié)構(gòu)及板材缺陷分析
1#氣墊爐1700mm矯直機(jī)改造前結(jié)構(gòu)如圖1所示,它是拉伸矯直機(jī)和輥式矯直機(jī)的簡(jiǎn)單結(jié)合,矯直效果不是特別顯著。該矯直機(jī)的矯直輥組由支承輥組及工作輥組成,支承輥組采用的是分段支承,而工作輥輥徑太小,導(dǎo)致整個(gè)矯直輥組的剛度和強(qiáng)度不足。由此在工作過程中帶來了如下問題:①帶材表面在有支承輥和沒支承輥的地方存在色差,主要由矯直輥組中工作輥剛性不足所引起;②帶材表面有振痕,主要由矯直輥組的剛性不足導(dǎo)致矯直輥的振動(dòng),致使帶材表面產(chǎn)生了振痕;③帶材表面有斑點(diǎn),由于矯直輥組的剛性及強(qiáng)度的不足導(dǎo)致鋁帶材縱向纖維拉伸不均勻所引起的。
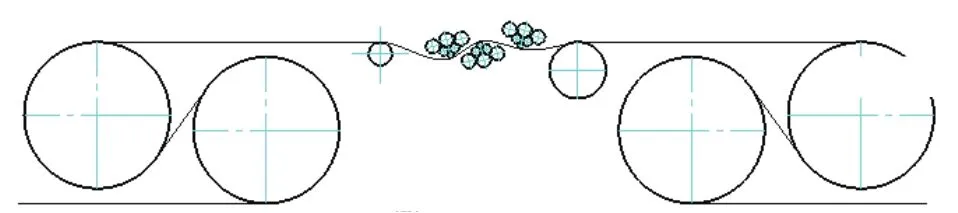
圖1 改造前結(jié)構(gòu)圖
4 1700mm張力矯直機(jī)改造設(shè)計(jì)及板材改善情況分析
4.1 改造后的結(jié)構(gòu)
1#氣墊爐1700mm矯直機(jī)改造后結(jié)構(gòu)如圖2所示,該設(shè)備主要由固定機(jī)架、入口偏導(dǎo)輥裝置、液壓翻轉(zhuǎn)機(jī)構(gòu)、四重輥系、清輥裝置、中間托輥裝置、底座、推出裝置、出口偏導(dǎo)輥裝置、液壓系統(tǒng)、電控系統(tǒng)等組成。
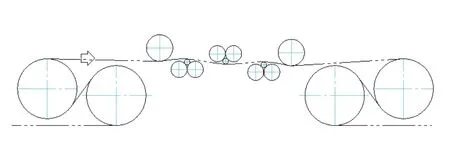
圖2 改造后的結(jié)構(gòu)圖
4.2 1700mm張力矯直機(jī)改造設(shè)計(jì)結(jié)構(gòu)特征
(1)為適應(yīng)1#氣墊爐現(xiàn)場(chǎng)位置條件,該拉彎矯直機(jī)矯直單元采用三輥(一彎一矯)、四重輥系結(jié)構(gòu)形式,保證該矯直單元能在1#氣墊爐生產(chǎn)線上發(fā)揮出應(yīng)有的連續(xù)彎矯功能。
(2)在該設(shè)備的操作中輥系調(diào)整操作簡(jiǎn)單合理,當(dāng)需要生產(chǎn)薄料時(shí),入口偏導(dǎo)輥和出口偏導(dǎo)輥參與板型調(diào)整;當(dāng)生產(chǎn)厚料時(shí),僅需出口偏導(dǎo)輥對(duì)板型進(jìn)行調(diào)整。
(3)為避免傳統(tǒng)矯直單元由于剛性不足帶來工作輥振動(dòng),致使鋁材表面產(chǎn)生振痕,該1700mm拉彎矯直單元采用直徑215mm的支承輥和直徑76mm的工作輥,以保證拉彎矯直單元有足夠剛性。
(4)矯直機(jī)單元的支承輥采用長(zhǎng)支承輥形式,以避免短支承輥因高速旋轉(zhuǎn),內(nèi)部油甩出而污染板材表面。
(5)工作輥選用懸掛結(jié)構(gòu),通過工作輥、支承輥及其軸承座的精確位置有效地保證工作輥沿其輥身長(zhǎng)度方向與支承輥貼合良好,使得工作輥壽命長(zhǎng),同時(shí)也保證鋁帶材表面質(zhì)量,有效地提高拉彎矯直質(zhì)量和生產(chǎn)效率,降低工作輥消耗及修復(fù)費(fèi)用。
(6)支承輥表面設(shè)計(jì)為左右螺旋槽,以便將工作輥表面上的鋁渣及其它非金屬等雜質(zhì)清除。結(jié)構(gòu)設(shè)計(jì)上配有支承輥清輥裝置,及時(shí)將支承輥上的雜質(zhì)清除,同時(shí)在支承輥上形成油膜,保護(hù)工作輥和支承輥。
(7)拉彎矯直機(jī)組進(jìn)行純拉或檢修時(shí),下矯直輥系可移出機(jī)列線,上矯直輥系可實(shí)現(xiàn)180°的旋轉(zhuǎn),以方便操作維護(hù)。
(8)在下面兩組輥系之間配置1套能升降的中間托輥裝置,以方便生產(chǎn)中穿帶,同時(shí)避免穿帶時(shí)對(duì)輥系的污染。
(9)上輥系的換輥(調(diào)整或維護(hù))依靠液壓翻轉(zhuǎn)機(jī)構(gòu)來完成,動(dòng)作穩(wěn)定、準(zhǔn)確可靠。當(dāng)需要更換工作輥或維護(hù)上輥系以及穿帶不便時(shí),通過操作臺(tái)將上機(jī)架旋轉(zhuǎn)180°后,人工就可以方便地對(duì)上輥系進(jìn)行維護(hù)或穿帶。當(dāng)需要輥系工作時(shí),反轉(zhuǎn)180°,輥系回到工作狀態(tài)。
(10)為了提高生產(chǎn)率,縮短維修時(shí)間,對(duì)下輥系設(shè)置有換輥裝置,下輥系分別安裝在換輥架上,當(dāng)需要更換矯直輥或進(jìn)行維護(hù)時(shí),啟動(dòng)換輥油缸將下輥系整體推出機(jī)體之外,人工可以就地維護(hù)或裝拆輥系。
(11)在矯直單元入口處設(shè)置有噴油裝置,該噴油裝置由控制器調(diào)節(jié)噴油時(shí)間間隔和流量大小,能有效地潤(rùn)滑工作輥及支承輥,同時(shí)易于清輥器把附著在輥系上的臟污清除。
(12)下矯直輥系的推出設(shè)計(jì)有專用支座,保證既安全移出又快捷方便。
(13)入口偏導(dǎo)輥工作時(shí)升降自如,入口偏導(dǎo)輥位于兩極限位的任何位置,不影響矯直輥組的旋轉(zhuǎn)。
(14)矯直輥系主要由3根工作輥、3組工作輥軸承座、3組6根支承輥、6組支承輥軸承座、輥系調(diào)整裝置等組成。
(15)在3根工作輥結(jié)構(gòu)設(shè)計(jì)上,工作輥的軸向游隙采用3片左右的蝶形彈簧(彈簧力度合適)來消除串動(dòng)游隙,同時(shí)保證工作輥在一定軸向負(fù)荷作用下運(yùn)行時(shí)不至于產(chǎn)生兩端軸承摩擦發(fā)熱或卡死現(xiàn)象。
(16)清輥裝置實(shí)為走紙機(jī)構(gòu),把紙卷放在放紙心軸上,裝在安裝紙的機(jī)座上,通過收紙裝置的液壓馬達(dá)把紙卷卷在卷紙器上,通過紙與支承輥的接觸,對(duì)輥?zhàn)舆M(jìn)行清理。
(17)工作時(shí)出口偏導(dǎo)輥能控制在任意升降位置,方便參與帶材板型控制。
(18)噴油系統(tǒng)安裝在矯直單元入口處,實(shí)現(xiàn)對(duì)板片表面的噴油及對(duì)工作輥的潤(rùn)滑,系統(tǒng)工作穩(wěn)定可靠,滿足設(shè)備生產(chǎn)工藝需要。
4.3 1700mm張力矯直機(jī)機(jī)組試車主要技術(shù)參數(shù)
材料:3XXX、5XXX、LY12CZ系鋁及鋁合金板材。
材料性能:

改造后拉矯部分典型產(chǎn)品的試車記錄如表1所示。
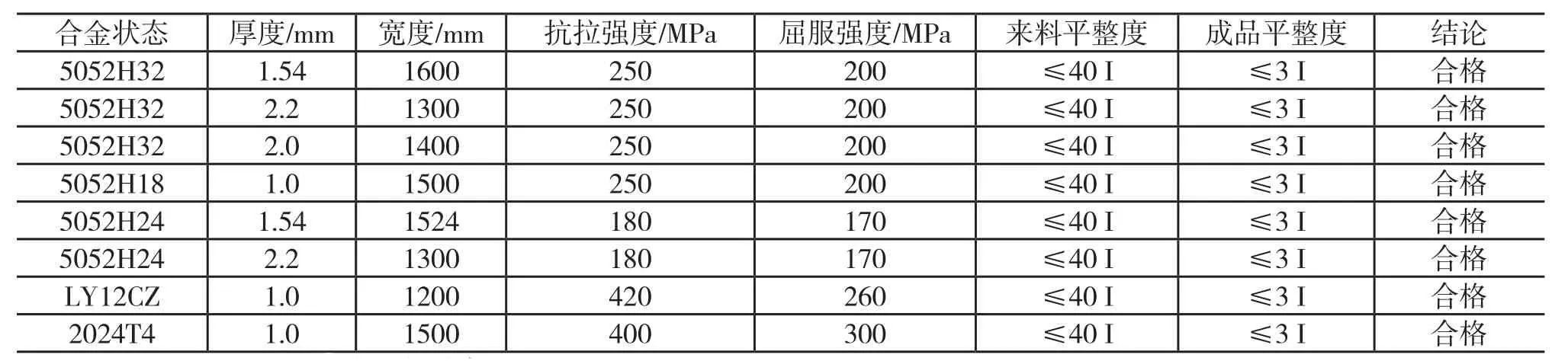
表1 改造后拉矯部分典型產(chǎn)品試車記錄表
設(shè)備參數(shù):
穿帶速度:0~18 m/min;機(jī)列速度:0~85m/min(厚度0.5~2.0mm);≤75m/min(厚度2.0~3.2mm)。
4.4 1700mm張力矯直機(jī)改造后板材表面質(zhì)量
在1700張力矯直機(jī)改造后,試車所生產(chǎn)的帶材表面質(zhì)量有了很大的改善,相比改造前,改造后基本消除了改造前的表面質(zhì)量缺陷,沒有了擦傷、劃傷、色差、振痕、斑點(diǎn)等。
5 結(jié)束語
1700mm張力矯直機(jī)通過本次的改造設(shè)計(jì),對(duì)板材的表面質(zhì)量有較大的改善,但拉矯過程涉及拉彎、彈復(fù)、反彎、張力矯直等方面,其變形關(guān)系也十分復(fù)雜,因此,在使用中必須根據(jù)設(shè)備的具體情況,在正確的矯直理論的指導(dǎo)下,在生產(chǎn)中不斷的摸索與總結(jié)經(jīng)驗(yàn),使各個(gè)工藝參數(shù)達(dá)到最佳配合,才能得到更好的矯直效果。
